
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Особенности сборки агрегатов и применяемое оборудование
Особенности сборки агрегатов и применяемое оборудование
В авторемонтных предприятиях узлы собирают на верстаках, специальных столах и стендах-приспособлениях. Агрегаты же, как правило, собирают на эстакадах, конвейерных линиях поточным методом и лишь в отдельных случаях на стендах (карданная передача и рулевое управление). На потоке выполняют также и общую сборку автомобиля.
Основным направлением в области совершенствования сборочных работ в авторемонтном производстве является создание поточных линий сборки, а также комплексная механизация основных и вспомогательных работ. Наибольший эффект при этом дает конвейерная поточная сборка. При этом методе сборки повышается производительность труда, улучшается качество продукции, сокращается длительность производственного цикла и снижается себестоимость.
Технология сборки автомобилей в АРП имеет много общего с технологией сборки в автомобилестроении, где уровень организации, механизации и автоматизации по выполнению сборочных работ, значительно выше, поэтому целесообразно полнее использовать имеющийся там опыт.
На предприятиях с небольшой производственной программой двигатели собирают на универсальных постах, оснащенных стендами. С увеличением мощности предприятия сборка агрегатов подразделяется на узловую и общую. Общая сборка при этом выполняется поточным методом на конвейере. Сборка сцеплений, компрессоров, масляных и водяных насосов, вентиляторов и другого навесного оборудования выполняется на универсальных постах. Непосредственно к поточной линии сборки примыкают посты подсборки блока цилиндров, шатунно-поршневой группы, сборки коленчатого вала с маховиком и сцеплением и их балансировки и др.
Перед сборкой все масляные каналы блока цилиндров двигателя и коленчатого вала промывают на специальных установках горячим моющим раствором (80...85°C) препарата МС-8 концентрацией 0,01 кг/м³. Блок цилиндров подают на сборку укомплектованным крышками коренных подшипников, запрессованными втулками распределительного вала, краниками системы охлаждения, заглушками масляной магистрали, с установленным на блок картером сцепления. При сборке на потоке блок цилиндров крепится к тележке сборочного конвейера.
Сборка начинается с установки в блок гильз, на которые предварительно надевают уплотнительные резиновые кольца. Гильзы запрессовывают с помощью соответствующих приспособлений. При установке гильз следует контролировать высоту их выступания над поверхностью блока. После установки гильз производят гидроиспытание блока цилиндров на специальном стенде под давлением 0,3 МПа.
Следующей операцией общей сборки двигателя является установка коленчатого вала в сборе с маховиком и сцеплением, шестерней распределения и упорными шайбами. Перед установкой коленчатого вала в блок снимают крышки коренных подшипников, устанавливают сальник в задний подшипник и закрепляют его штифтом, протирают салфеткой постели в блоке, крышках и шейки коленчатого вала, устанавливают вкладыши в постели, продувают сжатым воздухом масляные каналы в блоке и коленчатом вале и смазывают поверхности вкладышей чистым маслом. Болты крышек коренных подшипников затягивают динамометрическим ключом с моментом, указанным в технических условиях. Контролируют осевой люфт коленчатого вала, величина которого должна быть в заданных пределах. Регулируется осевой люфт коленчатого вала подбором задней упорной шайбы ремонтного размера.
Установка поршней с шатунами в гильзы предшествует подбор поршней по массе и размерным группам. Зазор с сопряжении поршень — гильза контролируют при помощи ленты-щупа, например, для двигателя ЗИЛ-130 толщиной 0,08 мм, шириной 13 мм, длиной 200 мм. Усилие протягивания при неподвижном поршне и правильном подборе пары должно составлять 35...45 Н.
После подбора на днищах поршней ставят клеймо, соответствующее номерам цилиндров. Затем палец подбирают к шатуну. Палец должен проходить через отверстие верхней головки шатуна под усилием большого пальца руки. В отверстие бобышек поршней, подогретых до температуры 55°C, палец должен входить свободно. Разность в массе узлов, входящих в комплект, не должна превышать значений, предусмотренных техническими условиями. Собирают поршни с шатунами с помощью специальных приспособлений.
Поршневые кольца подбирают и подгоняют к цилиндрам с обеспечением необходимых тепловых зазоров. Кольца надевают на поршень с помощью специального приспособления, обеспечивая при этом необходимый между ними торцевой зазор. При необходимости кольца подгоняют шлифованием их по стыкам и торцам. Замки колец разводят на угол 120°. Поршни с шатунами устанавливают по цилиндрам при вертикальном положении блока в очередности 1—5, 2—6, 3—7 и 4—8. Метки на днище должны быть направлены вперед. Гайки болтов шатунных подшипников окончательно затягиваются динамометрическим ключом с обеспечением необходимого крутящего момента и шплинтуются.
Затем устанавливают распределительный вал в сборе с шестерней. При этом необходимо обеспечить совпадение меток на шестернях распределения коленчатого и распределительного валов. На прилегающем к линии общей сборки рабочем месте собирается головка цилиндров. Клапанный механизм подбирают и собирают на головке цилиндров, размещенной на верстаке. Перед установкой головки цилиндров на блок кладут прокладку, устанавливают толкатели и штанги, которые соединяются с коромыслами, когда головка цилиндров опускается на шпильки. Болты гаек головок затягивают нормированным крутящим моментом в строгой последовательности на холодном двигателе. При сборе второй головки цилиндров все операции повторяют.
После установки на двигатель навесного оборудования производятся регулировочные работы, а затем он подается на обкатку и испытание.
Общей сборке коробки передач предшествуют операции предварительной сборки валов с шестернями, валов с подшипниками, механизма переключения, которые выполняются вне линии общей сборки на специально оборудованных рабочих местах. При общей сборке коробки передач необходимо обращать особое внимание на правильность монтажа подшипников, посадок в сопряжениях механизма для переключения передач, а также на соблюдение требований соответствия бокового зазора между зубьями шестерен и осевых зазоров блока шестерен промежуточного вала, шестерен ведомого вала и блокирующих колец синхронизаторов.
У собранной коробки передач ведущий вал должен свободно проворачиваться вручную при включении любой передачи. После сборки коробку передач подвергают испытаниям.
Общей сборке предшествует сборка узлов на рабочих постах, оборудованных в соответствии с характером выполняемых работ. При этом выполняют операции сборки: картера моста с трубами полуосей, сальниками и пробками; ведущей конической шестерни с картерами подшипников; дифференциалы с ведомой цилиндрической (конической) шестерней; ведомой конической шестерни с валом ведущей цилиндрической (конической) шестерни; редуктора; ступицы с тормозным барабаном и др.
Общая сборка задних мостов производится на стендах-параллелях или сборочных конвейерах. Характер работ при сборке заднего моста зависит от его конструкции. Общими для большинства задних мостов являются запрессовка внутренних колец подшипников с натягом, обеспечение при сборке ведущей конической шестерни свободного вращения хвостовика без осевого зазора за счет правильного подбора толщины прокладки, подбор прокладок, регулирующих зацепление ведомой и ведущей шестерен главной передачи с целью обеспечения необходимого бокового зазора между ними. Гайки подшипников окончательно затягивают динамометрическим ключом с целью контроля момента затяжки. Правильность зацепления зубьев определяют по пятну контакта.
Детали карданной передачи перед сборкой должны быть промыты и обдуты сжатым воздухом, а игольчатые подшипники смазаны жидкой смазкой.
Собирают карданную передачу из предварительно собранных узлов — карданных валов и промежуточной опоры шарниров. При сборке карданных передач вилки карданных валов должны располагаться в одной плоскости, а масленки всех крестовин с одной стороны. Необходимо следить за правильной установкой уплотнений и резиновых чехлов. При сборке контролируют осевой люфт крестовин, легкость вращения подшипника опоры, перемещение скользящей вилки и суммарный окружной люфт карданных валов.
Собранные карданные валы подвергают балансировке.
Собирают следующие узлы: рулевой механизм с гидроусилителем, насос гидроусилителя, карданный вал, рулевую колонку. При сборке рулевого управления и регулировке необходимо обеспечить проворачивание рулевого колеса. Для автомобиля ЗИЛ-130 момент проворачивания 0,3...0,8 Н·м. После регулировки гайку стопорят загнутым усиком стопорной шайбы. Особое внимание необходимо обращать на исправность уплотнительных устройств.
В окончательно собранном рулевом механизме все подвижные сопрягаемые детали должны работать без заедания и заклинивания при повороте вала рулевой сошки из одного крайнего положения в другое под действием крутящего момента не более 80 Н·м.
Одновременно со сборкой и регулировкой рулевого механизма собирают и проверяют на специальном стенде насос гидроусилителя. Он должен развивать давление 6,5...7,0 МПа при прогретом до температуры 65...75°C масле.
На крупных ремонтных предприятиях широко применяют различные средства механизации трудоемких сборочных работ: многошпиндельные гайковерты и механизированные стенды, оборудованные силовыми головками, а также специализированные приспособления и установки, обеспечивающие повышение производительности и качество выполняемых работ. Сборку агрегатов на крупных ремонтных предприятиях выполняют на поточно-механизированных линиях, включающих конвейеры прерывного и непрерывного движения, специализированный инструмент, подъемники, манипуляторы.
Высокой производительности при установке поршневых колец на поршень можно добиться, используя специальное приспособление (рис. 2.14, а).
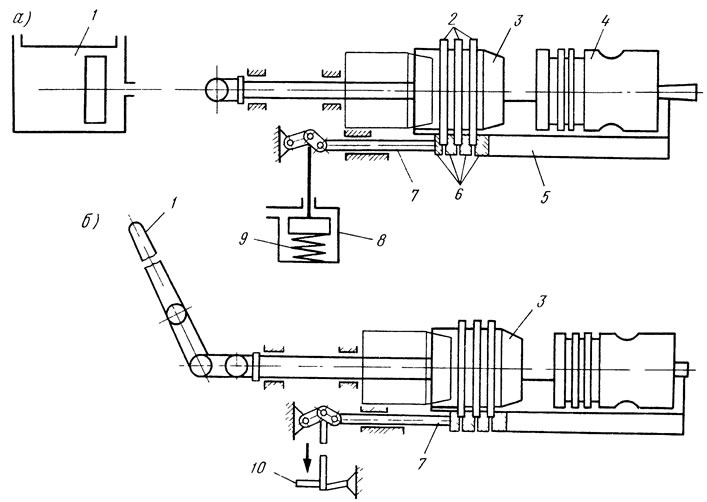
Рис. 2.14. Приспособления для одновременной установки поршневых колец на поршень: а - пневматическое; б - ручное
Принцип его действия заключается в следующем. Подобранный комплект поршневых колец 2 вставляют в канавки 6 приспособления замками вниз. Затем, перемещая с помощью пневматического привода 1 коническую оправку 3, разводят замки колец и в таком положении зажимают их по торцам штангой 7, которую приводит в движение шток поршня пневматического цилиндра 8. После этого оправку удаляют из разжатых колец и на ее место по лотку 5 вводят поршень 4 до упора в коническую оправку. При переключении крана пневматического цилиндра 8 на атмосферу поршень под действием пружины 9 перемещает шток и штангу, которая освобождает кольца, и они попадают в соответствующие канавки поршня. Аналогично устроено приспособление, показанное на рис. 2.14, б. Оно снабжено ручным приводом 1 конической оправки 3 и педальным приводом 10 штанги 7 для зажатия колец по торцам.
При сборке узлов двигателя должное внимание необходимо уделять контрольным операциям. Так, на специальном приспособлении (рис. 2.15) проверяют перпендикулярность оси поршня к оси нижней головки шатуна после сборки шатунно-поршневого комплекта. Проверка этого параметра крайне важна, так как погрешности взаимного расположения деталей узла отрицательно влияют на качество ремонта двигателя. Шатун нижней головкой устанавливается на цангу 6, которая разжимается при помощи пневмоцилиндра 7. При этом поршень опирается на неподвижную 5 и подвижную 4 призмы. Последняя прижимается к поршню пружиной 3, и ее положение фиксируется индикатором 2. Проверка осуществляется по разности показаний индикатора при установке узла в двух положениях с поворотом на угол 180° относительно оси поршня. Собранные поршни с шатунами контролируются по массе. Разность узлов в пределах комплекта не должна превышать значений, указанных в технических условиях для данной модели Двигателя.
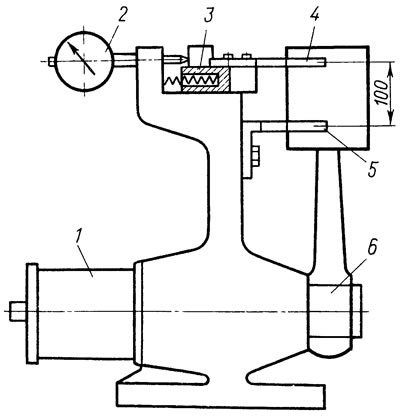
Рис. 2.15. Приспособление для контроля шатунно-поршневого комплекта в сборе
В крупных АРП при сборке (разборке) применяют специальные высокопроизводительные установки для одновременной выпрессовки (запрессовки) новых втулок распределительного вала из блока и направляющих втулок клапанов из головки цилиндров двигателя.
Для сборки коленчатого вала с маховиком применяют конструкцию стенда (рис. 2.16), позволяющую поворачивать коленчатый вал в удобное для работы положение и контролировать торцовое биение маховика.
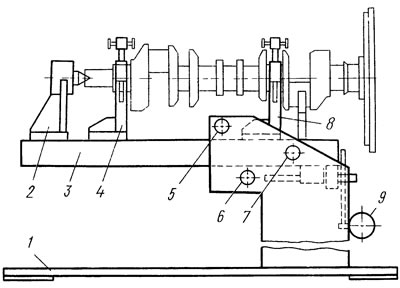
Рис. 2.16. Стенд для сборки коленчатого вала с маховиком: 1 - рама; 2, 4 и 8 - съемные стойки; 3 - балка; 5 - ось; 6 и 7 - фиксаторы; 9 - индикатор
В авторемонтных предприятиях используют высокопроизводительные стенды для сборки головок цилиндров с клапанами, многоместный стенд для сборки дифференциала, оборудованный многошпиндельным гайковертом для одновременного завертывания болтов крепления чашек дифференциала при их сборке и двумя силовыми головками для напрессовки подшипников на опорные шейки коробки дифференциала.
Собирать и испытывать рессоры удобно на стенде (рис. 2.17). Это делают на подставках 3, установленных на столе 7. Для закрепления центрового болта рессору приживают при помощи прижима 9 гидравлической установки, состоящей из бака 72 для масла, насоса 7, гидравлического цилиндра 2, маслораздаточной коробки 77 и системы трубопроводов. Прижим перемещается в направляющих кронштейна 8, который крепится на столе. Положение штока 4 поршня гидроцилиндра, связанного с прижимом, фиксируют путем перекрытия маслораздаточной коробки. После постановки и закрепления центрового болта рессору освобождают, кладут ее боком, прижимают прижимом и ведут дальнейшую сборку.
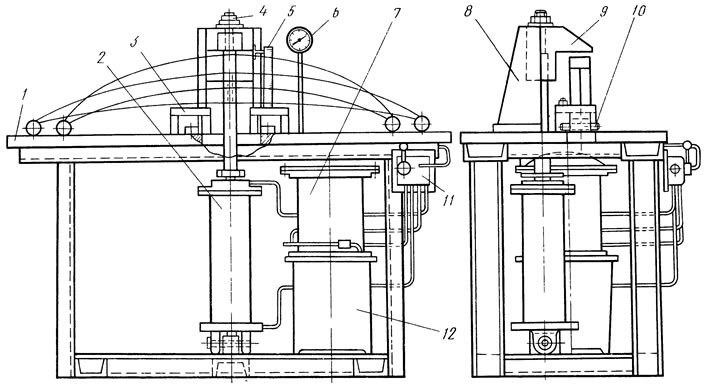
Рис. 2.17. Стенд для сборки и испытания рессор
При испытании рессоры в ее ушко вставляют пальцы 10, Они при сжатии рессоры скользят в параллелях с бортиками, а ушки проходят в пазах стола стенда. Упругость рессоры контролируют по манометру 6, подсоединенному к маслораздаточной коробке, а стрелу прогиба измеряют по шкале 5.
Значительное повышение производительности труда и улучшение условий работы достигаются при использовании стендов для сборки передних и задних мостов с рессорами, оборудованными пневматическими приводами для сжатия рессор и выталкивания стремянок.
При сборке агрегатов в крупных ремонтных предприятиях широко распространены поточные методы сборки с применением тележечных конвейеров прерывного и непрерывного движения. Они представляют собой цепные конвейеры с прикрепленными к их тяговым цепям тележками (платформами), на которых устанавливают собираемые агрегаты. Конструкция тележек обеспечивает также поворот изделия в положение, удобное для сборки. Эти конвейеры в зависимости от конструкции и планировки сборочного отделения изготавливают вертикально или горизонтально замкнутыми. Достоинством вертикально замкнутых конвейеров является их компактность. Однако их применяют лишь на прямых сборочных линиях. Кроме того, из всей длины цепи конвейера для сборки используется только верхняя ее часть. Напротив, применение горизонтально замкнутых конвейеров допускает любую трассу движения и позволяет использовать всю длину цепи. Однако горизонтально замкнутые конвейеры требуют больших производственных площадей. В АРП большее распространение получили вертикально замкнутые конвейеры.
Основными элементами вертикально замкнутого конвейера для сборки коробок передач (рис. 2.18) являются основание 4, тележка 3, на которой устанавливается коробка передач, тяговая 2 и приводная 1 цепи, редуктор 5, электродвигатель 6 и клиноременная передача 7.
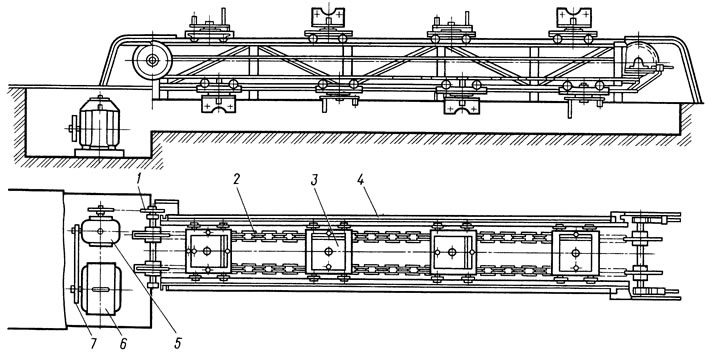
Рис. 2.18. Вертикально замкнутый конвейер для сборки коробок передач
Опыт ряда передовых ремонтных предприятий показал, что наиболее рациональной является сборка агрегатов на поточно-механизированных линиях с применением специализированного инструмента, конвейеров, подъемников, манипуляторов и т.п. Линия сборки двигателя ЯМЗ (рис. 2.19) оборудована эстакадой 7, по направляющим которой перемещаются тележки 2 с пневмоподъемниками 4 для тележек и кантователем 3.
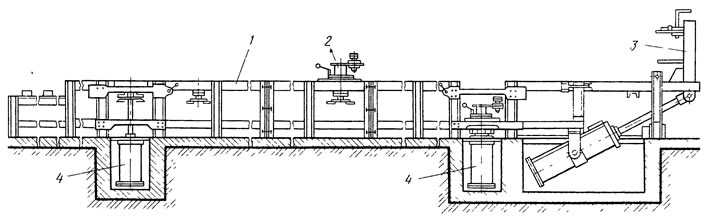
Рис. 2.19. Поточная линия сборки двигателей ЯМЗ
Технология сборки автомобилей, агрегатов и их узлов в АРП имеет много общего с технологией сборки в автомобилестроении, где уровень организации, механизации и автоматизации сборочных работ значительно выше. Поэтому целесообразно полнее использовать этот опыт.
Основным направлением в области совершенствования сборочных работ в авторемонтном производстве является создание поточных линий сборки, а также комплексная механизация основных и вспомогательных работ. Наибольший эффект при этом дает конвейерная поточная сборка. При этом методе сборки повышается производительность труда, улучшается качество продукции, сокращается длительность производственного цикла и снижается себестоимость.
Технология сборки автомобилей в АРП имеет много общего с технологией сборки в автомобилестроении, где уровень организации, механизации и автоматизации по выполнению сборочных работ, значительно выше, поэтому целесообразно полнее использовать имеющийся там опыт.
Сборка двигателя
На предприятиях с небольшой производственной программой двигатели собирают на универсальных постах, оснащенных стендами. С увеличением мощности предприятия сборка агрегатов подразделяется на узловую и общую. Общая сборка при этом выполняется поточным методом на конвейере. Сборка сцеплений, компрессоров, масляных и водяных насосов, вентиляторов и другого навесного оборудования выполняется на универсальных постах. Непосредственно к поточной линии сборки примыкают посты подсборки блока цилиндров, шатунно-поршневой группы, сборки коленчатого вала с маховиком и сцеплением и их балансировки и др.
Перед сборкой все масляные каналы блока цилиндров двигателя и коленчатого вала промывают на специальных установках горячим моющим раствором (80...85°C) препарата МС-8 концентрацией 0,01 кг/м³. Блок цилиндров подают на сборку укомплектованным крышками коренных подшипников, запрессованными втулками распределительного вала, краниками системы охлаждения, заглушками масляной магистрали, с установленным на блок картером сцепления. При сборке на потоке блок цилиндров крепится к тележке сборочного конвейера.
Сборка начинается с установки в блок гильз, на которые предварительно надевают уплотнительные резиновые кольца. Гильзы запрессовывают с помощью соответствующих приспособлений. При установке гильз следует контролировать высоту их выступания над поверхностью блока. После установки гильз производят гидроиспытание блока цилиндров на специальном стенде под давлением 0,3 МПа.
Следующей операцией общей сборки двигателя является установка коленчатого вала в сборе с маховиком и сцеплением, шестерней распределения и упорными шайбами. Перед установкой коленчатого вала в блок снимают крышки коренных подшипников, устанавливают сальник в задний подшипник и закрепляют его штифтом, протирают салфеткой постели в блоке, крышках и шейки коленчатого вала, устанавливают вкладыши в постели, продувают сжатым воздухом масляные каналы в блоке и коленчатом вале и смазывают поверхности вкладышей чистым маслом. Болты крышек коренных подшипников затягивают динамометрическим ключом с моментом, указанным в технических условиях. Контролируют осевой люфт коленчатого вала, величина которого должна быть в заданных пределах. Регулируется осевой люфт коленчатого вала подбором задней упорной шайбы ремонтного размера.
Установка поршней с шатунами в гильзы предшествует подбор поршней по массе и размерным группам. Зазор с сопряжении поршень — гильза контролируют при помощи ленты-щупа, например, для двигателя ЗИЛ-130 толщиной 0,08 мм, шириной 13 мм, длиной 200 мм. Усилие протягивания при неподвижном поршне и правильном подборе пары должно составлять 35...45 Н.
После подбора на днищах поршней ставят клеймо, соответствующее номерам цилиндров. Затем палец подбирают к шатуну. Палец должен проходить через отверстие верхней головки шатуна под усилием большого пальца руки. В отверстие бобышек поршней, подогретых до температуры 55°C, палец должен входить свободно. Разность в массе узлов, входящих в комплект, не должна превышать значений, предусмотренных техническими условиями. Собирают поршни с шатунами с помощью специальных приспособлений.
Поршневые кольца подбирают и подгоняют к цилиндрам с обеспечением необходимых тепловых зазоров. Кольца надевают на поршень с помощью специального приспособления, обеспечивая при этом необходимый между ними торцевой зазор. При необходимости кольца подгоняют шлифованием их по стыкам и торцам. Замки колец разводят на угол 120°. Поршни с шатунами устанавливают по цилиндрам при вертикальном положении блока в очередности 1—5, 2—6, 3—7 и 4—8. Метки на днище должны быть направлены вперед. Гайки болтов шатунных подшипников окончательно затягиваются динамометрическим ключом с обеспечением необходимого крутящего момента и шплинтуются.
Затем устанавливают распределительный вал в сборе с шестерней. При этом необходимо обеспечить совпадение меток на шестернях распределения коленчатого и распределительного валов. На прилегающем к линии общей сборки рабочем месте собирается головка цилиндров. Клапанный механизм подбирают и собирают на головке цилиндров, размещенной на верстаке. Перед установкой головки цилиндров на блок кладут прокладку, устанавливают толкатели и штанги, которые соединяются с коромыслами, когда головка цилиндров опускается на шпильки. Болты гаек головок затягивают нормированным крутящим моментом в строгой последовательности на холодном двигателе. При сборе второй головки цилиндров все операции повторяют.
После установки на двигатель навесного оборудования производятся регулировочные работы, а затем он подается на обкатку и испытание.
Сборка коробки передач
Общей сборке коробки передач предшествуют операции предварительной сборки валов с шестернями, валов с подшипниками, механизма переключения, которые выполняются вне линии общей сборки на специально оборудованных рабочих местах. При общей сборке коробки передач необходимо обращать особое внимание на правильность монтажа подшипников, посадок в сопряжениях механизма для переключения передач, а также на соблюдение требований соответствия бокового зазора между зубьями шестерен и осевых зазоров блока шестерен промежуточного вала, шестерен ведомого вала и блокирующих колец синхронизаторов.
У собранной коробки передач ведущий вал должен свободно проворачиваться вручную при включении любой передачи. После сборки коробку передач подвергают испытаниям.
Сборка заднего моста
Общей сборке предшествует сборка узлов на рабочих постах, оборудованных в соответствии с характером выполняемых работ. При этом выполняют операции сборки: картера моста с трубами полуосей, сальниками и пробками; ведущей конической шестерни с картерами подшипников; дифференциалы с ведомой цилиндрической (конической) шестерней; ведомой конической шестерни с валом ведущей цилиндрической (конической) шестерни; редуктора; ступицы с тормозным барабаном и др.
Общая сборка задних мостов производится на стендах-параллелях или сборочных конвейерах. Характер работ при сборке заднего моста зависит от его конструкции. Общими для большинства задних мостов являются запрессовка внутренних колец подшипников с натягом, обеспечение при сборке ведущей конической шестерни свободного вращения хвостовика без осевого зазора за счет правильного подбора толщины прокладки, подбор прокладок, регулирующих зацепление ведомой и ведущей шестерен главной передачи с целью обеспечения необходимого бокового зазора между ними. Гайки подшипников окончательно затягивают динамометрическим ключом с целью контроля момента затяжки. Правильность зацепления зубьев определяют по пятну контакта.
Сборка карданной передачи
Детали карданной передачи перед сборкой должны быть промыты и обдуты сжатым воздухом, а игольчатые подшипники смазаны жидкой смазкой.
Собирают карданную передачу из предварительно собранных узлов — карданных валов и промежуточной опоры шарниров. При сборке карданных передач вилки карданных валов должны располагаться в одной плоскости, а масленки всех крестовин с одной стороны. Необходимо следить за правильной установкой уплотнений и резиновых чехлов. При сборке контролируют осевой люфт крестовин, легкость вращения подшипника опоры, перемещение скользящей вилки и суммарный окружной люфт карданных валов.
Собранные карданные валы подвергают балансировке.
Сборка рулевого управления с гидроусилителем
Собирают следующие узлы: рулевой механизм с гидроусилителем, насос гидроусилителя, карданный вал, рулевую колонку. При сборке рулевого управления и регулировке необходимо обеспечить проворачивание рулевого колеса. Для автомобиля ЗИЛ-130 момент проворачивания 0,3...0,8 Н·м. После регулировки гайку стопорят загнутым усиком стопорной шайбы. Особое внимание необходимо обращать на исправность уплотнительных устройств.
В окончательно собранном рулевом механизме все подвижные сопрягаемые детали должны работать без заедания и заклинивания при повороте вала рулевой сошки из одного крайнего положения в другое под действием крутящего момента не более 80 Н·м.
Одновременно со сборкой и регулировкой рулевого механизма собирают и проверяют на специальном стенде насос гидроусилителя. Он должен развивать давление 6,5...7,0 МПа при прогретом до температуры 65...75°C масле.
На крупных ремонтных предприятиях широко применяют различные средства механизации трудоемких сборочных работ: многошпиндельные гайковерты и механизированные стенды, оборудованные силовыми головками, а также специализированные приспособления и установки, обеспечивающие повышение производительности и качество выполняемых работ. Сборку агрегатов на крупных ремонтных предприятиях выполняют на поточно-механизированных линиях, включающих конвейеры прерывного и непрерывного движения, специализированный инструмент, подъемники, манипуляторы.
Высокой производительности при установке поршневых колец на поршень можно добиться, используя специальное приспособление (рис. 2.14, а).
Рис. 2.14. Приспособления для одновременной установки поршневых колец на поршень: а - пневматическое; б - ручное
Принцип его действия заключается в следующем. Подобранный комплект поршневых колец 2 вставляют в канавки 6 приспособления замками вниз. Затем, перемещая с помощью пневматического привода 1 коническую оправку 3, разводят замки колец и в таком положении зажимают их по торцам штангой 7, которую приводит в движение шток поршня пневматического цилиндра 8. После этого оправку удаляют из разжатых колец и на ее место по лотку 5 вводят поршень 4 до упора в коническую оправку. При переключении крана пневматического цилиндра 8 на атмосферу поршень под действием пружины 9 перемещает шток и штангу, которая освобождает кольца, и они попадают в соответствующие канавки поршня. Аналогично устроено приспособление, показанное на рис. 2.14, б. Оно снабжено ручным приводом 1 конической оправки 3 и педальным приводом 10 штанги 7 для зажатия колец по торцам.
При сборке узлов двигателя должное внимание необходимо уделять контрольным операциям. Так, на специальном приспособлении (рис. 2.15) проверяют перпендикулярность оси поршня к оси нижней головки шатуна после сборки шатунно-поршневого комплекта. Проверка этого параметра крайне важна, так как погрешности взаимного расположения деталей узла отрицательно влияют на качество ремонта двигателя. Шатун нижней головкой устанавливается на цангу 6, которая разжимается при помощи пневмоцилиндра 7. При этом поршень опирается на неподвижную 5 и подвижную 4 призмы. Последняя прижимается к поршню пружиной 3, и ее положение фиксируется индикатором 2. Проверка осуществляется по разности показаний индикатора при установке узла в двух положениях с поворотом на угол 180° относительно оси поршня. Собранные поршни с шатунами контролируются по массе. Разность узлов в пределах комплекта не должна превышать значений, указанных в технических условиях для данной модели Двигателя.
Рис. 2.15. Приспособление для контроля шатунно-поршневого комплекта в сборе
В крупных АРП при сборке (разборке) применяют специальные высокопроизводительные установки для одновременной выпрессовки (запрессовки) новых втулок распределительного вала из блока и направляющих втулок клапанов из головки цилиндров двигателя.
Для сборки коленчатого вала с маховиком применяют конструкцию стенда (рис. 2.16), позволяющую поворачивать коленчатый вал в удобное для работы положение и контролировать торцовое биение маховика.
Рис. 2.16. Стенд для сборки коленчатого вала с маховиком: 1 - рама; 2, 4 и 8 - съемные стойки; 3 - балка; 5 - ось; 6 и 7 - фиксаторы; 9 - индикатор
В авторемонтных предприятиях используют высокопроизводительные стенды для сборки головок цилиндров с клапанами, многоместный стенд для сборки дифференциала, оборудованный многошпиндельным гайковертом для одновременного завертывания болтов крепления чашек дифференциала при их сборке и двумя силовыми головками для напрессовки подшипников на опорные шейки коробки дифференциала.
Собирать и испытывать рессоры удобно на стенде (рис. 2.17). Это делают на подставках 3, установленных на столе 7. Для закрепления центрового болта рессору приживают при помощи прижима 9 гидравлической установки, состоящей из бака 72 для масла, насоса 7, гидравлического цилиндра 2, маслораздаточной коробки 77 и системы трубопроводов. Прижим перемещается в направляющих кронштейна 8, который крепится на столе. Положение штока 4 поршня гидроцилиндра, связанного с прижимом, фиксируют путем перекрытия маслораздаточной коробки. После постановки и закрепления центрового болта рессору освобождают, кладут ее боком, прижимают прижимом и ведут дальнейшую сборку.
Рис. 2.17. Стенд для сборки и испытания рессор
При испытании рессоры в ее ушко вставляют пальцы 10, Они при сжатии рессоры скользят в параллелях с бортиками, а ушки проходят в пазах стола стенда. Упругость рессоры контролируют по манометру 6, подсоединенному к маслораздаточной коробке, а стрелу прогиба измеряют по шкале 5.
Значительное повышение производительности труда и улучшение условий работы достигаются при использовании стендов для сборки передних и задних мостов с рессорами, оборудованными пневматическими приводами для сжатия рессор и выталкивания стремянок.
При сборке агрегатов в крупных ремонтных предприятиях широко распространены поточные методы сборки с применением тележечных конвейеров прерывного и непрерывного движения. Они представляют собой цепные конвейеры с прикрепленными к их тяговым цепям тележками (платформами), на которых устанавливают собираемые агрегаты. Конструкция тележек обеспечивает также поворот изделия в положение, удобное для сборки. Эти конвейеры в зависимости от конструкции и планировки сборочного отделения изготавливают вертикально или горизонтально замкнутыми. Достоинством вертикально замкнутых конвейеров является их компактность. Однако их применяют лишь на прямых сборочных линиях. Кроме того, из всей длины цепи конвейера для сборки используется только верхняя ее часть. Напротив, применение горизонтально замкнутых конвейеров допускает любую трассу движения и позволяет использовать всю длину цепи. Однако горизонтально замкнутые конвейеры требуют больших производственных площадей. В АРП большее распространение получили вертикально замкнутые конвейеры.
Основными элементами вертикально замкнутого конвейера для сборки коробок передач (рис. 2.18) являются основание 4, тележка 3, на которой устанавливается коробка передач, тяговая 2 и приводная 1 цепи, редуктор 5, электродвигатель 6 и клиноременная передача 7.
Рис. 2.18. Вертикально замкнутый конвейер для сборки коробок передач
Опыт ряда передовых ремонтных предприятий показал, что наиболее рациональной является сборка агрегатов на поточно-механизированных линиях с применением специализированного инструмента, конвейеров, подъемников, манипуляторов и т.п. Линия сборки двигателя ЯМЗ (рис. 2.19) оборудована эстакадой 7, по направляющим которой перемещаются тележки 2 с пневмоподъемниками 4 для тележек и кантователем 3.
Рис. 2.19. Поточная линия сборки двигателей ЯМЗ
Технология сборки автомобилей, агрегатов и их узлов в АРП имеет много общего с технологией сборки в автомобилестроении, где уровень организации, механизации и автоматизации сборочных работ значительно выше. Поэтому целесообразно полнее использовать этот опыт.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Способы мойки и очистки, применяемое оборудование (Основы ремонта автомобилей)
BMW снижает цены на кроссоверы российской сборки (Автомобильные новости)
Российское представительство BMW объявило цены на кроссовер X3… (Автомобильные новости)
Кроссовер BMW X3 получил новый двигатель и оборудование (Автомобильные новости)
В России стартовали продажи BMW X4 локальной сборки (Автомобильные новости)
Способы мойки и очистки, применяемое оборудование (Основы ремонта автомобилей)
BMW снижает цены на кроссоверы российской сборки (Автомобильные новости)
Российское представительство BMW объявило цены на кроссовер X3… (Автомобильные новости)
Кроссовер BMW X3 получил новый двигатель и оборудование (Автомобильные новости)
В России стартовали продажи BMW X4 локальной сборки (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот