
- Главная
- Автомобильные статьи
- Ремонт двигателей М52 и М52TU
- Седла клапанов двигателя
Седла клапанов двигателя
Седла клапанов выполнены из стали (см. рис. 3.8) и получены методом порошковой металлургии, замене не подлежат. При выявлении следов подгорания или износа, не поддающиеся удаления шлифованием, головка цилиндров заменяется целиком. При этом необходимо выдержать максимально допустимый размер. Если это размер буде превышен, то нарушается надежность компенсации зазоров при работе гидротолкателей/гидрокомпенсаторов.
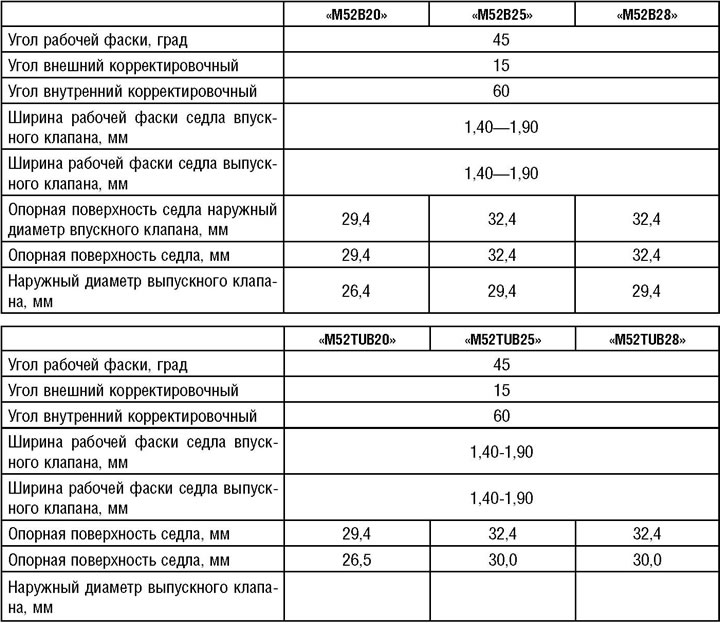
Седло клапана притираются при помощи приспособления «00.3.520» или «00.3.580» до получения надежного пятна клапана. Седла клапанов имеют дополнительное сужение и при притирке необходимо выдержать его угол (15°). После обработки опорной поверхности седла клапана наружный и внутренний диаметр следует притереть корректировочной фрезой для получения ширины (а) рабочей фаски седла клапана.
Технология выполнения притирки клапанов для всех двигателей идентична. Клапаны притирать только с использованием мелкозернистой шлифовальной пасты. Притирка клапанов осуществляется вращательным движением с частым отрывом клапана от седла и его поворот. Для удержания клапана рекомендуется приспособление с резиновой присоской. Следы шлифовальной пасты после притирки тщательно удалить. Лучшим контролем качества притирки клапанов является мокрый («керосиновый») способ.
Седло клапана притираются при помощи приспособления «00.3.520» или «00.3.580» до получения надежного пятна клапана. Седла клапанов имеют дополнительное сужение и при притирке необходимо выдержать его угол (15°). После обработки опорной поверхности седла клапана наружный и внутренний диаметр следует притереть корректировочной фрезой для получения ширины (а) рабочей фаски седла клапана.
Притирка седел клапанов
Технология выполнения притирки клапанов для всех двигателей идентична. Клапаны притирать только с использованием мелкозернистой шлифовальной пасты. Притирка клапанов осуществляется вращательным движением с частым отрывом клапана от седла и его поворот. Для удержания клапана рекомендуется приспособление с резиновой присоской. Следы шлифовальной пасты после притирки тщательно удалить. Лучшим контролем качества притирки клапанов является мокрый («керосиновый») способ.
Характеристика седел клапанов
Статья проверена: Ильинский Матвей
Поделитесь информацией:
Предыдущие статьи
Ремонт двигателей М52 и М52TU
Следующие статьи
Похожие статьи из соседних разделов:
Седла клапанов двигателя (Ремонт двигателей S38)
Седла клапанов двигателя (Ремонт двигателей М50)
Седла клапанов двигателя (Ремонт двигателей М54/М56 и S54)
Не утихают слухи насчёт двигателя самого мощного BMW X5 (Автомобильные новости)
Три модели BMW в России вызваны на замену двигателя (Автомобильные новости)
Седла клапанов двигателя (Ремонт двигателей S38)
Седла клапанов двигателя (Ремонт двигателей М50)
Седла клапанов двигателя (Ремонт двигателей М54/М56 и S54)
Не утихают слухи насчёт двигателя самого мощного BMW X5 (Автомобильные новости)
Три модели BMW в России вызваны на замену двигателя (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот