
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Контактная сварка разными способами
Контактная сварка разными способами
Сущность контактной сварки заключается в нагреве места соединения деталей до расплавления и пластической деформации их с целью получения неразъемного соединения. В зависимости от характера соединения различают различные виды контактной сварки.
Применяется при ремонте полуосей, карданных валов, хомутов рессор и других деталей. При стыковой сварке с непрерывным оплавлением соединяемые детали свариваются встык по всей плоскости их касания (рис. 3.25, а). Для этого свариваемые детали устанавливают в зажимах машины, прижимают небольшим усилием Р одну к другой и пропускают по ним электрический ток. В результате большого сопротивления, которое встречает проходящий через детали ток, происходит нагрев и оплавление деталей в местах их стыка. От оплавления к осадке переходят мгновенно. Осадка начинается при включенном токе и заканчивается при выключенном. Плотность тока составляет 10...50 А/мм².
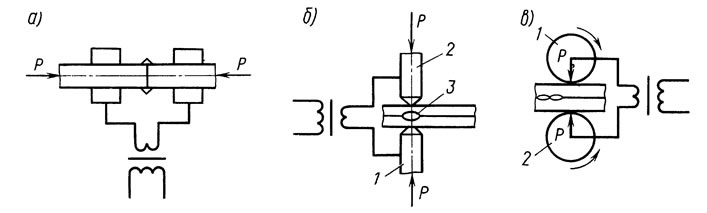
эис. 3.25. Схемы сварки: а - стыковой; б - точечной; в - шовной; 1 и 2 - электроды; 3 - сварная точка
Точечная сварка. Применяется для соединения деталей из тонколистового материала. Заготовки устанавливают и плотно прижимают между торцами медных электродов контактной машины (рис. 3.25, б). Затем через электроды и детали пропускают электрический ток большой силы. В месте контакта деталей из-за повышенного электрического сопротивления выделяется теплота, под действием которой центральная часть деталей нагревается до расплавления, образуя расплавленное ядро металла. Ток, выключается, и давлением электродов заготовки выдерживают до кристаллизации расплавленного металла в ядре сварной точки, обеспечивая прочное их соединение. Плотность тока составляет 120...360 А/мм², время сварки 0,2...1,5 с.
Также как и точечная сварка, этот вид сварки предназначен для соединения деталей из тонколистового материала. Заготовки устанавливают между вращающимися токоподводящими дисковыми электродами, на которые действует усилие механизма сжатия, в результате чего получают сплошной сварной шов (рис. 3.25, в). Шовную сварку применяют при необходимости получения сплошного шва, обеспечивающего плотность и герметичность соединения, например при ремонте кузовов, кабин, топливных баков.
Применяется при восстановлении посадочных мест под подшипники деталей классов ’’корпусные детали" и ’’прямые круглые стержни". Технологический процесс включает подготовку детали, разрезку ленты на заготовки, приварку ленты, механическую обработку приваренного слоя. При восстановлении поверхностей валов их подготовка заключается в очистке от масляных загрязнений, исправлении центров и центровых фасок, шлифовании изношенных поверхностей до диаметра менее номинального на (0,3±0,15) мм.
Исходя из назначения детали и твердости восстанавливаемой поверхности выбирают материал стальной ленты толщиной 0,3...0,5 мм и очищают ее от коррозии и масляных загрязнений. Ленты разрезают на заготовки шириной на 1...2 мм меньше ширины восстанавливаемой поверхности детали и длиной на 0,3...0,5 мм меньше длины ее окружности.
Для приварки ленты деталь устанавливают в центры станка (рис. 3.26), подводят заготовку ленты под контактный ролик установки и прихватывают ее к поверхности в нескольких точках короткими импульсами тока. Затем сварочная головка перемещается в начальное положение, устанавливаются режимы процесса, и лента приваривается короткими импульсами тока до 12 000 А в течение сотых долей секунды. В момент импульса максимального тока происходит точечная приварка ленты к поверхности детали. Скорость перемещения детали, продолжительность и чередование импульсов выбирают такими, чтобы происходило перекрытие каждой точки сварки не менее чем на 25% ее площади. Усилие прижатия контактного ролика 1,5...2,0 кН.
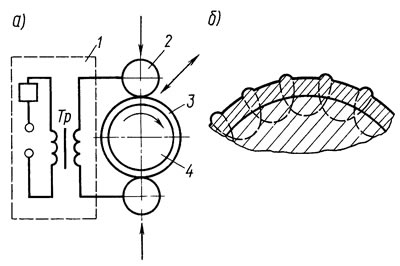
Рис. 3.26. Схема наварки ленты на деталь типа вал (а) и перекрытия импульсов при наварке (б): 1 - трансформатор; 2 - электрод; 3 - лента; 4 - деталь
В качестве основных материалов используются ленты из стали 20,40,45, 55, 40Х, 65Г, обеспечивающие твердость приваренного слоя 41...66 HRC₃. Для повышения твердости и износостойкости приваренной ленты зону сварки охлаждают водой.
Электроконтактную приварку металлической ленты осуществляют на установках 011-1-02 "Ремдеталь", 011-1-10 "Ремдеталь" и др.
По сравнению с электродуговыми способами наплавки, этот способ позволяет повысить производительность труда в 3...4 раза, уменьшить расход наращиваемого металла в 3 раза. Недостатками этого способа являются ограниченная толщина наносимого слоя и сложное устройство установки.
Применяется для восстановления фаски клапана двигателя, отверстия гильзы цилиндров, шеек коленчатого вала, шеек валов и отверстий деталей. К поверхности детали, установленной в центрах станка и являющейся одним из электродов электрической цепи переменного тока, прижимают с усилием 0,75...1,2 кН медный ролик-электрод (рис. 3.27). В зону их контакта из бункера подается порошковый материал. При прокатывании детали и ролика между ними пропускают короткими импусами ток до 30 000 А при напряжении 6...12 В. Раскаленные частицы порошка спекаются между собой и с поверхностью детали. Толщина напекаемого слоя зависит от выбранного угла захвата порошка роликом, который определяется соотношением размеров поверхности детали и ролика. Скорость напекания составляет 0,17...0,37 м/мин.
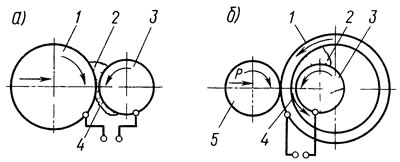
Рис. 3.27. Схемы электроимпульсного припекания порошков на наружную (а) и внутреннюю (б) поверхности детали: 1 - контактный ролик (электрод); 2 - металлический порошок; 3 - деталь; 4 - припеченный слой; 5 - нажимной ролик
В качестве основных материалов используются порошковые сплавы ПХ20Н80, СНГП, ПГ-ХН80СР и др.
Для восстановления фасок клапанов применяется установка 01.05-006 "Ремдеталь", для восстановления шеек коленчатого вала 3M3-53 — станок ОКС-22041.
Преимущества данного процесса — это высокая производительность, малая зона термического влияния (0,5...1,2 мм), высокая износостойкость напеченного слоя. К недостаткам относятся ограниченная толщина напекаемого слоя и сложность применяемого оборудования.
Применяется для восстановления деталей с изношенными шлицевыми и резьбовыми участками длиной более 40 мм (шлицевые концы полуосей, карданных валов, резьбовые хвостовики валов коробок передач и др.). Соединяемые стрежни 1 и 2 располагают соосно в зажимах машины и прижимают друг к другу с удельным давлением до 100 МН/м². Затем стержню 2 придают вращение со скоростью до 3000 мин⁻¹ (рис. 3.28). В результате трения торцовые поверхности стержней нагреваются до сварочной температуры в течение нескольких секунд. При достижении этой температуры вращение стержня прекращают, и за счет давления происходит образование сварного соединения.
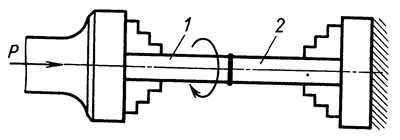
Рис. 3.28. Схема сварки трением
Для сварки трением используются машины МСТ-35 и МСТ-41 со сменной оснасткой для ремонта конкретных деталей.
Достоинствами процесса являются высокая производительность, экономичность и возможность автоматизации.
Применяется для обеспечения надежного соединения разнородных металлов. Например, при изготовлении режущего инструмента — сварка металлокерамических пластинок с державками из обычных сталей и др.
Детали 3 с тщательно очищенными поверхностями помещают в вакуумную камеру 4, создают в ней разрежение и нагревают детали (рис. 3.29). С помощью гидравлической системы 2 детали сваривают. Вначале образуется физический контакт между поверхностями, и они очищаются от окисных пленок и загрязнений, а затем образуются химические связи по всей площади соединения. И на последнем этапе сварки происходят объемное диффузионное взаимодействие и образование переходной зоны. После сварки детали охлаждают в вакуумной камере и при температуре 100—400°C снимают нагрузку.
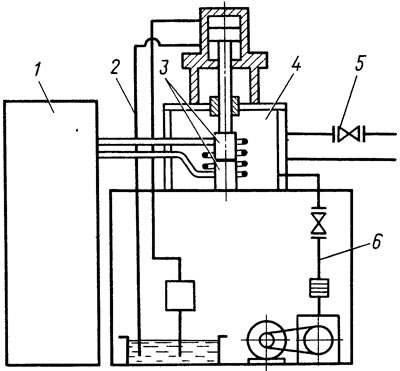
Рис. 3.29. Схема установки для диффузионной сварки: 1 - высокочастотный генератор; 2 - гидравлическая система; 3 - свариваемые детали; 4 - вакуумная камера; 5 - водяной вентиль; 6 - вакуумный насос
Основными параметрами сварки являются температура, давление, вакуум и время выдержки (сварки). Соединение между собой частей деталей происходит при температуре, равной 60...80% абсолютной температуры плавления, и сжимающем давлении до 10...20 МН/м², при остаточном давлении воздуха в камере 0,12...0,15 Н/м². Выдержка под давлением продолжается в течение 6...18 мин.
В качестве оборудования применяют сварочные диффузионные вакуумные установки СДВУ-12, СДВУ-15-2 и др.
Достоинствами сварки является получение высококачественных соединений различных металлов и сплавов с высокой размерной точностью. Не требуется дорогостоящих флюсов, припоев, электродов, защитных газов, последующей механической и термической обработки.
Стыковая сварка
Применяется при ремонте полуосей, карданных валов, хомутов рессор и других деталей. При стыковой сварке с непрерывным оплавлением соединяемые детали свариваются встык по всей плоскости их касания (рис. 3.25, а). Для этого свариваемые детали устанавливают в зажимах машины, прижимают небольшим усилием Р одну к другой и пропускают по ним электрический ток. В результате большого сопротивления, которое встречает проходящий через детали ток, происходит нагрев и оплавление деталей в местах их стыка. От оплавления к осадке переходят мгновенно. Осадка начинается при включенном токе и заканчивается при выключенном. Плотность тока составляет 10...50 А/мм².
эис. 3.25. Схемы сварки: а - стыковой; б - точечной; в - шовной; 1 и 2 - электроды; 3 - сварная точка
Точечная сварка. Применяется для соединения деталей из тонколистового материала. Заготовки устанавливают и плотно прижимают между торцами медных электродов контактной машины (рис. 3.25, б). Затем через электроды и детали пропускают электрический ток большой силы. В месте контакта деталей из-за повышенного электрического сопротивления выделяется теплота, под действием которой центральная часть деталей нагревается до расплавления, образуя расплавленное ядро металла. Ток, выключается, и давлением электродов заготовки выдерживают до кристаллизации расплавленного металла в ядре сварной точки, обеспечивая прочное их соединение. Плотность тока составляет 120...360 А/мм², время сварки 0,2...1,5 с.
Шовная сварка
Также как и точечная сварка, этот вид сварки предназначен для соединения деталей из тонколистового материала. Заготовки устанавливают между вращающимися токоподводящими дисковыми электродами, на которые действует усилие механизма сжатия, в результате чего получают сплошной сварной шов (рис. 3.25, в). Шовную сварку применяют при необходимости получения сплошного шва, обеспечивающего плотность и герметичность соединения, например при ремонте кузовов, кабин, топливных баков.
Электроконтактная приварка металлической ленты
Применяется при восстановлении посадочных мест под подшипники деталей классов ’’корпусные детали" и ’’прямые круглые стержни". Технологический процесс включает подготовку детали, разрезку ленты на заготовки, приварку ленты, механическую обработку приваренного слоя. При восстановлении поверхностей валов их подготовка заключается в очистке от масляных загрязнений, исправлении центров и центровых фасок, шлифовании изношенных поверхностей до диаметра менее номинального на (0,3±0,15) мм.
Исходя из назначения детали и твердости восстанавливаемой поверхности выбирают материал стальной ленты толщиной 0,3...0,5 мм и очищают ее от коррозии и масляных загрязнений. Ленты разрезают на заготовки шириной на 1...2 мм меньше ширины восстанавливаемой поверхности детали и длиной на 0,3...0,5 мм меньше длины ее окружности.
Для приварки ленты деталь устанавливают в центры станка (рис. 3.26), подводят заготовку ленты под контактный ролик установки и прихватывают ее к поверхности в нескольких точках короткими импульсами тока. Затем сварочная головка перемещается в начальное положение, устанавливаются режимы процесса, и лента приваривается короткими импульсами тока до 12 000 А в течение сотых долей секунды. В момент импульса максимального тока происходит точечная приварка ленты к поверхности детали. Скорость перемещения детали, продолжительность и чередование импульсов выбирают такими, чтобы происходило перекрытие каждой точки сварки не менее чем на 25% ее площади. Усилие прижатия контактного ролика 1,5...2,0 кН.
Рис. 3.26. Схема наварки ленты на деталь типа вал (а) и перекрытия импульсов при наварке (б): 1 - трансформатор; 2 - электрод; 3 - лента; 4 - деталь
В качестве основных материалов используются ленты из стали 20,40,45, 55, 40Х, 65Г, обеспечивающие твердость приваренного слоя 41...66 HRC₃. Для повышения твердости и износостойкости приваренной ленты зону сварки охлаждают водой.
Электроконтактную приварку металлической ленты осуществляют на установках 011-1-02 "Ремдеталь", 011-1-10 "Ремдеталь" и др.
По сравнению с электродуговыми способами наплавки, этот способ позволяет повысить производительность труда в 3...4 раза, уменьшить расход наращиваемого металла в 3 раза. Недостатками этого способа являются ограниченная толщина наносимого слоя и сложное устройство установки.
Электроконтактное напекание металлических порошков
Применяется для восстановления фаски клапана двигателя, отверстия гильзы цилиндров, шеек коленчатого вала, шеек валов и отверстий деталей. К поверхности детали, установленной в центрах станка и являющейся одним из электродов электрической цепи переменного тока, прижимают с усилием 0,75...1,2 кН медный ролик-электрод (рис. 3.27). В зону их контакта из бункера подается порошковый материал. При прокатывании детали и ролика между ними пропускают короткими импусами ток до 30 000 А при напряжении 6...12 В. Раскаленные частицы порошка спекаются между собой и с поверхностью детали. Толщина напекаемого слоя зависит от выбранного угла захвата порошка роликом, который определяется соотношением размеров поверхности детали и ролика. Скорость напекания составляет 0,17...0,37 м/мин.
Рис. 3.27. Схемы электроимпульсного припекания порошков на наружную (а) и внутреннюю (б) поверхности детали: 1 - контактный ролик (электрод); 2 - металлический порошок; 3 - деталь; 4 - припеченный слой; 5 - нажимной ролик
В качестве основных материалов используются порошковые сплавы ПХ20Н80, СНГП, ПГ-ХН80СР и др.
Для восстановления фасок клапанов применяется установка 01.05-006 "Ремдеталь", для восстановления шеек коленчатого вала 3M3-53 — станок ОКС-22041.
Преимущества данного процесса — это высокая производительность, малая зона термического влияния (0,5...1,2 мм), высокая износостойкость напеченного слоя. К недостаткам относятся ограниченная толщина напекаемого слоя и сложность применяемого оборудования.
Сварка трением
Применяется для восстановления деталей с изношенными шлицевыми и резьбовыми участками длиной более 40 мм (шлицевые концы полуосей, карданных валов, резьбовые хвостовики валов коробок передач и др.). Соединяемые стрежни 1 и 2 располагают соосно в зажимах машины и прижимают друг к другу с удельным давлением до 100 МН/м². Затем стержню 2 придают вращение со скоростью до 3000 мин⁻¹ (рис. 3.28). В результате трения торцовые поверхности стержней нагреваются до сварочной температуры в течение нескольких секунд. При достижении этой температуры вращение стержня прекращают, и за счет давления происходит образование сварного соединения.
Рис. 3.28. Схема сварки трением
Для сварки трением используются машины МСТ-35 и МСТ-41 со сменной оснасткой для ремонта конкретных деталей.
Достоинствами процесса являются высокая производительность, экономичность и возможность автоматизации.
Диффузионная сварка
Применяется для обеспечения надежного соединения разнородных металлов. Например, при изготовлении режущего инструмента — сварка металлокерамических пластинок с державками из обычных сталей и др.
Детали 3 с тщательно очищенными поверхностями помещают в вакуумную камеру 4, создают в ней разрежение и нагревают детали (рис. 3.29). С помощью гидравлической системы 2 детали сваривают. Вначале образуется физический контакт между поверхностями, и они очищаются от окисных пленок и загрязнений, а затем образуются химические связи по всей площади соединения. И на последнем этапе сварки происходят объемное диффузионное взаимодействие и образование переходной зоны. После сварки детали охлаждают в вакуумной камере и при температуре 100—400°C снимают нагрузку.
Рис. 3.29. Схема установки для диффузионной сварки: 1 - высокочастотный генератор; 2 - гидравлическая система; 3 - свариваемые детали; 4 - вакуумная камера; 5 - водяной вентиль; 6 - вакуумный насос
Основными параметрами сварки являются температура, давление, вакуум и время выдержки (сварки). Соединение между собой частей деталей происходит при температуре, равной 60...80% абсолютной температуры плавления, и сжимающем давлении до 10...20 МН/м², при остаточном давлении воздуха в камере 0,12...0,15 Н/м². Выдержка под давлением продолжается в течение 6...18 мин.
В качестве оборудования применяют сварочные диффузионные вакуумные установки СДВУ-12, СДВУ-15-2 и др.
Достоинствами сварки является получение высококачественных соединений различных металлов и сплавов с высокой размерной точностью. Не требуется дорогостоящих флюсов, припоев, электродов, защитных газов, последующей механической и термической обработки.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Дефектная сварка привела к отзыву кроссоверов BMW X5, X6 и X7 (Автомобильные новости)
Дефектная сварка привела к отзыву кроссоверов BMW X5, X6 и X7 (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот