
Осадкой восстанавливают изношенные по наружному диаметру сплошные и полые детали и изношенные отверстия полых деталей за счет уменьшения их длины (рис. 3.5, а). При этом направление действующей силы Р не совпадает с направлением требуемой деформации б. Осадку применяет при восстановлении шлицевых концов полуосей, толкателей клапанов, втулок из цветных металлов и других деталей.
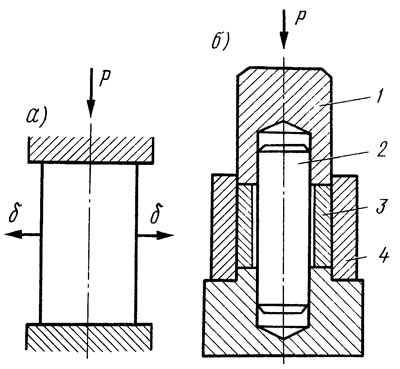
Рис. 3.5. Осадка: а - схема обработки; б - приспособление для осадки втулок; 1 - пуансон; 2 и 4 - оправки; 3 - восстанавливаемая деталь
Втулки из цветных металлов восстанавливают в холодном состоянии в специальных приспособлениях (рис. 5.5, б). Для сохранения во втулках выточек, канавок, отверстий в них устанавливают вставки соответствующих форм и размеров. В изношенную втулку 3 вставляют специальный палец, диаметр которого на 0,2 мм меньше диаметра окончательно обработанного отверстия. Давлением пресса втулка осаживается, заполняя весь зазор между пальцем и изношенной поверхностью. Затем производят механическую обработку отверстия втулки под требуемый размер. Уменьшение высоты втулок, воспринимающих большие > дельные нагрузки, допускается не более чем на 8%, а для втулок менее нагруженных — не более чем на 15%.
Раздачей восстанавливают наружные поверхности полых деталей за счет направленного перемещения металла от отверстия к периферии. Направление действующей силы совпадает с направлением деформации (рис. 3.6, а). Раздачей обрабатывают поршневые пальцы, шипы крестовины кардана, посадочные поверхности чашек коробки дифференциала, наружные цилиндрические поверхности под подшипники труб полуосей. Раздачу производят в холодном состоянии сферическими прошивками, шариками (рис. 3.6, б), пуансонами, вращающимися дорнами (рис. 3.6, в).
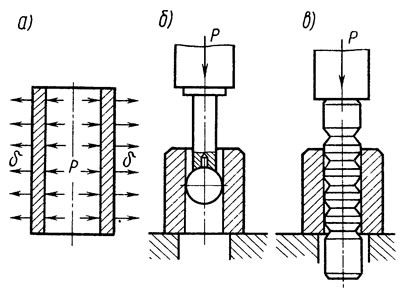
Рис. 3.6. Раздача: а - схема обработки; б - шариком; в - цилиндрической оправкой
При восстановлении поршневых пальцев двигателей КамАЗ предварительно осуществляют их отжиг и затем раздачу путем продавливания через отверстие шариком. Наружный диаметр пальцев при деформировании шариком диаметром 25,25 мм увеличивается на 0,05...0,07 мм, что с учетом припуска на механическую обработку достаточно для компенсации износа. Затем производятся термическая, механическая обработка и дефектоскопия.
Эффективным процессом восстановления поршневых пальцев является гидротермическая раздача. Сущность ее заключается в том, что поршневые пальцы нагревают токами высокой частоты до температуры 790...860°C, а затем, зажимая его по торцам, быстро охлаждают потоком воды, пропускаемой через внутреннюю полость пальца. При этом наружный диаметр пальца увеличивается до размера, достаточного для компенсации износа и создания припуска на шлифование.
Обжатием восстанавливают изношенные отверстия полых деталей за счет перемещения металла от периферии к центру. Направление действующей силы совпадает с направлением требуемой деформации (рис. 3.7, а). Обжатием восстанавливают втулки из цветных металлов, отверстия в рулевых сошках и рычагах поворотных цапф, внутренние зубья и шлицы во фланцах и муфтах, сепараторы роликовых подшипников и другие детали.
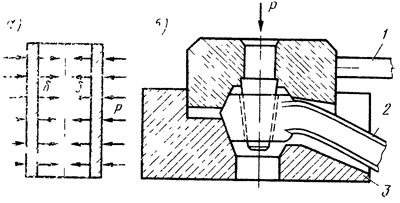
Рис. 3.7. Обжатие: а - схема обработки; б - приспособление для обжатия конусного отверстия рулевой сошки
При восстановлении конусного отверстия в бобышке рулевой сошки ее нагревают до температуры 900...950°C и помещают в нижнюю обжимку 3 специального приспособления (рис. 3.7, б). Верхняя обжимка 1 имеет конусный палец, который входит в отверстие бобышки рулевой сошки 2. Давлением пресса верхняя обжимка перемещается до упора в нижнюю обжимку 3. Бобышка рулевой сошки обжимается, заполняя весь зазор между пальцем и изношенным отверстием. После обжатия рулевую сошку подвергают термической обработке, зачищают торцы бобышки и развертывают конусное отверстие до необходимого размера.
Изношенные по внутреннему диаметру гильзы цилиндров восстанавливают до нормальных размеров термопластическим обжатием. Изношенную гильзу цилиндров 2 (рис. 3.8) устанавливают в матрицу 4 и с помощью индуктора 1 нагревают токами высокой частоты до температуры 840...880°C. При этом матрица интенсивно охлаждается с помощью спрейера 3 водой. Вследствие ограничения свободного расширения в гильзе цилиндров при ее нагреве и охлаждении растут температурные напряжения. При достижении определенной их величины в радиальном направлении начинают развиваться пластические деформации, которые увеличиваются с повышением температуры. При свободном остывании размеры гильзы цилиндров уменьшаются как в осевом, так и в радиальном направлениях. Уменьшение диаметра гильзы цилиндров зависит от толщины ее стенки, материала, температуры и скорости нагрева, интенсивности охлаждения и других факторов. Максимальная деформация в окружном направлении за один цикл составляет 0,75...1,0 мм.
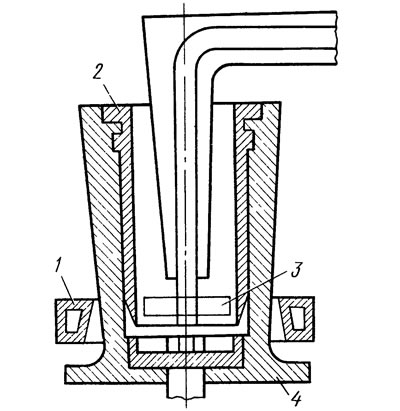
Рис. 3.8. Схема термопластического обжатия гильзы
Вдавливание применяется для увеличения размеров изношенных наружных поверхностей за счет перемещения металла из ограниченного участка ее нерабочей поверхности. Направление действующей силы не совпадает с направлением требуемой деформации (рис. 3.9, а). Вдавливанием восстанавливают зубья шестерен по толщине, шлицы на валах по толщине, сферическую поверхность шарового пальца, цилиндрический поясок и диаметр головки клапана, шатун, при уменьшении расстояния между осями верхней и нижней его головок и другие детали.
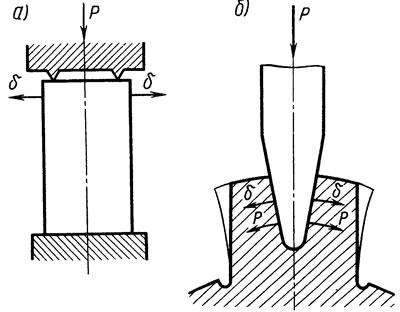
Рис. 3.9. Вдавливание: а - схема обработки; б - приспособление для восстановления шлицев
Изношенные шлицы восстанавливают по толщине на специальной установке путем проталкивания восстанавливаемого вала между роликами, свободно вращающимися на осях (рис. 3.9, б). Перед пластической деформацией шлицевую часть нагревают токами высокой частоты. Вдавливание роликов обеспечивает припуск в пределах 0,20...0,25 мм на сторону. Затем после наружного точения производят фрезерование шлицев на шлицефрезерном станке с последующей термической обработкой шлицевой части.
Вытяжкой увеличивают длину детали за счет местного сужения ее полеречного сечения на небольшом учалке. Направление действующей силы не совпадает с направлением требуемой деформации (рис. 3.10). Вытяжкой удлиняют стержни, тяги, штанги, шалуны.
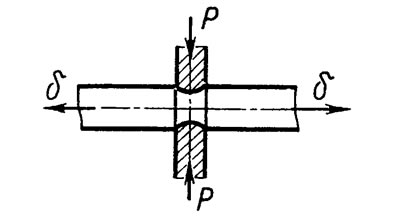
Рис. 3.10. Вытяжка
Для восстановления шатунов при уменьшении расстояния между осями верхней и нижней головок применяют специальные пневматические приспособления. Отверстием верхней головки шатун устанавливают на палец лриспособления, а в отверстие его нижней головки устанавливают фиксатор и крепят шатун. Затем токами высокой частоты нагревают шатун с коло нижней головки до температуры S00...1000°C. Включают подачу воздуха в пнеймоцилиндр, шток которого поворачивает закрепленное на оси корпуса коромысло и растягивает шатун до упора. В таком положении шатун охлаждают до температуры, не превышающей 400°C. Затем растянутые шатуны подвергают закалке и отпуску для получения однородной структуры металла и одинаковой твердости по всей длине.
Накатку применяют для увеличения наружных и уменьшения внутренних размеров деталей за счет вытеснения металла из восстанавливаемой изношенной поверхности (рис. 3.11). При накатке детали ее устанавливают в патроне или центрах токарного станка, а оправку с накаточным роликом или шариком на суппорте станка. Накаткой восстанавливают шейки валов под неподвижную посадку шариковых роликрвых) подшипников и др. Высота подъема металла на сторону не должна превышать 0,2 мм, а уменьшение опорной поверхности 50%. Твердость восстанавливаемых деталей не должна превышать 25...30 HRCЭ. При более высокой твердости деталь подвергают отпуску. Накатку производят роликом с шагом 1,5... 1,8 мм.
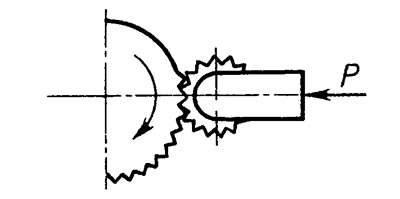
Рис. 3.11. Накатка
Правку применяют для устранения изгиба, скручивания и коробления, возникающих в процессе эксплуатации деталей. Правке подвергают коленчатые и распределительные валы, клапаны, шатуны, полуоси, балки передних осей, детали рамы, тяги и другие детали.
В авторемонтном производстве применяют правку статическим нагружением и наклепом. В зависимости от размера и конструкции детали правку производят в холодном состоянии и с нагревом. При холодной правке в деталях возникают внутренние напряжения, которые в процессе последующей работы детали могут суммироваться с внешними нагрузками, действующими на нее. Это может вызвать повторную деформацию детали. Кроме того, снижается усталостная прочность детали на 15...40% за счет образования в поверхностных слоях детали мест с растягивающими напряжениями.
Для повышения качества холодной правки деталей применяют различные приемы. Это выдержка под прессом в течение длительного времени или двойная правка, заключающаяся в первоначальном перегибе детали с последующей правкой в обратную сторону. Лучшие результаты дает стабилизация правки детали последующей термической обработкой. Для всех ответственных деталей, которые подвергались окончательной термической обработке при температуре выше 500°C. нагрев должен производиться до температуры 400...450°C с последующей выдержкой в течение 0,5...1,0 ч. Допускается также нагрев деталей до температуры 200...250°C с увеличением времени выдержки. При больших деформациях деталей из стали, а также при правке деталей из чугуна рекомендуется производить термообработку с подогревом до температуры 600...800°C.
Горячая правка производится при температуре 600...800°C для устранения больших деформаций детали. Если горячей правке подвергались термически обработанные детали, то после правки их необходимо вновь термически обработать.
При правке детали укладывают на призмы или подставки так, чтобы наибольший прогиб находился посредине и был обращен к штоку пресса (рис. 3.12). Детали сложной конфигурации правят в специальных приспособлениях.
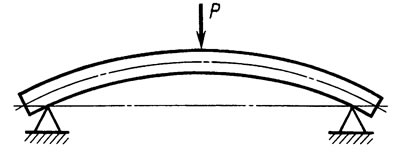
Рис. 3.12. Схема восстановления деталей правкой
Хорошие результаты дает правка коленчатых валов, листов рессор поверхностным наклепом. Правку производят пневматическим молотком с закругленным бойком для нанесения ударов на вогнутой стороне детали (рис. 3.13). В процессе наклепа поверхностные слои металла вытягиваются и вызывают обратный прогиб.
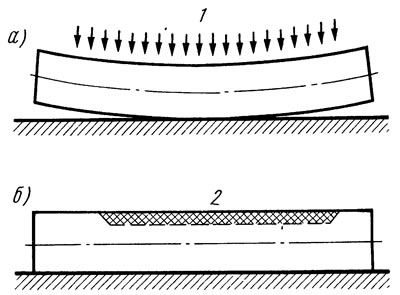
Рис. 3.13. Схема правки поверхностным наклепом: а - до наклепа; б - после наклепа; 1 - поверхностный наклеп; 2 - наклепанный слой
Для правки коленчатого вала наклепом его устанавливают в призмы приспособления и пневматическим молотком с угловым бойком наносят удары по соответствующей щеке коленчатого вала в зависимости от направления прогиба (рис. 3.14).
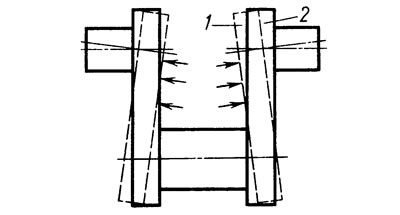
Рис. 3.14. Схема правки коленчатого вала наклепом: 1 - до правки; 2 - после правки
Правка наклепом по сравнению с правкой статическим нагружением имеет ряд достоинств: повышается производительность процесса, обеспечивается более высокая точность и не снижается усталостная прочность детали.
За время эксплуатации, а также при восстановлении деталей различными способами усталостная прочность и износостойкость деталей иногда снижаются. Для их повышения применяют различные способы поверхностно-пластического деформирования: упрочняющее обкатывание и раскатывание, алмазное выглаживание, калибрование отверстий, упрочняющую чеканку и обработку дробью.
Упрочняющее обкатывание и расшатывание является эффективным способом повышения качества поверхностного слоя, влияющего на долговечность деталей. Этот способ применяют для обработки наружных и внутренних поверхностей тел вращения, галтелей, плоскостей и различных фасонных поверхностей. В качестве инструмента применяют ролики или шарики, которые устанавливают в специальные приспособления с упругими элементами, создающими необходимое усилие при обработке детали. При обкатывании рекомендуется применять смазочно-охлаждающую жидкость — масло индустриальное 20. Точность обработки зависит от ее режимов, материала и формы детали, шероховатости поверхности, полученной на предыдущем переходе. Шероховатость поверхности Ra при исходных значениях 0,8...6,3 мкм достигает 0.2...0,8 мкм. Подача на один ролик рекомендуется 0,1...0,5 мм/об, на шарик — 0,01...0,05 мм/об.
Алмазное выглаживание поверхностей обеспечивает хорошие эксплуатационные качества детали: высокие износостойкость и усталостную прочность. В качестве инструмента применяется оправка с алмазным шариком, устанавливаемая в специальную державку с упругим элементом (рис. 3.15), создающим необходимые усилия при выглаживании поверхности детали. При выглаживании рекомендуется применять индустриальное масло 20. Радиус сферы рабочей части составляет 0,5...3,5 мм, что обеспечивает создание высоких контактных давлений при небольшом усилии. Шероховатость поверхности Ra может достигать 0,1...0,05 мкм, микротвердость увеличивается на 50...60%.
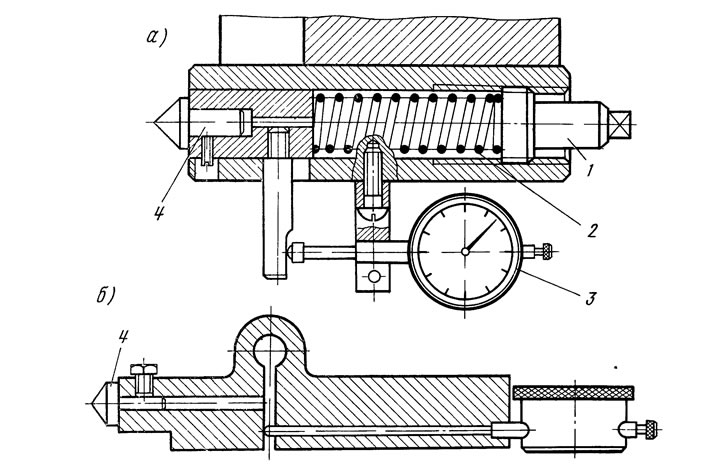
Рис. 3.15. Державки для алмазного выглаживания отверстий: с - с цилиндрической пружиной; б - с пружинящим корпусом; 1 - регулировочный винт; 2 - тарированная пружина; 3 - индикатор; 4 - наконечник с алмазом
Калибрование отверстий пластическим деформированием является чистовой операцией. Ее осуществляют с помощью деформирующего инструмента — шарика или оправки с деформирующими элементами (дорна), перемещаемых относительно поверхности отверстия с натягом. При калибровании отверстий обязательно применение смазывающе-охлаждающей жидкости. При обработке отверстий в толстостенных деталях и исходной шероховатости поверхности 6,3—1,6 мкм для стали получают Ra=0,8—1,0 мкм, для бронзы 0,4—0,1 мкм, для чугуна 1,6—0,4 мкм. Шероховатость поверхности в тонкостенных деталях получается значительно выше.
Упрочняющая чеканка осуществляется нанесением многочисленных ударов бойка пневмомолотка по поверхности детали до пластической деформации поверхностного слоя. Чеканка применяется для упрочнения галтелей детали и сварочных швов. Глубина наклепа достигает 3—35 мм, твердость поверхности повышается на 15—30%, шероховатость поверхности Ra=20—160 мкм.
Обработка дробью вызывает наклеп поверхностного слоя детали, позволяющий увеличить ее долговечность. Этой обработке подвергаются листы рессор, пружины, торсионы, сварные соединения и другие детали. При обработке дробью применяют механические или пневматические дробеметы. Для обработки стальных деталей используют чугунную или стальную дробь размером 0,4...2,0 мм. Глубина наклепа не превышает 1 мм. Шероховатость поверхности практически не уменьшается. Основным недостатком обработки дробью является опасность перенаклепа, ведущего к шелушению поверхности и отслаиванию металла.
Организация рабочих мест
Обработку деталей пластическим деформированием в холодном состоянии обычно выполняют на слесарномеханическом участке. Рабочее место включает гидравлический пресс, слесарный верстак, стеллажи или контейнеры для обрабатываемых деталей, стеллажи для приспособлений и инструмента. При восстановлении механических свойств деталей на рабочем месте устанавливают специальное оборудование.
Обработку деталей пластическим деформированием в горячем состоянии выполняют на тепловом участке. Основным оборудованием являются молот и нагревательная печь. Рабочее место также оборудуют стеллажами или контейнерами для обрабатываемых деталей, стеллажами для инструмента и приспособлений. Для охлаждения инструмента устанавливают бак с водой.
Оборудование размещают с учетом требований техники безопасности и обеспечения удобства работы при минимальных потерях времени рабочего на перемещения. Все оборудование, питаемое от сети переменного тока, должно быть надежно заземлено. На рабочих местах предусматривается местное освещение.
При работе на гидравлическом прессе необходимо следить за показаниями манометра, которые не должны превышать значений, указанных в карте технологического процесса. После упора пуансона в матрицу или верхней обжимки в нижнюю давление пресса должно быть немедленно снято.
При работе на молоте клещи для удержания обрабатываемых деталей должны быть изготовлены из мягкой стали, не поддающейся закалке. Если в процессе работы возможно образование искр, окалины или осколков, рабочий должен работать в очках с небьющимися стеклами.
У нагревательной печи во избежание ожогов работают только в рукавицах. Запрещается загружать печь мокрыми или влажными заготовками, так как возможен небольшой взрыв (хлопок) с выбросом пламени из печи. Нельзя выбрасывать из печи нагретую заготовку на пол — отлетающая при этом окалина может причинить тяжелые ожоги. Клещи, кочергу необходимо периодически охлаждать.
Дробеструйную обработку деталей проводят в специальных камерах, оборудованных вытяжной вентиляцией и устройством, исключающим возможность пуска дробемета при открытых загрузочных люках.