
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Нанесение полимеров для восстановления деталей
Нанесение полимеров для восстановления деталей
Для восстановления цилиндрических поверхностей деталей применяют порошкообразные полиамиды. Покрытия полиамидных (капроновых) порошков обладают высокой механической прочностью, хорошими антифрикционными свойствами и износостойкостью, низким коэффициентом трения. В распыленном состоянии порошки обладают высокой адгезией к металлу, стойки к воздействию органических кислот и масел. Наиболее широкое распространение получили следующие способы напыления: вихревой, вибрационный, газопламенный и напыление порошка на нагретую поверхность детали. Для напыления используют порошки, полученные механическим или химическим путем из гранул полиамидов.
Сущность его заключается в том, что предварительно обезжиренную и подогретую до температуры 280...300°C деталь помещают в специальную камеру, где пластмассовый порошок под действием сжатого газа находится во взвешенном состоянии, оседает на нагретую поверхность детали и расплавляется на ней. Камера 4 вихревого напыления разделена пористой перегородкой 5 на две части (рис. 3.45). В нижнюю часть камеры подается сжатый воздух или азот. Сверху на пористую перегородку насыпают порошок пластмассы. Сжатый газ, проходя с определенным давлением через пористую перегородку, взвихривает его в камере. Время выдержки детали в камере зависит от необходимой толщины покрытия. Вихревое напыление обеспечивает получение покрытия толщиной 0,1...0,5 мм.
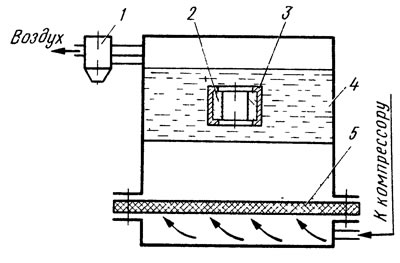
Рис. 3.45. Схема установки для вихревого напыления пластмассовых покрытий: 1 - уловитель порошка; 2 - напыляемая деталь; 3 - изоляция; 4 - камера; 5 - пористая перегородка
Сущность процесса заключается в том, что на помещенную в специальную камеру 2 обезжиренную и подогретую деталь 3 оседает пластмассовый порошок, который поддерживается во взвешенном состоянии с помощью электромагнитного вибратора 1 (рис. 3.46). Для поддержания порошка во взвешенном состоянии частота вибрации должна составлять 50...100 Гц. Вибрационное напыление обеспечивает получение толщины покрытия до 1 мм. Тонкостенные быстроохлаждающиеся детали после нанесения покрытия нагревают повторно до оплавления порошка покрытия.
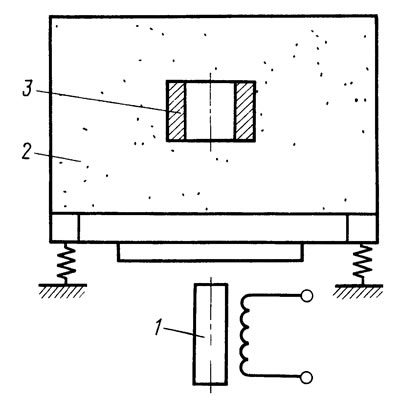
Рис. 3.46. Схема вибрационной установки для нанесения пластмассовых покрытий: 1 - электромагнитный вибратор; 2 - камера; 3 - напыляемая деталь
Для снятия внутренних напряжений покрытые полиамидами детали подвергают термической обработке путем их нагрева в масле до температуры 140...160°C в течение 15...60 мин. После охлаждения производят механическую обработку покрытия детали.
Порошковые пластмассы наносят также путем их напыления на предварительно подогретую поверхность детали. При этом деталь подогревают до температуры плавления пластмассы. Частицы порошка, попадая на нагретую поверхность детали, расплавляются и образуют покрытие.
Высокие технико-экономические показатели обеспечивают порошкообразные полиамиды, наносимые на поверхность напылением в электростатическом поле с помощью аппарата АЗП-1. Данный способ позволяет наносить слой до 2...3 мм.
Напылением порошковых полиамидов восстанавливают отверстия в корпусных деталях, шейки осей колодки тормоза и педали сцепления, шейки валика водяного насоса и поверхности других деталей.
Сущность процесса заключается в том, что пластмассовый порошок расплавляется в пламени специальной горелки и наносится струей сжатого воздуха в пластическом или жидкотекучем состоянии на поверхность детали. Этот способ широко применяется для выравнивания вмятин и устранения неровностей на металлических поверхностях кузовов, кабин и деталей оперения. При этом используется порошок ПФН-12 или ТПФ-37. Для его напыления используют установку УПН-4Л (рис. 3.47).
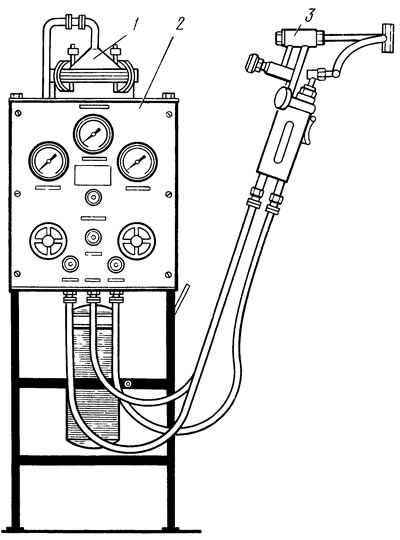
Рис. 3.47. Схема установки для нанесения пластмассы: 1 - бак с пластмассой; 2 - пульт управления; 3 - горелка
Вихревое напыление
Сущность его заключается в том, что предварительно обезжиренную и подогретую до температуры 280...300°C деталь помещают в специальную камеру, где пластмассовый порошок под действием сжатого газа находится во взвешенном состоянии, оседает на нагретую поверхность детали и расплавляется на ней. Камера 4 вихревого напыления разделена пористой перегородкой 5 на две части (рис. 3.45). В нижнюю часть камеры подается сжатый воздух или азот. Сверху на пористую перегородку насыпают порошок пластмассы. Сжатый газ, проходя с определенным давлением через пористую перегородку, взвихривает его в камере. Время выдержки детали в камере зависит от необходимой толщины покрытия. Вихревое напыление обеспечивает получение покрытия толщиной 0,1...0,5 мм.
Рис. 3.45. Схема установки для вихревого напыления пластмассовых покрытий: 1 - уловитель порошка; 2 - напыляемая деталь; 3 - изоляция; 4 - камера; 5 - пористая перегородка
Вибрационное напыление
Сущность процесса заключается в том, что на помещенную в специальную камеру 2 обезжиренную и подогретую деталь 3 оседает пластмассовый порошок, который поддерживается во взвешенном состоянии с помощью электромагнитного вибратора 1 (рис. 3.46). Для поддержания порошка во взвешенном состоянии частота вибрации должна составлять 50...100 Гц. Вибрационное напыление обеспечивает получение толщины покрытия до 1 мм. Тонкостенные быстроохлаждающиеся детали после нанесения покрытия нагревают повторно до оплавления порошка покрытия.
Рис. 3.46. Схема вибрационной установки для нанесения пластмассовых покрытий: 1 - электромагнитный вибратор; 2 - камера; 3 - напыляемая деталь
Для снятия внутренних напряжений покрытые полиамидами детали подвергают термической обработке путем их нагрева в масле до температуры 140...160°C в течение 15...60 мин. После охлаждения производят механическую обработку покрытия детали.
Порошковые пластмассы наносят также путем их напыления на предварительно подогретую поверхность детали. При этом деталь подогревают до температуры плавления пластмассы. Частицы порошка, попадая на нагретую поверхность детали, расплавляются и образуют покрытие.
Высокие технико-экономические показатели обеспечивают порошкообразные полиамиды, наносимые на поверхность напылением в электростатическом поле с помощью аппарата АЗП-1. Данный способ позволяет наносить слой до 2...3 мм.
Напылением порошковых полиамидов восстанавливают отверстия в корпусных деталях, шейки осей колодки тормоза и педали сцепления, шейки валика водяного насоса и поверхности других деталей.
Газопламенное напыление
Сущность процесса заключается в том, что пластмассовый порошок расплавляется в пламени специальной горелки и наносится струей сжатого воздуха в пластическом или жидкотекучем состоянии на поверхность детали. Этот способ широко применяется для выравнивания вмятин и устранения неровностей на металлических поверхностях кузовов, кабин и деталей оперения. При этом используется порошок ПФН-12 или ТПФ-37. Для его напыления используют установку УПН-4Л (рис. 3.47).
Рис. 3.47. Схема установки для нанесения пластмассы: 1 - бак с пластмассой; 2 - пульт управления; 3 - горелка
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Организационные формы восстановления деталей (Основы ремонта автомобилей)
Классификация и краткая характеристика способов восстановления деталей (Основы ремонта автомобилей)
Централизация восстановления деталей и узлов (Основы ремонта автомобилей)
Характеристика способов восстановления размеров, формы и механических… (Основы ремонта автомобилей)
Исходные данные и разработка технологического процесса восстановления… (Основы ремонта автомобилей)
Организационные формы восстановления деталей (Основы ремонта автомобилей)
Классификация и краткая характеристика способов восстановления деталей (Основы ремонта автомобилей)
Централизация восстановления деталей и узлов (Основы ремонта автомобилей)
Характеристика способов восстановления размеров, формы и механических… (Основы ремонта автомобилей)
Исходные данные и разработка технологического процесса восстановления… (Основы ремонта автомобилей)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот