
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Электролитическое натирание и химическое никелирование
Электролитическое натирание и химическое никелирование
Электролитическое натирание
Процесс является разновидностью электролитических покрытий вне ванн и не требует применения сложного оборудования и оснастки. Электролитическим натиранием восстанавливают цилиндрические поверхности деталей, имеющих небольшой износ. В зависимости от применяемого электролита на поверхность деталей наносят покрытия из цинка, железа, меди, хрома и других металлов.
Восстанавливаемую деталь, являющуюся катодом, устанавливают в патрон токарного станка или специального приспособления. Анодом является стержень из нержавеющей стали, покрытый адсорбирующим материалом (сукном, хлопчатобумажной тканью), образующим тампон. На тампон непрерывно подается электролит, поступающий из резервуара 1 (рис. 3.43). При включении тока в области контакта анода 2 и детали 3 происходит процесс электролиза, и на поверхности детали откладывается слой металла. Стекающий с детали электролит собирается в ванну для повторного использования.
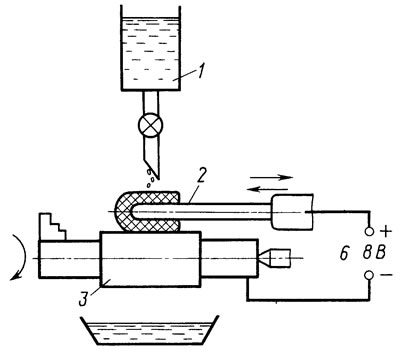
Рис. 3.43. Схема нанесения покрытий электролитическим натиранием
Электролитическое натирание цинком применяют при восстановлении посадочных отверстий в корпусных чугунных и стальных деталях. При натирании цинком в электролите, содержащем 600 г/л сернокислого цинка, 30 г/л борной кислоты, при скорости относительного перемещения электродов 10...12 м/мин и температуре 18...20°C плотность тока составляет 200...250 А/дм².
Электролитическое натирание железом применяют при восстановлении изношенных поверхностей деталей типа валов, подвергающихся и не подвергающихся термической обработке. При натирании железа в электролите, содержащем 600...700 г/л хлористого железа и 1,5...2,3 г/л соляной кислоты, при частоте вращения детали 4...6 мин⁻¹ и температуре 18...20°C плотность тока составляет 250...350 А/дм².
Основными преимуществами процесса электролитического натирания по сравнению с обработкой поверхности вне ванн являются: возможность применения больших плотностей тока, обеспечивающих высокую производительность процесса; простота применяемого оборудования; возможность нанесения покрытий на любые участки деталей всевозможных размеров и конфигурации.
Химическое никелирование
Сущность процесса заключается в получении никель-фосфорных покрытий контактным способом из специальных растворов без применения электроэнергии. Особенностью процесса является равномерное образование покрытия на деталях сложного профиля. Никель осаждается с одинаковой скоростью на любых участках изделия, если они соприкасаются с раствором и поверхность подготовлена соответствующим образом.
Наибольшей износостойкостью обладают покрытия, полученные в щелочном растворе, содержащем 45 г/л хлористого никеля, 50 г/л хлористого аммония, 20 г/л гипофосфата натрия, 45 г/л лимоннокислого натрия при температуре 80°C. Покрытие наносят в стальной эмалированной ванне. Для повышения твердости химических никелевых покрытий и их сцепления с деталью проводится термическая обработка в сушильном шкафу или электропечи. Стальные детали подвергают нагреву и выдержке при температуре 350...400°C в течение 1 ч с последующим охлаждением на воздухе.
Высокая твердость после термической обработки позволяет использовать химические никелевые покрытие в качестве износостойких при восстановлении деталей с износом до 0,05 мм.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот