
При заделке трещины в корпусных деталях засверливают ее концы сверлом диаметром 3...4 мм. Затем трещину расфасовывают шлифовальным кругом на гибком валу или при помощи зубила и молотка под углом 90...120° на глубину 0,7...0,8 толщины стенки. Вдоль расфасованной трещины по обе стороны на расстоянии 15...20 мм поверхность зачищают шлифовальным кругом или наждачной шкуркой. Подготовленную поверхность обезжиривают ацетоном или бензином Б-70 при помощи кисти с последующей выдержкой в течение 5 мин до полного испарения растворителя. В засверленные отверстия вставляют асбестовые пробки и утопляют их на 3/4 глубины. Приготовленную эпоксидную композицию при помощи шпателя наносят в подготовленный шов в два слоя. Вначале наносят тонкий слой, тщательно втирая его в материал шва. Второй слой наносят с таким расчетом, чтобы он заполнил всю трещину с перекрытием кромок на 10...15 мм при толщине слоя 2...3 мм. Для ускорения процесса сушки и получения высокого качества отвержденного состава деталь нагревают до температуры 60...70°C и выдерживают в течение 4...5 ч, если в качестве отвердителя использовался полиэтиленполиамин. При использовании малеинового ангидрида деталь нагревают до температуры 120... 150°C. Наплывы и потеки композиции удаляют шабером, напильником или шлифовальным кругом на гибком валу. Отремонтированные детали проверяют наружным осмотром или гидравлическим испытанием.
Тонкие трещины и небольшие раковины устраняют эпоксидной композицией, в которую входят только эпоксидная смола и отвердитель. Для повышения прочности и герметичности устраняемых трещин и пробоин применяют стеклоткани.
Пробоины в корпусной детали устраняют двумя способами: постановкой заплаты внахлестку и заподлицо (рис. 3.44). При наложении заплаты внахлестку по периферии пробоины сверлят отверстия диаметром 3,0...3,5 мм на расстоянии 20...30 мм одно от другого. Поверхность вокруг пробоины зачищают до металлического блеска и обезжиривают. На подготовленную поверхность наносят тонкий слой эпоксидной композиции и заполняют просверленные отверстия. Затем накладывают металлическую накладку 1 толщиной 0,5...0,8 мм или накладку из стеклоткани, чтобы она на 15...20 мм перекрывала края пробоины, нелегка прижимают или прикатывают ее. На поверхность накладки в зависимости от размеров пробоины поочередно наносят 3...5 слоев эпоксидной композиции и стеклоткани с прикаткой их роликом.
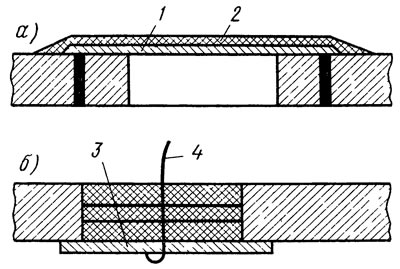
Рис. 3.44. Устранение пробоин постановкой заплат на эпоксидной композиции: а - внахлестку; б - заподлицо; 7 - металлическая накладка; 2 - клеевая заклепка; 3 - металлическая накладка; 4 - проволока
При наложении заплаты заподлицо с поверхностью детали применяют металлическую накладку 5, которую с помощью закрепленной на ней проволоки 4 прижимают к поверхности проушины. Затем поочередно накладывают слои эпоксидной композиции и стеклоткани. После отверждения композиции снимают металлическую пластину и отрезают концы проволоки.
Эпоксидные композиции применяют также для устранения неровностей на поверхности кузовов, кабин и деталей оперения. Дефектную поверхность начищают до металлического блеска, обезжиривают и наносят на нее шпателем эпоксидную композицию. После ее отверждения поверхность зачищают и получения требуемой формы. Нанесением эпоксидных композиций восстанавливают и изношенные посадочные поверхности под подшипники. Через 30 мин после нанесения эпоксидной композиции на подготовленную поверхность при помощи специальной оправки заданного размера протягиванием формируют размер отверстия. Оправку предварительно смазывают слоем масла.
Эпоксидную композицию наносят на восстанавливаемую поверхность детали на специальном верстаке с бортовым отсосом. Для ускорения процесса отверждения эпоксидной композиции детали нагревают в сушильном шкафу. После отверждения композиции восстанавливаемые поверхности обрабатывают на металлорежущих станках или слесарно-механическим инструментом. Герметичность отремонтированных блоков цилиндров и головок цилиндров проверяют на стендах для гидравлического испытания.