
Повышение производительности процесса и улучшение физико-механических свойств покрытия происходят при железнении в ультразвуковом поле. Применение ультразвука .при железнении в холодном хлористом электролите с плотностью тока до 100 А/дм² позволяет повысить скорость осаждения железа до 0,8...1,0 мм/ч и износостойкость осадков на 10...15 %.
Получение хорошего сцепления в хлористом электролите при пониженной температуре достигается за счет применения асимметричного переменного тока. Характеристикой режима железнения при этом служит отношение катодной плотности тока к анодной — β. Для получения качественного сцепления осадка с основным металлом устанавливают β=1,3 при плотности тока катодного полупериода 20 А/дм². После включения тока выдерживают этот режим в течение 20...30 с для получения сплошного слоя железа. В течение последующих 8...10 мин ступенчато доводят до β=6...9 и катодную плотность до 30 А/дм², что обеспечивает высокую скорость наращивания покрытия, его твердость и износостойкость. Асимметричный переменный ток рекомендуется применять при холодном железнении в начальной стадии нанесения покрытия для получения хорошей сцепляемости его с основным металлом. Основной слой покрытия целесообразно наращивать при постоянном токе.
Железнение в гальванических ваннах крупных деталей сложной конфигурации вызывает затруднения из-за необходимости изоляции значительного числа поверхностей и больших размеров ванн. В связи с этим получило распространение железнение вне ванн для восстановления посадочных мест под подшипники в картере коробки передач, в картере заднего моста, в корпусе водяного насоса и др.
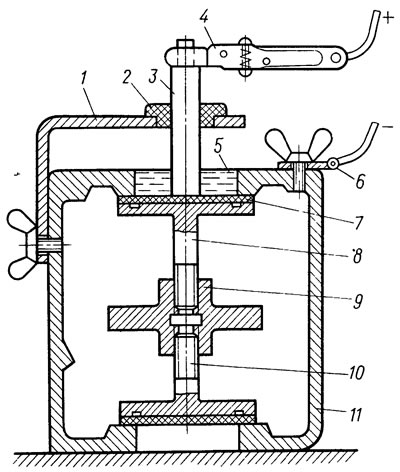
Рис. 3.42. Приспособление для железнения вне ванны:1 - угольник для центрирования и крепления анода; 2 - эбонитовая втулка; 3 - анод; 4 - быстросъемный зажим; 5 - электролит; 6 - катодный контакт; 7 - резиновая пластина; 8 - верхний прижиме левой резьбой; 9 - зажимная гайка; 10 - нижний прижим с правой резьбой; 11 - картер коробки передач
Восстанавливаемую поверхность зачищают наждачной шкуркой, обезжиривают растворителем, венской известью и промывают горячей и холодной водой. При помощи специального приспособления создается емкость для электролита, т. е. гальваническая ванночка (рис. 3.42). В центре ванночки устанавливается цилиндрический анод 3 из стали 10 или 20 диаметром, равным 1/3 диаметра восстанавливаемого отверстия. Проводят анодное травление поверхности отверстия в электролите 5, содержащем 450 г/л серной кислоты H₂SO₄ и 20...30 г/л сернокислого железа FeSO₄·7H₂O при плотности тока 20...25 А/дм² и температуре 20...25°C в течение 1...2 мин. Затем удаляют электролит резиновой грушей, промывают поверхность ванночки водой, меняют полярность и заливают электролит, содержащий 500...550 г/л хлористого железа FeCl₂·4Н₂О и 2...3 г/л соляной кислоты НСl. Железнение ведут при плотности тока 10... 15 А/дм². После железнения электролит удаляют, поверхность промывают горячей водой, приспособление снимают. Поверхность отверстия протирают тампоном, смоченным 10%-ным раствором каустической соды, промывают холодной водой, просушивают и контролируют качество покрытия.