
- нанесения слоя грунта для защиты металла от коррозии и улучшения сцепляемости покрытий с металлом;
- нанесения шпатлевки для выравнивания окрашиваемой поверхности изделия;
- шлифования для сглаживания шероховатостей и неровностей;
- нанесения слоя краски для выявления дефектов зашпатлеванной и зашлифованной поверхности;
- нанесения слоя эмали, краски, лаков в соответствии с техническими требованиями;
- полирования (при необходимости);
- сушки для затвердевания и обеспечения стойкости лакокрасочного покрытия.
При окраске меламиноалкидными эмалями МЛ-12, МЛ-197, МЛ-152 для деталей из черных металлов рекомендуется применять грунты № 138, ГФ-020, ФЛ-03-К, ФЛ-03-КК, ФЛ-093, ФЛ-013, ФЛ-015, ГФ-017, ГФ-032, шпатлевки — ПФ-00-2, МС-00-6, ГФ-018, № 175, 185, 178, 188, грунтош-патлевку ЭФ-083. Для деталей из алюминия и его сплавов используют грунты ФЛ-03-Ж, КФ-030, ГФ-031, АЛГ-14, ВЛ-02-ВЛ-08, шпатлевки ПФ-002, МС-00-6, ГФ-018, № 175, 185, 178, 188. При окраске нитроэмалями деталей из черных металлов используют грунты № 138, ГФ-020, ФЛ-03-К, ФЛ-03-КК, ФЛ-015, ГФ-032, шпатлевки ПФ-00-2, НЦ-00-8, № 175, 185, 178, 188. Для окраски деревянных и металлических платформ грузовых автомобилей рекомендуется использовать эмаль МЧ-145, для окраски рам автомобилей эмаль МЧ-123. Алкидно-стирольная эмаль МС-17 серого цвета рекомендуется для окраски двигателей, а эта же эмаль черного цвета — для окраски деталей и узлов шасси и других деталей автомобилей.
В зависимости от состояния наносимого материала и способа его подачи на окрашиваемую поверхность используют самые разнообразные методы окрашивания.
Пневматическое распыление, являющееся наиболее распространенным методом, используют без подогрева лакокрасочного материала (табл. 2.6), а также с нагревом. В последнем случае уменьшается расход растворителей, снижается число наносимых слоев, так как при этом возможная толщина слоя краски больше, чем без подогрева, увеличивается производительность. Для распыления используют пульверизаторы и краскораспылители (рис. 2.29).
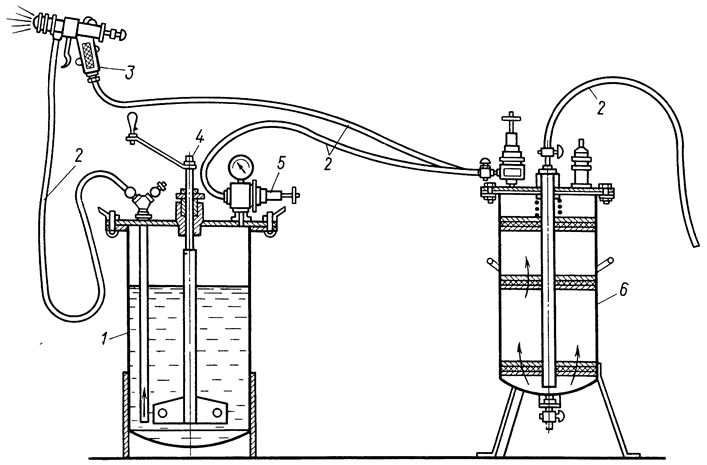
Рис. 2.29. Схема пневматической краскораспылительной установки: 1 - бак с краской; 2 - шланги; 3 - краскораспылитель; 4 - мешалка; 5 - регулятор давления; 6 - масловлагоотделитель
Таблица 2.6. Основные технологические параметры нанесения лакокрасочных материалов пневматическим распылением (без подогрева)
| Эмали | Рабочая вязкость по ВЗ-4 при температуре 18...23°C, с | Примерная толщина одного слоя, мкм | Растворитель |
| Меламиноалидные | 50...70 | 20...30 | Ксилол, сольвент, растворитель № 646, Р-197, № 2 |
| Нитроэмали | 20...28 | 10...20 | Растворитель № 647, 648, 646, разбавитель РДВ |
| Глифталевые | 25...32 | 20...30 | Смесь уайт-спирита с сольвентом, или скипидаром, или ксилолом в соотношении 1:1 |
| Пентафталевые | 35...40 | 20...30 | То же |
При безвоздушном распылении лакокрасочный материал под давлением 4...6 МПа и температуре 45...100°C подается к соплу, при выходе из которого происходит резкий перепад давления. В результате этого объем намного увеличивается, происходит дробление частиц краски, быстролетучая часть растворителя мгновенно испаряется. Факел распыляемой краски становится защищенным оболочкой паров распылителя, вследствие чего значительно (до 25%) снижаются потери краски на туманообразование.
Основные данные безвоздушного нанесения лакокрасочных покрытий приведены в табл. 2.7. Безвоздушное распыление, как и пневматическое, осуществляется как без подогрева, так и с подогревом красок.
Таблица 2.7. Основные технологические параметры безвоздушного нанесения покрытий
| Лакокрасочный материал | Растворитель | Температура, °C | Расстояние от сопла до детали (при ширине отпечатка факела 280 мм), мм | Толщина однослойного покрытия, мкм |
| Грунт ГФ-020 | Смесь уайт-спирита с ксилолом 1:1 | 90...100 | 450 | 25...30 |
| ФК-ОЗК | То же | 100 | 450 | 20...35 |
| ВЛ-02 | 45...50 | 450 | 6...8 | |
| Эмаль | ||||
| - меламино-алкидная | Смесь ксилола с бутилацетатом (4...5%) | 90...100 | 400 | 40...45 |
| - нитроэмаль | Растворитель 646 | 76...80 | 400 | 30...35 |
Для безвоздушного нанесения лакокрасочных материалов используют установки марок УБР-2, УБР-3 и УБР-150П.
Окунание и облив как методы нанесения лакокрасочных покрытий используют главным образом для грунтовочных и однослойных покрытий. Недостатком этих методов является неравномерность покрытия по высоте изделия, большие потери лакокрасочных материалов, невозможность многоцветной окраски одного изделия.
Окраска в электростатическом поле является одним из наиболее экономичных методов окрашивания. Сущность его заключается в том, что при создании электрического поля высокого напряжения частицы краски приобретают заряд и осаждаются на окрашиваемой поверхности детали, имеющей противоположный заряд. Наносить покрытия в электростатическом поле можно в стационарных камерах или при помощи передвижных ручных установок типов УЭРЦ-1, УЭРЦ-4.
Шпатлевка может наноситься вручную шпателем, пневматическим распылением и распылением в электростатическом поле (табл. 2.8).
Таблица 2.8. Технологические режимы нанесения шпатлевки
| Вид шпатлевки | Способ нанесения | Рабочая вязкость по ВЗ-4 при 18...20°C, с | Толщина 1-го слоя, мкм | Толщина всех слоев, мкм |
| Алкидностирольная типа М2-00-6 | Вручную шпателем, пневматическим распылением | Не регламентируется | 100 | 500 |
| Нитроцеллюлозная типов НЦ-00-7, НЦ-00-8, НЦ-00-9 | То же | 50...70 | 100 | 500 |
| Глифталевая, пентафталевая и масляная типов КФ-00-2, ПФ-00-2 и т.п. | 50...90 | 500 | 2000 | |
| Эпоксидная типов Э4020, Э4022 и т.п. | Вручную шпателем | 20...30 | Местами до 2000 | — |