
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Сущность процесса, способы и область применения напыления
Сущность процесса, способы и область применения напыления
Сущность процесса напыления состоит в том, что расплавленный тем или иным способом металл наносится струей сжатого воздуха или инертного газа с большой скоростью на специально подготовленную поверхность детали. Для восстановления изношенных поверхностей применяют напыление без последующего оплавления и напыление с одновременным или последующим оплавлением. Последующее оплавление осуществляется газовым пламенем, токами высокой частоты или плазменной струей.
В зависимости от вида тепловой энергии, используемой для расплавления металла, различают газоплазменное, плазменное, детонационное, электродуговое и высокочастотное напыление.
Сущность газоплазменного напыления заключается в расплавлении напыляемых материалов газовым пламенем и распылении их струей сжатого воздуха или газа. Проволока с постоянной скоростью подается роликами, которые приводятся в движение воздушной турбинкой, встроенной в аппарат. Проходя через червячный редуктор и попадая в зону пламени, проволока расплавляется. Металлические порошки поступают в горелку из бункера с помощью транспортирующего газа или под действием силы тяжести (рис. 3.33).
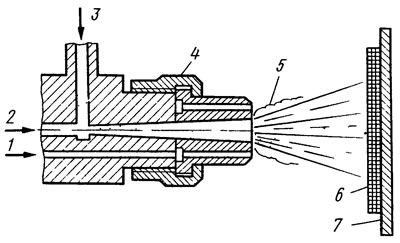
Рис. 3.33. Схема газоплазменного напыления: 1 - кислород и горючий газ; 2 - транспортирующий газ; 3 - напыляемый порошок; 4 - сопло; 5 - факел газового пламени; 6 - напыленное покрытие; 7 - напыляемая поверхность
Режим газоплазменного напыления следующий: скорость вращения детали 10...15 м/мин; расстояние напыления 100...150 мм; продольная подача аппарата 1,5...2,0 мм/об; давление сжатого воздуха 0,3...0,5 МПа. В качестве горючего газа применяют ацетилен, пропан-бутан, природный газ и др.
Газоплазменное напыление применяют для восстановления посадочных мест под подшипники на валах коробки передач, опорных шеек распределительного вала, постелей коренных подшипников в блоке цилиндров и др. Достоинствами газоплазменного напыления являются небольшое окисление металла, мелкое его распыление, достаточно высокая прочность покрытия. К недостаткам относится сравнительно невысокая производительность (2...4 кг/ч).
Сущность процесса заключается в расплавлении и нанесении напыляемых материалов на поверхность деталей с помощью плазменной струи (рис. 3.34). Для напыления используется плазменная дуга косвенного действия между охлаждаемыми вольфрамовым электродом (катодом) и медным соплом (анодом). Напыляемый порошок при помощи транспортирующего газа (азота) подается из порошкового питателя в плазменную струю. Попадая в плазменную струю, порошок расплавляется и приобретает скорость 150...200 м/с и выше.
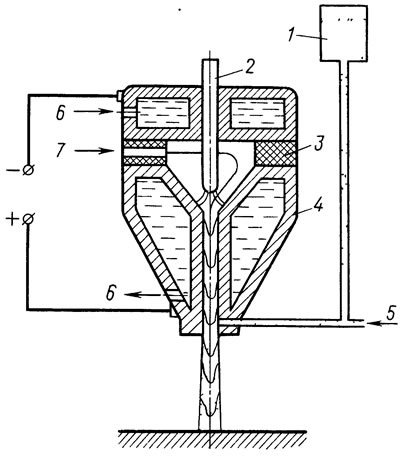
Рис. 3.34. Схема плазменного напыления: 1 - порошковый дозатор; 2 - катод; 3 - изоляционная прокладка; 4 - анод (сопло); 5 - транспортирующий газ; 6 - охлаждающая вода; 7 - плазмообразующий газ
Режим плазменного напыления зависит от напыляемого материала и рекомендуется следующий: сила тока 350...400 А; напряжение 60...70 В; расход плазмообразующего газа 30...35 л/мин; расход порошка 5...8 кг/ч; расстояние напыления 125...150 мм; продольная подача плазмотрона 0,3...0,5 м/мин. Способом плазменного напыления восстанавливают кулачки и опорные шейки распределительных валов, фаску тарелки и торец клапана, юбку толкателя, шейки поворотного кулака, отверстия под подшипники в картере коробки передач и редукторе заднего моста и др.
Достоинством плазменного напыления являются: высокая производительность (до 12 кг/ч); возможность нанесения покрытия из любых материалов толщиной 0,1...10 мм.
Сущность процесса заключается в расплавлении металла, его распылении и нанесении на поверхность детали за счет энергии взрыва смеси ацетилена и кислорода. Детонационная установка состоит из ствола диаметром 20...25 мм и длиной 1...2,5 м, блока подачи напыляемого порошка, блока подачи газовой смеси и блока поджига (рис. 3.35).
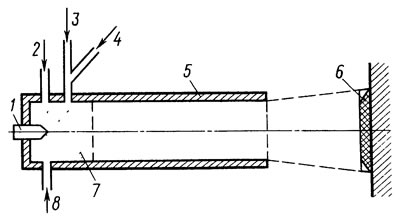
Рис. 3.35. Схема детонационного напыления: 1 - электрическая свеча; 2 и 8 - подача соответственно кислорода и ацетилена; 3 - сжатый азот; 4 - металлический порошок; 5 - ствол; 6 - напыленный металл; 7 - камера взрыва
В ствол аппарата для напыления, охлаждаемого водой, подается газовая смесь из ацетилена и кислорода в определенном процентном соотношении. Одновременно, с помощью струи азота или воздуха, подается заданная порция порошка с размером гранул 10...50 мкм. Газовая смесь поджигается электрической искрой. В результате воспламенения взрывается горючая смесь с выделением значительного количества теплоты и образованием детонационной волны, которая сообщает частицам напыляемого порошка высокую скорость до 400...1000 м/с. Частицы порошка ударяются о восстанавливаемую поверхность детали и расплющиваются, смачивая эту поверхность и тесно соприкасаясь со всеми ее неровностями. При этом обеспечивается высокая плотность детонационного покрытия, пористость покрытия составляет 0,5...1,5%.
При детонационном напылении можно получить покрытия значительной толщины, но наибольшей прочностью сцепления (130...140 МПа) обладают покрытия толщиной 0,2...0,4 мм. Процесс напыления повторяется с частотой 1...5 раз в секунду. Производительность напыления в зависимости от дозы порошка составляет до 60 см²/мин.
Электродуговое напыление. Сущность процесса заключается в расплавлении электрической дугой проволоки и нанесения ее частиц на поверхность детали с помощью сжатого воздуха. В корпус аппарата для электродугового напыления с одинаковой скоростью подаются две изолированные друг от друга и находящиеся под напряжением проволоки (рис. 3.36). При соприкосновении проволок в распылительной головке возникает электрическая дуга, под действием которой они плавятся. Струей воздуха давлением 0,4...0,6 МПа частицы расплавленного металла наносятся на подготовленную поверхность детали. Режим электродугового напыления следующий: скорость вращения детали 15...20 м/мин; расстояние напыления 75...100 мм; сила тока 120...180 А; напряжение 25...30 В.
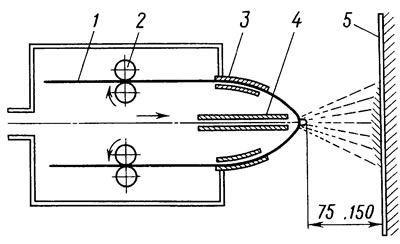
Рис. 3.36. Схема электродугового напыления: 1 - проволока; 2 - подающий механизм; 3 - направляющие наконечники; 4 - воздушное сопло; 5 - напыляемая поверхность
Электродуговое напыление применяется для восстановления изношенных поверхностей деталей цилиндрической и плоской формы из стали, чугуна и цветных металлов, работающих в условиях трения скольжения и неподвижных посадок, и для нанесения антикоррозионных покрытий.
Основными преимуществами являются простота применяемого оборудования, низкая удельная себестоимость. К недостаткам относятся выгорание легирующих элементов, повышенное окисление металла.
Сущность процесса заключается в использовании индукционного нагрева при плавлении проволоки и нанесении ее частиц на поверхность детали струей сжатого воздуха. При помощи подающего механизма проволока диаметром 4...5 мм непрерывно подается через канал направляющей втулки кольцевого индуктора в зону концентратора вихревых токов (рис. 3.37). Токи высокой частоты, индуктируемые в проволоке, оплавляют ее конец, а проходящая через воздушный канал струя воздуха распыляет расплавленный металл на мелкие частицы и наносит их на поверхность детали.
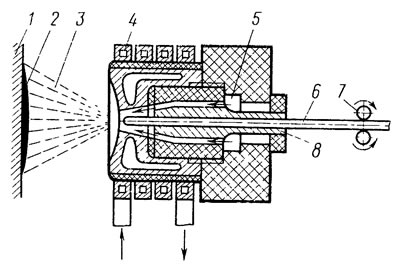
Рис. 3.37. Схема высокочастотного напыления: 1 - напыляемая поверхность; 2 - газометаллическая струя; 3 - концентратор тока; 4 - индуктор, охлаждаемый водой; 5 - воздушный канал; 6 - проволока; 7 - подающие ролики; 8 - направляющая втулка
По сравнению с электродуговым напылением, высокочастотное уменьшает выгорание легирующих элементов, имеет значительно более высокие физико-механические свойства покрытий, но его оборудование сложнее и имеет высокую стоимость.
В зависимости от вида тепловой энергии, используемой для расплавления металла, различают газоплазменное, плазменное, детонационное, электродуговое и высокочастотное напыление.
Газоплазменное напыление
Сущность газоплазменного напыления заключается в расплавлении напыляемых материалов газовым пламенем и распылении их струей сжатого воздуха или газа. Проволока с постоянной скоростью подается роликами, которые приводятся в движение воздушной турбинкой, встроенной в аппарат. Проходя через червячный редуктор и попадая в зону пламени, проволока расплавляется. Металлические порошки поступают в горелку из бункера с помощью транспортирующего газа или под действием силы тяжести (рис. 3.33).
Рис. 3.33. Схема газоплазменного напыления: 1 - кислород и горючий газ; 2 - транспортирующий газ; 3 - напыляемый порошок; 4 - сопло; 5 - факел газового пламени; 6 - напыленное покрытие; 7 - напыляемая поверхность
Режим газоплазменного напыления следующий: скорость вращения детали 10...15 м/мин; расстояние напыления 100...150 мм; продольная подача аппарата 1,5...2,0 мм/об; давление сжатого воздуха 0,3...0,5 МПа. В качестве горючего газа применяют ацетилен, пропан-бутан, природный газ и др.
Газоплазменное напыление применяют для восстановления посадочных мест под подшипники на валах коробки передач, опорных шеек распределительного вала, постелей коренных подшипников в блоке цилиндров и др. Достоинствами газоплазменного напыления являются небольшое окисление металла, мелкое его распыление, достаточно высокая прочность покрытия. К недостаткам относится сравнительно невысокая производительность (2...4 кг/ч).
Плазменное напыление
Сущность процесса заключается в расплавлении и нанесении напыляемых материалов на поверхность деталей с помощью плазменной струи (рис. 3.34). Для напыления используется плазменная дуга косвенного действия между охлаждаемыми вольфрамовым электродом (катодом) и медным соплом (анодом). Напыляемый порошок при помощи транспортирующего газа (азота) подается из порошкового питателя в плазменную струю. Попадая в плазменную струю, порошок расплавляется и приобретает скорость 150...200 м/с и выше.
Рис. 3.34. Схема плазменного напыления: 1 - порошковый дозатор; 2 - катод; 3 - изоляционная прокладка; 4 - анод (сопло); 5 - транспортирующий газ; 6 - охлаждающая вода; 7 - плазмообразующий газ
Режим плазменного напыления зависит от напыляемого материала и рекомендуется следующий: сила тока 350...400 А; напряжение 60...70 В; расход плазмообразующего газа 30...35 л/мин; расход порошка 5...8 кг/ч; расстояние напыления 125...150 мм; продольная подача плазмотрона 0,3...0,5 м/мин. Способом плазменного напыления восстанавливают кулачки и опорные шейки распределительных валов, фаску тарелки и торец клапана, юбку толкателя, шейки поворотного кулака, отверстия под подшипники в картере коробки передач и редукторе заднего моста и др.
Достоинством плазменного напыления являются: высокая производительность (до 12 кг/ч); возможность нанесения покрытия из любых материалов толщиной 0,1...10 мм.
Детонационное напыление
Сущность процесса заключается в расплавлении металла, его распылении и нанесении на поверхность детали за счет энергии взрыва смеси ацетилена и кислорода. Детонационная установка состоит из ствола диаметром 20...25 мм и длиной 1...2,5 м, блока подачи напыляемого порошка, блока подачи газовой смеси и блока поджига (рис. 3.35).
Рис. 3.35. Схема детонационного напыления: 1 - электрическая свеча; 2 и 8 - подача соответственно кислорода и ацетилена; 3 - сжатый азот; 4 - металлический порошок; 5 - ствол; 6 - напыленный металл; 7 - камера взрыва
В ствол аппарата для напыления, охлаждаемого водой, подается газовая смесь из ацетилена и кислорода в определенном процентном соотношении. Одновременно, с помощью струи азота или воздуха, подается заданная порция порошка с размером гранул 10...50 мкм. Газовая смесь поджигается электрической искрой. В результате воспламенения взрывается горючая смесь с выделением значительного количества теплоты и образованием детонационной волны, которая сообщает частицам напыляемого порошка высокую скорость до 400...1000 м/с. Частицы порошка ударяются о восстанавливаемую поверхность детали и расплющиваются, смачивая эту поверхность и тесно соприкасаясь со всеми ее неровностями. При этом обеспечивается высокая плотность детонационного покрытия, пористость покрытия составляет 0,5...1,5%.
При детонационном напылении можно получить покрытия значительной толщины, но наибольшей прочностью сцепления (130...140 МПа) обладают покрытия толщиной 0,2...0,4 мм. Процесс напыления повторяется с частотой 1...5 раз в секунду. Производительность напыления в зависимости от дозы порошка составляет до 60 см²/мин.
Электродуговое напыление. Сущность процесса заключается в расплавлении электрической дугой проволоки и нанесения ее частиц на поверхность детали с помощью сжатого воздуха. В корпус аппарата для электродугового напыления с одинаковой скоростью подаются две изолированные друг от друга и находящиеся под напряжением проволоки (рис. 3.36). При соприкосновении проволок в распылительной головке возникает электрическая дуга, под действием которой они плавятся. Струей воздуха давлением 0,4...0,6 МПа частицы расплавленного металла наносятся на подготовленную поверхность детали. Режим электродугового напыления следующий: скорость вращения детали 15...20 м/мин; расстояние напыления 75...100 мм; сила тока 120...180 А; напряжение 25...30 В.
Рис. 3.36. Схема электродугового напыления: 1 - проволока; 2 - подающий механизм; 3 - направляющие наконечники; 4 - воздушное сопло; 5 - напыляемая поверхность
Электродуговое напыление применяется для восстановления изношенных поверхностей деталей цилиндрической и плоской формы из стали, чугуна и цветных металлов, работающих в условиях трения скольжения и неподвижных посадок, и для нанесения антикоррозионных покрытий.
Основными преимуществами являются простота применяемого оборудования, низкая удельная себестоимость. К недостаткам относятся выгорание легирующих элементов, повышенное окисление металла.
Высокочастотное напыление
Сущность процесса заключается в использовании индукционного нагрева при плавлении проволоки и нанесении ее частиц на поверхность детали струей сжатого воздуха. При помощи подающего механизма проволока диаметром 4...5 мм непрерывно подается через канал направляющей втулки кольцевого индуктора в зону концентратора вихревых токов (рис. 3.37). Токи высокой частоты, индуктируемые в проволоке, оплавляют ее конец, а проходящая через воздушный канал струя воздуха распыляет расплавленный металл на мелкие частицы и наносит их на поверхность детали.
Рис. 3.37. Схема высокочастотного напыления: 1 - напыляемая поверхность; 2 - газометаллическая струя; 3 - концентратор тока; 4 - индуктор, охлаждаемый водой; 5 - воздушный канал; 6 - проволока; 7 - подающие ролики; 8 - направляющая втулка
По сравнению с электродуговым напылением, высокочастотное уменьшает выгорание легирующих элементов, имеет значительно более высокие физико-механические свойства покрытий, но его оборудование сложнее и имеет высокую стоимость.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Способы нанесения лакокрасочных покрытий, область их применения (Основы ремонта автомобилей)
Назначение, сущность и организация процесса комплектования деталей (Основы ремонта автомобилей)
Сущность процесса восстановления деталей пластическим деформированием (Основы ремонта автомобилей)
Основы организации производственного процесса (Основы ремонта автомобилей)
Способы мойки и очистки, применяемое оборудование (Основы ремонта автомобилей)
Способы нанесения лакокрасочных покрытий, область их применения (Основы ремонта автомобилей)
Назначение, сущность и организация процесса комплектования деталей (Основы ремонта автомобилей)
Сущность процесса восстановления деталей пластическим деформированием (Основы ремонта автомобилей)
Основы организации производственного процесса (Основы ремонта автомобилей)
Способы мойки и очистки, применяемое оборудование (Основы ремонта автомобилей)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот