
Сварка — это процесс получения неразъемного соединения посредством установления межатомных связей между соединяемыми частями при их нагревании или пластическом деформировании. Сваркой устраняют трещины, приваривают отломанные и дополнительные детали, заваривают изношенные отверстия и др.
Наплавка — это процесс нанесения на поверхность детали слоя металла посредством сварки плавлением. Наплавкой восстанавливают изношенные поверхности деталей.
Технологические процессы восстановления деталей сваркой и наплавкой включают в себя подготовку поверхностей деталей к сварке или наплавке, выполнение сварочных или наплавочных работ, обработку поверхностей деталей после сварки или наплавки.
Получение качественных сварных соединений зависит от подготовки дефектной поверхности детали. При устранении трещины ее концы засверливают сверлом диаметром 4...5 мм для предупреждения возможного дальнейшего распространения. Затем разделывают трещину при помощи шлифовального круга ручной шлифовальной машины или с помощью зубила, крейцмейселя. При толщине стенок восстанавливаемой детали до 5 мм трещину можно не разделывать, а ограничиться зачисткой до металлического блеска поверхности вокруг трещины на ширину 12...15 мм. При толщине стенок детали до 12 мм трещину разделывают У-образно, а при толщине стенок более 12 мм — Х-образно (рис. 3.16).
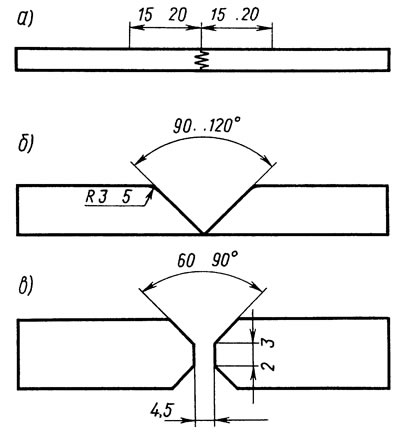
Рис. 3.16. Форма кромок трещин, подготовленных к заварке при толщине металла: а - до 5 мм; б - менее 12 мм; в - более 12 мм
При устранении облома изготавливают дополнительную ремонтную деталь по форме обломанной части. В местах стыковки основной и дополни тельной ремонтных деталей зачищают скосы 30X45°. При восстановлении резьбовых отверстий диаметром менее 12 мм производится зенкование отверстия под углом 60°, при диаметре более 12 мм — рассверливание отверстия до полного снятия старой резьбы. Аналогично подготавливаются гладкие отверстия небольшого диаметра. При восстановлении наружной резьбы изношенную резьбу обычно удаляют точением, так как в ее углублениях могут скапливаться загрязнения, препятствующие получению качественного покрытия.
Изношенные поверхности деталей подготавливают к наплавке очисткой стальной щеткой. Механическую обработку применяют в тех случаях, когда износ не превышает 1 мм. В противном случае рабочая поверхность детали после наплавки может оказаться в переходном слое, который имеет пониженные механические свойства. Отверстия или пазы, не подлежащие заварке, заделывают асбестом с графитовой пастой, медными и графитовыми вставками.
В процессе сварки и наплавки на границе сварочной ванны и основного металла при остывании возникает зона термического влияния, в которой происходят структурные изменения механических свойств металла. Характер этих изменений и размеры зоны термического влияния зависят от вида и режима сварки, химического состава свариваемых металлов, их начальной температуры и скорости охлаждения деталей. Размер зоны термического влияния при газовой сварке достигает 25...30 мм, а при электродуговой 2...6 мм. Чем больше мощность газовой горелки или выше сварочный ток, тем больше эта зона.
При сварке и наплавке деталей в результате их неравномерного нагрева, а также изменения объема металла при нагреве и охлаждении возникают внутренние напряжения, а иногда и трещины. Для уменьшения внутренних напряжений применяют различные виды обработки. Это отжиг при температуре 600...850°C с последующим охлаждением вместе с печью или отпуск при температуре около 400°C с последующей выдержкой при этой температуре в течение 3 ч и охлаждением на воздухе, подогрев детали перед сваркой.
Для этих целей используют и технологические приемы. При выполнении наплавочных работ следует избегать наплавки излишнего металла. При малой толщине наплавки внутренние напряжения и деформации будут меньше. Также применяют сварку и наплавку уравновешивающими валиками и обратноступенчатую сварку. Уравновешивающие валики применяют при продольной наплавке шеек валов и осей. После наложения первого валика может возникнуть деформация детали. Поэтому второй валик накладывают, повернув деталь на 180° вокруг ее оси. Поворачивая каждый раз деталь для наложения очередного валика, можно добиться устранения деформации. При обратноступенчатой сварке место сварки разбивают на несколько участков и заваривают в направлении, обратном общему направлению сварки. Сварку коротких швов ведут от середины к концам.
При сварке расплавленный металл подвергается воздействию окружающего воздуха и окисляется, насыщается азотом и водородом, происходит выгорание легирующих элементов. Образующиеся окислы металла и азотнокислые соединения (нитриды) ухудшают качество наплавленного металла и затрудняют последующую его механическую обработку. Поэтому необходима надежная защита сварочной ванны от влияния окружающего воздуха и легирование ее необходимыми элементами. Для защиты расплавленного металла от воздействия воздуха и удаления образовавшихся окислов применяют флюсы. Флюсы разрушают окислы и образуют шлаки, которые, всплывая, создают шлаковую защиту. При газовой сварке и наплавке флюсы применяют в виде порошка или пасты, при ручной электродуговой сварке — в виде покрытий электродов. Для защиты расплавленного металла также применяют нейтральные газы.