
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Характеристика механизированных видов наплавки
Характеристика механизированных видов наплавки
При восстановлении деталей применяют ручные и механизированные виды сварки и наплавки. К ручной сварке и наплавке относятся: газовая, электродуговая, аргонно-дуговая, к механизированной — сварка и наплавка под флюсом, в среде углекислого газа, вибродуговая наплавка, лазерная и плазменная сварка и наплавка и др. В зависимости от конфигурации детали, ее материала и характера дефекта применяют тот или иной вид сварки или наплавки.
Сущность наплавки заключается в защите электрической дуги и расплавленного металла от вредного воздействия атмосферного воздуха слоем сварочного флюса. Наплавка осуществляется при горении электрической дуги между электродной проволокой и деталью под толстым слоем сухого зернистого флюса, покрывающего наплавляемый участок поверхности детали (рис. 3.17). Электрическая дуга плавит основной металл детали, электродную проволоку и флюс. Расплавленный флюс образует эластичную оболочку. Над поверхностью ванны расплавленного металла образуется полость, заполненная газами, надежно предохраняющая расплавленный металл от поступления атмосферного воздуха. Избыток газов происходит через расплавленный флюс наружу.
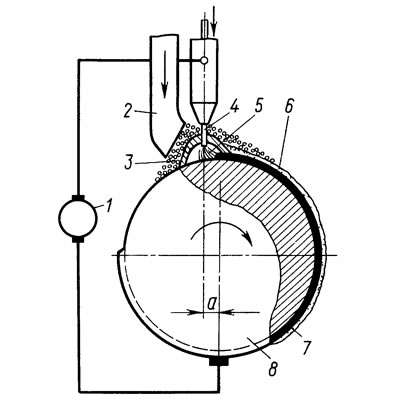
Рис. 3.17. Схема автоматической наплавки под слоем флюса: 1 - источник тока; 2 - флюсоподающий патрубок; 3 - оболочка из жидкого флюса; 4 - электродная проволока; 5 - электрическая дуга; 6 - шлаковая корка; 7 - наплавленный металл; 8 - наплавляемая деталь
При наплавке цилиндрической поверхности деталь совершает вращательное движение, а электродная проволока — поступательное. При этом электродную проволоку смещают с зенита наплавляемой поверхности в сторону, противоположную направлению вращения детали, для предотвращения стекания расплавленного металла. Смещение а зависит от диаметра детали, и для деталей диаметром 40...100 мм оно составляет 4...8 мм. Для обеспечения наиболее гладкой поверхности наплавленного металла наплавка цилиндрических поверхностей проводится так, чтобы каждый последующий валик на треть перекрывал предыдущий. Шлицы наплавляют в продольном направлении, устанавливая конец электродной проволоки посредине впадины между шлицами.
Физико-механические свойства наплавленного металла зависят от состава флюса и электродной проволоки. При наплавке деталей применяют различные флюсы не только для защиты расплавленного металла от атмосферного воздуха, но и для устойчивого горения дуги, образования плотного наплавленного металла, легко удаляемого с поверхности металла шлака. При автоматической наплавке используются плавленные и неплавленные керамические флюсы, а также флюсы-смеси.
Плавленные флюсы получают сплавлением исходных материалов. В их состав входят шлакозащитные компоненты, стабилизирующие горение дуги и др. Они имеют хорошую однородность, высокие технологические свойства, недороги в изготовлении и преимущественно применяются при восстановлении деталей, так как обеспечивают стабильность химического состава наплавленного металла. Недостатком является невозможность введения в них ферросплавов. Наибольшее применение получили плавленные флюсы АН-348А, ОСЦ-45 и АН-15.
Керамические флюсы получают спеканием исходных материалов на жидком стекле. Они содержат ферросплавы и легирующие компоненты. Однако они дороги в изготовлении и неоднородны по своему составу. В практике наибольшее применение получили керамические флюсы АНК-3, АНК-18, АНК-30.
Флюсы-смеси приготавливают в основном из плавленных и керамических флюсов в различных соотношениях в зависимости от свойств, которые необходимо получить в наплавленном металле.
Электродную проволоку подбирают в зависимости от материала восстанавливаемой детали и требований, предъявляемых к ней в процессе эксплуатации. Для наплавки используют сварочную проволоку Св-08, Св-08А, Св-15ГСТЮЦА и наплавочную проволоку Нп-50, Нп-65, Нп-80, Нп-30ХГСА, НП-40Х2Г2М, Нп-50ХФА и др. Наиболее распространенный диаметр используемых электродных проволок 1,2...2,0 мм. При наплавке можно достичь высокой твердости наплавляемой поверхности. Так, при наплавке под слоем флюса АН-348А проволокой Нп-65 твердость наплавляемого металла 280...300 НВ, а при наплавке проволокой Нп-50ХФА твердость составляет 50...52 HRC3. Кроме электродной проволоки сплошного сечения, используют порошковую проволоку, представляющую собой трубку, из тонколистовой низкоуглеродистой стали, заполненную порошком. В состав порошка входит металлический компонент, ферросплавы, шлако-, газообразующие и другие компоненты. Наплавка порошковой проволокой позволяет получать высокую твердость поверхности без термической обработки. Например, при наплавке проволокой ПП-Нп-30Х2Н2Г под флюсом АН-348А твердость наплавленной поверхности достигает 44...51 HRC3, а при наплавке самозащитной проволокой ПП-ЗХ13-0 твердость поверхности составляет 53...57 HRC3.
Наплавку под флюсом применяют при восстановлении шеек коленчатого вала, шеек под подшипники и резьбы в картерах ведущих мостов, шлицевых поверхностей на различных валах.
Достоинствами автоматической наплавки под флюсом являются: высокая производительность процесса за счет применения больших плотностей тока; высокое качество наплавляемого металла благодаря его защите от воздуха, а также легированию флюсом; экономия электроэнергии и электродной проволоки, которая достигается отсутствием потерь на излучение света и тепла; незначительные потери на угар и разбрызгивание; возможность получения наплавленного слоя большой толщины — 1,5...5 мм и более; равномерность слоя и небольшие припуски на последующую обработку; независимость качества наплавленного металла от квалификации сварщика; улучшение условий труда сварщика благодаря отсутствию ультрафиолетовых излучений.
К недостаткам процесса относятся высокий нагрев детали при наплавке, невозможность наплавки деталей диаметром менее 40 мм из-за стекания расплавленного металла и сложности удержания флюса на поверхности детали, необходимость и определенная трудность удаления шлаковой корки.
Сущность наплавки заключается в защите электрической дуги и расплавленного металла (зоны наплавки) от воздействия воздуха струей углекислого газа.
Углекислый газ надежно изолирует зону наплавки и обеспечивает получение наплавленного металла высокого качества с минимальным количеством пор (рис. 3.18). Однако в зоне наплавки углекислый газ под влиянием высокой температуры разлагается на кислород и окись углерода. Для предотвращения окисления расплавленного металла кислородом применяют электродную проволоку с повышенным содержанием раскисляющих элементов (кремния и марганца). При сварке широко применяется электродная проволока диаметром 0,8... 2,0 мм — Св-08Г2С, Св-08ГС, Св-12ГС, а при наплавке — Нп-65Г, Нп-30ХГСА и порошковая проволока ПП-1Х14Т-0, ПП-Г13Н4-0 и др. Наплавка проволокой Нп-30ХГСА обеспечивает твердость наплавленного слоя 32...37 HRC₃, а проволокой Нп-65Г твердость до 51 HRC₃.
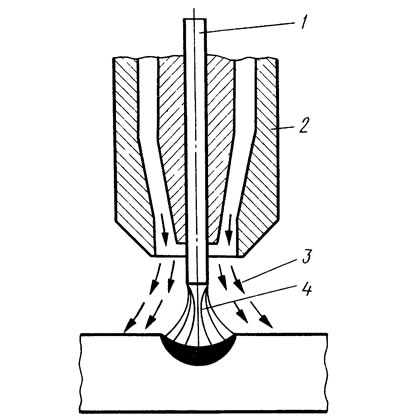
Рис. 3.18. Схема процесса сварки в защитной среде углекислого газа: 1 - сварочная проволока; 2 - горелка; 3 - струя углерода
Автоматическая наплавка применяется при восстановлении резьб, изношенных шеек под сальники и подшипники различных валов и других деталей цилиндрической формы.
При ремонте кузовов легковых автомобилей, кабин и оперения грузовых автомобилей, при сварке платформ автомобилей-самосвалов и других деталей, изготовленных из листовой стали небольшой толщины, применяют полуавтоматическую сварку в среде углекислого газа.
Автоматическая наплавка в среде углекислого газа по сравнению с автоматической наплавкой под флюсом имеет следующие достоинства: меньший нагрев деталей, возможность наплавки деталей от 10 мм и выше, большую (на 30...40%) производительность по площади наплавки, отсутствие необходимости удаления шлаковой корки, возможность сварки и наплавки при любом пространственном положении, меньшую стоимость углекислого газа по сравнению с флюсом.
Недостатками способа являются необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами и необходимость защиты сварщика от излучаемой дуги.
Сущность процесса заключается в электродуговой наплавке поверхности детали вибрирующей электродной проволокой в струе охлаждающей жидкости или защитного газа.
Для наплавки цилиндрических поверхностей деталь устанавливают в патрон или центры токарного станка с пониженной частотой вращения шпинделя. На суппорт станка устанавливают наплавочную головку. С помощью подающего механизма наплавочной головки электродная проволока подается к детали через вибрирующий мундштук. При каждом колебании мундштука проволока касается поверхности детали, оплавляется под действием электрического разряда, и при отходе мундштука оставляет на поверхности детали частицу металла. С заданной частотой колебаний (50...100 Гц) происходит перенос металла с электродной проволоки на восстанавливаемую поверхность детали.
В качестве охлаждающей жидкости обычно применяют 4...6%-ный раствор кальцинированной соды, который содержит легко ионизирующиеся элементы, стабилизирующие горение дуги. Кроме того, охлаждающая жидкость защищает зону наплавки от воздействия воздуха, улучшает формирование наплавленного металла и закаливает его. Охлаждающая жидкость, подаваемая вблизи зоны действия дуги, переходит в пар и частично разлагается на кислород и водород, который, оттесняя воздух, защищает расплавленный металл от азота.
Марку электродной проволоки выбирают в зависимости от требуемых механических свойств наплавленного металла. При восстановлении стальных деталей для получения наплавленного металла твердостью 51...56 HRC₃ применяют проволоку Нп-65, Нп-80. Для получения твердости 37...41 HRC₃ наплавку ведут проволокой Нп-30ХГСА, а твердости 180...240 НВ — проволокой Св-08. Этими же марками проволок наплавляют чугунные детали. Кроме того, для получения высокой твердости наплавленного слоя применяют проволоку Св-15ГСТЮЦА.
Автоматическую вибродуговую наплавку применяют для восстановления изношенных наружных и внутренних цилиндрических поверхностей стальных и чугунных деталей, а также резьбовых и шлицевых поверхностей. Достоинствами данного способа являются возможность восстановления деталей диаметром 10...15 мм, небольшой нагрев детали, малая зона термического влияния, возможность получения наплавленного металла требуемой твердости и износостойкости без термической обработки. Недостатком вибродуговой наплавки в струе жидкости является то, что наплавленная поверхность имеет микротрещины, снижающие предел прочности деталей на 30%.
Для деталей, работающих в условиях знакопеременных нагрузок, применяют проволоки перечисленных марок, но вибродуговую наплавку ведут в среде углекислого газа, что значительно уменьшает количество пор и микротрещин в наплавленном слое. Твердость наплавленного металла 160...450 НВ.
В АРП применяют и вибродуговую наплавку под флюсом, которая позволяет получать наплавленный металл без пор и трещин, с минимальной зоной термического влияния.
Сущность способа заключается в том, что на поверхность восстанавливаемой детали наносится слой специальной шихты, которая затем расплавляется токами высокой частоты, образуя слой наплавленного металла. Для наплавки применяют шихту различных составов в зависимости от требуемых свойств наплавленного металла. Например, для восстановления фасок клапанов двигателей используют шихту следующего состава: чугунный порошок — 60%, феррохром — 20%, железный порошок — 20%. Связующими веществами являются жидкое стекло и крахмал, на котором замешивают порошковую смесь шихты. Полученную пасту наносят на поверхность детали в виде обмазки, после чего покрытие сохнет на воздухе в течение 8...10 ч. Кроме пасты, используют и брикеты, которые прессуют из пастообразной шихты и после сушки на воздухе подвергают обжигу. При наплавке слоя металла толщиной более 2 мм применяют постоянные или разовые керамические формы, исключающие стекание жидкого сплава (рис. 3.19). Шихта расплавляется в индукторе специальной установки токами высокой частоты. Для равномерного нагрева в процессе наплавки клапану придается вращение 170...200 мин⁻¹. Продолжительность индукционной наплавки 55...58 с.
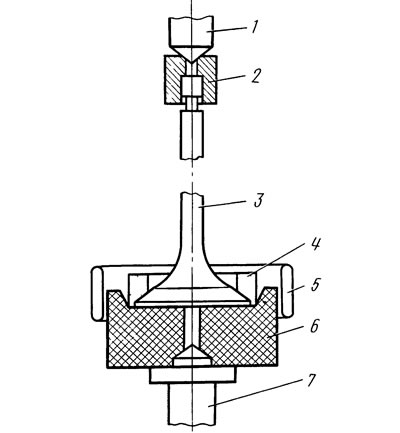
Рис. 3.19. Схема установки клапана при индукционной наплавке рабочей фаски головки высокой частоты: 1 и 7 - центры приспособления для вращения клапана; 2 - державка стержня клапана; 3 - клапан; 4 - прессованная заготовка шихты; 5 - индуктор установки токов высокой частоты; 6 - керамическая форма
Индукционной наплавкой восстанавливают нецилиндрические поверхности деталей — сферическую поверхность коромысел клапанов и рычагов нажимного диска сцепления, фасок клапанов.
Автоматическая наплавка под флюсом
Сущность наплавки заключается в защите электрической дуги и расплавленного металла от вредного воздействия атмосферного воздуха слоем сварочного флюса. Наплавка осуществляется при горении электрической дуги между электродной проволокой и деталью под толстым слоем сухого зернистого флюса, покрывающего наплавляемый участок поверхности детали (рис. 3.17). Электрическая дуга плавит основной металл детали, электродную проволоку и флюс. Расплавленный флюс образует эластичную оболочку. Над поверхностью ванны расплавленного металла образуется полость, заполненная газами, надежно предохраняющая расплавленный металл от поступления атмосферного воздуха. Избыток газов происходит через расплавленный флюс наружу.
Рис. 3.17. Схема автоматической наплавки под слоем флюса: 1 - источник тока; 2 - флюсоподающий патрубок; 3 - оболочка из жидкого флюса; 4 - электродная проволока; 5 - электрическая дуга; 6 - шлаковая корка; 7 - наплавленный металл; 8 - наплавляемая деталь
При наплавке цилиндрической поверхности деталь совершает вращательное движение, а электродная проволока — поступательное. При этом электродную проволоку смещают с зенита наплавляемой поверхности в сторону, противоположную направлению вращения детали, для предотвращения стекания расплавленного металла. Смещение а зависит от диаметра детали, и для деталей диаметром 40...100 мм оно составляет 4...8 мм. Для обеспечения наиболее гладкой поверхности наплавленного металла наплавка цилиндрических поверхностей проводится так, чтобы каждый последующий валик на треть перекрывал предыдущий. Шлицы наплавляют в продольном направлении, устанавливая конец электродной проволоки посредине впадины между шлицами.
Физико-механические свойства наплавленного металла зависят от состава флюса и электродной проволоки. При наплавке деталей применяют различные флюсы не только для защиты расплавленного металла от атмосферного воздуха, но и для устойчивого горения дуги, образования плотного наплавленного металла, легко удаляемого с поверхности металла шлака. При автоматической наплавке используются плавленные и неплавленные керамические флюсы, а также флюсы-смеси.
Плавленные флюсы получают сплавлением исходных материалов. В их состав входят шлакозащитные компоненты, стабилизирующие горение дуги и др. Они имеют хорошую однородность, высокие технологические свойства, недороги в изготовлении и преимущественно применяются при восстановлении деталей, так как обеспечивают стабильность химического состава наплавленного металла. Недостатком является невозможность введения в них ферросплавов. Наибольшее применение получили плавленные флюсы АН-348А, ОСЦ-45 и АН-15.
Керамические флюсы получают спеканием исходных материалов на жидком стекле. Они содержат ферросплавы и легирующие компоненты. Однако они дороги в изготовлении и неоднородны по своему составу. В практике наибольшее применение получили керамические флюсы АНК-3, АНК-18, АНК-30.
Флюсы-смеси приготавливают в основном из плавленных и керамических флюсов в различных соотношениях в зависимости от свойств, которые необходимо получить в наплавленном металле.
Электродную проволоку подбирают в зависимости от материала восстанавливаемой детали и требований, предъявляемых к ней в процессе эксплуатации. Для наплавки используют сварочную проволоку Св-08, Св-08А, Св-15ГСТЮЦА и наплавочную проволоку Нп-50, Нп-65, Нп-80, Нп-30ХГСА, НП-40Х2Г2М, Нп-50ХФА и др. Наиболее распространенный диаметр используемых электродных проволок 1,2...2,0 мм. При наплавке можно достичь высокой твердости наплавляемой поверхности. Так, при наплавке под слоем флюса АН-348А проволокой Нп-65 твердость наплавляемого металла 280...300 НВ, а при наплавке проволокой Нп-50ХФА твердость составляет 50...52 HRC3. Кроме электродной проволоки сплошного сечения, используют порошковую проволоку, представляющую собой трубку, из тонколистовой низкоуглеродистой стали, заполненную порошком. В состав порошка входит металлический компонент, ферросплавы, шлако-, газообразующие и другие компоненты. Наплавка порошковой проволокой позволяет получать высокую твердость поверхности без термической обработки. Например, при наплавке проволокой ПП-Нп-30Х2Н2Г под флюсом АН-348А твердость наплавленной поверхности достигает 44...51 HRC3, а при наплавке самозащитной проволокой ПП-ЗХ13-0 твердость поверхности составляет 53...57 HRC3.
Наплавку под флюсом применяют при восстановлении шеек коленчатого вала, шеек под подшипники и резьбы в картерах ведущих мостов, шлицевых поверхностей на различных валах.
Достоинствами автоматической наплавки под флюсом являются: высокая производительность процесса за счет применения больших плотностей тока; высокое качество наплавляемого металла благодаря его защите от воздуха, а также легированию флюсом; экономия электроэнергии и электродной проволоки, которая достигается отсутствием потерь на излучение света и тепла; незначительные потери на угар и разбрызгивание; возможность получения наплавленного слоя большой толщины — 1,5...5 мм и более; равномерность слоя и небольшие припуски на последующую обработку; независимость качества наплавленного металла от квалификации сварщика; улучшение условий труда сварщика благодаря отсутствию ультрафиолетовых излучений.
К недостаткам процесса относятся высокий нагрев детали при наплавке, невозможность наплавки деталей диаметром менее 40 мм из-за стекания расплавленного металла и сложности удержания флюса на поверхности детали, необходимость и определенная трудность удаления шлаковой корки.
Наплавка в среде углекислого газа
Сущность наплавки заключается в защите электрической дуги и расплавленного металла (зоны наплавки) от воздействия воздуха струей углекислого газа.
Углекислый газ надежно изолирует зону наплавки и обеспечивает получение наплавленного металла высокого качества с минимальным количеством пор (рис. 3.18). Однако в зоне наплавки углекислый газ под влиянием высокой температуры разлагается на кислород и окись углерода. Для предотвращения окисления расплавленного металла кислородом применяют электродную проволоку с повышенным содержанием раскисляющих элементов (кремния и марганца). При сварке широко применяется электродная проволока диаметром 0,8... 2,0 мм — Св-08Г2С, Св-08ГС, Св-12ГС, а при наплавке — Нп-65Г, Нп-30ХГСА и порошковая проволока ПП-1Х14Т-0, ПП-Г13Н4-0 и др. Наплавка проволокой Нп-30ХГСА обеспечивает твердость наплавленного слоя 32...37 HRC₃, а проволокой Нп-65Г твердость до 51 HRC₃.
Рис. 3.18. Схема процесса сварки в защитной среде углекислого газа: 1 - сварочная проволока; 2 - горелка; 3 - струя углерода
Автоматическая наплавка применяется при восстановлении резьб, изношенных шеек под сальники и подшипники различных валов и других деталей цилиндрической формы.
При ремонте кузовов легковых автомобилей, кабин и оперения грузовых автомобилей, при сварке платформ автомобилей-самосвалов и других деталей, изготовленных из листовой стали небольшой толщины, применяют полуавтоматическую сварку в среде углекислого газа.
Автоматическая наплавка в среде углекислого газа по сравнению с автоматической наплавкой под флюсом имеет следующие достоинства: меньший нагрев деталей, возможность наплавки деталей от 10 мм и выше, большую (на 30...40%) производительность по площади наплавки, отсутствие необходимости удаления шлаковой корки, возможность сварки и наплавки при любом пространственном положении, меньшую стоимость углекислого газа по сравнению с флюсом.
Недостатками способа являются необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами и необходимость защиты сварщика от излучаемой дуги.
Вибродуговая наплавка
Сущность процесса заключается в электродуговой наплавке поверхности детали вибрирующей электродной проволокой в струе охлаждающей жидкости или защитного газа.
Для наплавки цилиндрических поверхностей деталь устанавливают в патрон или центры токарного станка с пониженной частотой вращения шпинделя. На суппорт станка устанавливают наплавочную головку. С помощью подающего механизма наплавочной головки электродная проволока подается к детали через вибрирующий мундштук. При каждом колебании мундштука проволока касается поверхности детали, оплавляется под действием электрического разряда, и при отходе мундштука оставляет на поверхности детали частицу металла. С заданной частотой колебаний (50...100 Гц) происходит перенос металла с электродной проволоки на восстанавливаемую поверхность детали.
В качестве охлаждающей жидкости обычно применяют 4...6%-ный раствор кальцинированной соды, который содержит легко ионизирующиеся элементы, стабилизирующие горение дуги. Кроме того, охлаждающая жидкость защищает зону наплавки от воздействия воздуха, улучшает формирование наплавленного металла и закаливает его. Охлаждающая жидкость, подаваемая вблизи зоны действия дуги, переходит в пар и частично разлагается на кислород и водород, который, оттесняя воздух, защищает расплавленный металл от азота.
Марку электродной проволоки выбирают в зависимости от требуемых механических свойств наплавленного металла. При восстановлении стальных деталей для получения наплавленного металла твердостью 51...56 HRC₃ применяют проволоку Нп-65, Нп-80. Для получения твердости 37...41 HRC₃ наплавку ведут проволокой Нп-30ХГСА, а твердости 180...240 НВ — проволокой Св-08. Этими же марками проволок наплавляют чугунные детали. Кроме того, для получения высокой твердости наплавленного слоя применяют проволоку Св-15ГСТЮЦА.
Автоматическую вибродуговую наплавку применяют для восстановления изношенных наружных и внутренних цилиндрических поверхностей стальных и чугунных деталей, а также резьбовых и шлицевых поверхностей. Достоинствами данного способа являются возможность восстановления деталей диаметром 10...15 мм, небольшой нагрев детали, малая зона термического влияния, возможность получения наплавленного металла требуемой твердости и износостойкости без термической обработки. Недостатком вибродуговой наплавки в струе жидкости является то, что наплавленная поверхность имеет микротрещины, снижающие предел прочности деталей на 30%.
Для деталей, работающих в условиях знакопеременных нагрузок, применяют проволоки перечисленных марок, но вибродуговую наплавку ведут в среде углекислого газа, что значительно уменьшает количество пор и микротрещин в наплавленном слое. Твердость наплавленного металла 160...450 НВ.
В АРП применяют и вибродуговую наплавку под флюсом, которая позволяет получать наплавленный металл без пор и трещин, с минимальной зоной термического влияния.
Индукционная наплавка
Сущность способа заключается в том, что на поверхность восстанавливаемой детали наносится слой специальной шихты, которая затем расплавляется токами высокой частоты, образуя слой наплавленного металла. Для наплавки применяют шихту различных составов в зависимости от требуемых свойств наплавленного металла. Например, для восстановления фасок клапанов двигателей используют шихту следующего состава: чугунный порошок — 60%, феррохром — 20%, железный порошок — 20%. Связующими веществами являются жидкое стекло и крахмал, на котором замешивают порошковую смесь шихты. Полученную пасту наносят на поверхность детали в виде обмазки, после чего покрытие сохнет на воздухе в течение 8...10 ч. Кроме пасты, используют и брикеты, которые прессуют из пастообразной шихты и после сушки на воздухе подвергают обжигу. При наплавке слоя металла толщиной более 2 мм применяют постоянные или разовые керамические формы, исключающие стекание жидкого сплава (рис. 3.19). Шихта расплавляется в индукторе специальной установки токами высокой частоты. Для равномерного нагрева в процессе наплавки клапану придается вращение 170...200 мин⁻¹. Продолжительность индукционной наплавки 55...58 с.
Рис. 3.19. Схема установки клапана при индукционной наплавке рабочей фаски головки высокой частоты: 1 и 7 - центры приспособления для вращения клапана; 2 - державка стержня клапана; 3 - клапан; 4 - прессованная заготовка шихты; 5 - индуктор установки токов высокой частоты; 6 - керамическая форма
Индукционной наплавкой восстанавливают нецилиндрические поверхности деталей — сферическую поверхность коромысел клапанов и рычагов нажимного диска сцепления, фасок клапанов.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Структура авторемонтного предприятия и характеристика его… (Основы ремонта автомобилей)
Сборка соединений основных видов (Основы ремонта автомобилей)
Классификация способов, характеристика и область применения… (Основы ремонта автомобилей)
Виды и характеристика дефектов деталей (Основы ремонта автомобилей)
Виды лакокрасочных материалов и их характеристика (Основы ремонта автомобилей)
Структура авторемонтного предприятия и характеристика его… (Основы ремонта автомобилей)
Сборка соединений основных видов (Основы ремонта автомобилей)
Классификация способов, характеристика и область применения… (Основы ремонта автомобилей)
Виды и характеристика дефектов деталей (Основы ремонта автомобилей)
Виды лакокрасочных материалов и их характеристика (Основы ремонта автомобилей)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот