
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Лазерная и плазменная сварка и наплавка
Лазерная и плазменная сварка и наплавка
Лазерная сварка и наплавка
Сущность процесса заключается в использовании светового потока электромагнитных излучений высокой интенсивности для сварки и наплавки деталей. Для лазерной сварки и наплавки в промышленности применяются: лазерные установки импульсного действия на твердом излучателе-кристалле рубина и лазерные установки непрерывного режима с газовым генератором, в котором в качестве рабочего тела используется смесь углекислого газа, азота и гелия.
Лазерная установка импульсного действия состоит из оптического квантового генератора, источника питания, оптической системы фокусировки лазерного луча, системы подачи инертного газа (рис. 3.23). Под воздействием света импульсной лампы, питаемой от батареи конденсаторов, рубиновый стержень облучается и излучает световой поток. Усиление излучения из активного элемента обеспечивается отражателем и зеркалом, которые направляют лазерный луч на полупрозрачное зеркало и через поворотное зеркало и фокусирующую линзу на наплавляемую деталь. Одновременно в зону наплавки подается наплавляемый материал в виде самофлюсующихся порошков. Для защиты расплавленного металла от окисления в зону наплавки через сопло подается аргон.
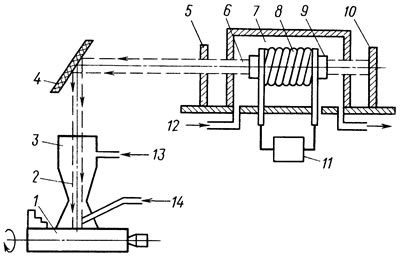
Рис. 3.23. Схема установки для лазерной сварки и наплавки: 1 - деталь; 2 - сопло; 3 - фокусирующая линза; 4 - поворотное зеркало; 5 - полупрозрачное зеркало; 6 - лазерный луч; 7 - отражатель; 8 - импульсная лампа; 9 - рубиновый стержень; 10 - заднее зеркало; 11 - конденсаторная батарея; 12 - холодный воздух; 13 - защитный газ; 14 - металлический порошок
Лазерная наплавка применяется при восстановлении кулачков распределительных валов, шипов крестовины кардана, плунжеров, толкателей топливных насосов и других деталей с незначительным износом. По сравнению с другими способами, лазерная сварка и наплавка обладают существенными преимуществами: возможностью наращивать любые, в том числе и труднодоступные изношенные участки поверхности; возможностью регулирования количества тепловой энергии, выделяемой в зоне нагрева; отсутствием тепловых деформаций в зоне нагрева.
К числу недостатков твердотелых лазеров относятся ограниченная мощность их излучения и низкий к. п. д.
Плазменная сварка и наплавка
Сущность способа заключается в использовании при сварке и наплавке тепловых и динамических свойств плазменной струи. Плазменная струя — это ионизированный газ, обладающий свойством электропроводности и имеющий высокую температуру. Плазменную струю получают в специальных плазменных горелках-плазмотронах. Плазмотрон типа ИМЕТ-107 (рис. 3.24) состоит из медного сопла и электрода, изготовленного из лантанированного вольфрама диаметром 3...6 мм, изолированных друг от друга изоляционной прокладкой и через раздельные водяные рубашки охлаждаемые водой.
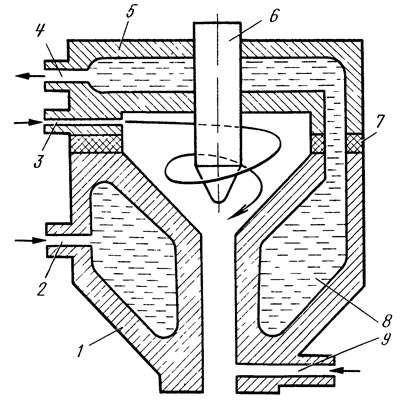
Рис. 3.24. Схема плазмотрона: 1 - сопло-анод; 2 и 4 - отверстия соответственно для входа и выхода воды; 3 - отверстие для входа плазмообразующего газа; 5 - корпус; 6 - катод; 7 - изолирующая прокладка; 8 - рубашка охлаждения; 9 - отверстие для присадочного материала (порошка)
Существуют два типа плазмотронов — с дугой косвенного и с дугой прямого действия. В плазмотронах с дугой косвенного действия плазменная струя создается между вольфрамовым электродом и соплом. Применяется для напыления и нагрева поверхности детали. В плазмотронах прямого действия плазменная струя возбуждается между вольфрамовым электродом и наплавляемой деталью. Плазмотроны применяются для сварки, наплавки и резки. В связи с тем, что возбудить электрическую дугу непосредственно между вольфрамовым электродом и деталью трудно, вначале возбуждается дежурная дуга между вольфрамовым электродом и соплом. Подается плазмообразующий газ, который, проходя через зону горения электрической дуги, нагревается до температуры образования плазмы, т. е. до такого состояния, когда газ становится электропроводным. Холодные стенки сопла плазмотрона и электромагнитное поле, возникающее вокруг струи, способствуют обжатию плазменной струи. Небольшое сечение плазменной струи и ее высокая теплопроводность приводят к резкому повышению плотности тока и, следовательно, температуры газа и скорости его истечения. При касании факела струи поверхности детали происходит автоматическое зажигание основной дуги между вольфрамовым электродом и изделием. При устойчивом горении основной дуги дежурная дуга отключается.
В качестве плазмообразующего газа применяются аргон, гелий, азот, водород и их смеси. Аргонная плазма в зависимости от силы тока дуги и расхода плазмообразующего газа имеет наиболее высокую температуру 15 000...30 ООО°C и скорость истечения из сопла 1000...1200 м/с. Сила тока в дежурной дуге 15...25 А, в основной дуге 150...200 А, рабочее напряжение 40...45 В. Расход плазмообразующего газа аргона составляет 1,5...2,5 л/мин. Расстояние от сопла до присадочной проволоки 5...8 мм, до детали 10... 18 мм. В качестве присадочных материалов при наплавке с токоведущей проволокой рекомендуется применять прутки из сормайта, сплавов ФБХ-6-2, УС-25.
Плазменную наплавку производят на переоборудованном токарном станке. Деталь устанавливают в патроне или центрах станка, а плазмотрон и механизм подачи проволоки — на суппорте. В качестве источников питания дуги применяют преобразователи типа ПСУ-500, выпрямители ИПН-160/600. Промышленностью выпускаются и специальные установки для плазменной наплавки: УН-126, 05.12.351 "Ремдеталь" и др.
Плазменная наплавка применяется для восстановления толкателей, клапанов, коленчатых и распределительных валов, крестовин кардана и дифференциала и других деталей, работающих при больших нагрузках, высокой температуре и в агрессивной среде.
Достоинствами способа являются возможность наплавления на поверхность деталей различных материалов, высокое качество наплавляемого металла, малая глубина проплавления основного металла, возможность наплавки тонких слоев и высокая производительность процесса.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Дефектная сварка привела к отзыву кроссоверов BMW X5, X6 и X7 (Автомобильные новости)
Дефектная сварка привела к отзыву кроссоверов BMW X5, X6 и X7 (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот