
С увеличением скорости наплавки уменьшаются глубина проплавления основного металла и ширина наплавляемого валика. Шаг наплавки устанавливается в пределах 4...5 мм/об.
В качестве оборудования для автоматической наплавки в АРП часто используют переоборудованные токарные станки с пониженной частотой вращения шпинделя. На суппорт станка устанавливают наплавочную головку, состоящую из подающего механизма, кассеты с электродной проволокой, бункера для флюса и щита управления (рис. 3.20). Для наплавки применяют наплавочные головки А-580М, А-384. В качестве источника тока используются выпрямители ВДУ-504, ВС-300, ВС-600, преобразователи П ГС-500. Применяются и специальные станки У-652, У-653, УД-209, 011-1-00 "Ремдеталь" и другие. Для наплавки порошковой проволокой используют переоборудованные токарные станки с наплавочными головками А-580, ОКС-1252М, А-765, А-1197, а также специальные станки УД-139, УД-140, УД-209, У-651, У-653.
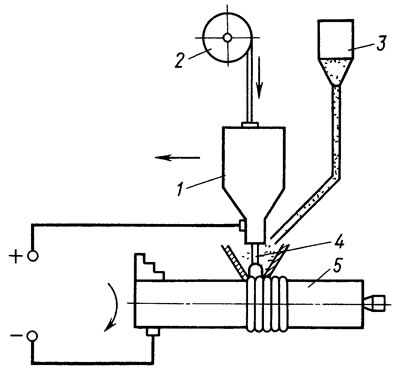
Рис. 3.20. Схема установки для автоматической наплавки под флюсом: 1 - наплавочный аппарат; 2 - кассета с проволокой; 3 - бункер с флюсом; 4 - электродная проволока; 5 - наплавляемая деталь
Автоматическая наплавка в среде углекислого газа ведется на постоянном токе при обратной полярности. Сила сварочного тока находится в пределах 70...200 А при напряжении дуги 18...22 В. Скорость наплавки 20...90 м/ч. Расход углекислого газа составляет 8...15 л/мин, с увеличением скорости наплавки расход газа увеличивается. В качестве оборудования для наплавки поверхностей деталей используют токарные станки, оборудованные специальным редуктором, который понижает частоту вращения шпинделя, и наплавочной головкой, установленной на суппорте станка.
Подача углекислого газа в зону наплавки (рис. 3.21) осуществляется из баллона с жидкой углекислотой 7. В углекислоте содержится небольшое количество воды, которая увеличивает разбрызгивание металла при наплавке и способствует появлению пор и трещин. Влага удаляется с помощью осушителя 5, представляющего собой фильтр, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижают с помощью редуктора 4. При его выходе из баллона за счет резкого расширения газ переохлаждается. При этом возможны замерзание содержащейся в нем влаги и закупорка редуктора. Поэтому газ пропускают через электрический подогреватель 6. Расход газа контролируется ротаметром 3.
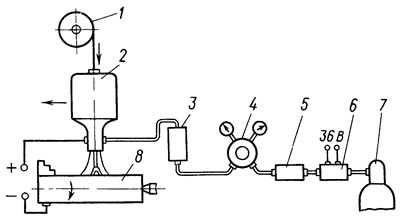
Рис. 3.21. Схема установки для электродуговой наплавки в среде углекислого газа: 1 - кассета с проволокой; 2 - наплавочный аппарат; 3 - ротаметр; 4 - редуктор; 5 - осушитель; 6 - подогреватель; 7 - баллон с жидкой углекислотой; 8 - деталь
Для наплавки применяют сварочные автоматы АДПГ-500, АТП-2, УСА-500, а также полуавтоматы А-547р, А-547У, А-537 и др. В качестве источника тока используют сварочные преобразователи ПСО-300, ПСГ-500 и сварочные выпрямители типов ВДУ-504, ВДУ-1201, ВДГ-601. Промышленностью также выпускается специальное оборудование для наплавки — УД-209 УХЛ4, УД-420, УД-292 и др.
Вибродуговая наплавка осуществляется преимущественно на постоянном токе обратной полярности при напряжении 12...28 В и силе сварочного тока 120...200 А. Шаг наплавки составляет 2,3...2,8 мм.
Установка для автоматической наплавки состоит из источника тока, наплавочной головки и пульта управления (рис. 3.22). Наплавка осуществляется наплавочными головками ОКС-6569, ОКС-1252, УАНЖ-6 и др. Для питания электрической дуги используют источники постоянного тока: выпрямители ВС-300 и ВС-600; преобразователи ПД-305, П ГС-500 и др.
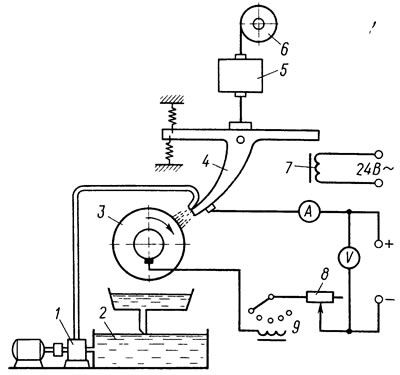
Рис. 3.22. Схема установки для вибродуговой наплавки: 1 - насос для подачи охлаждающей жидкости; 2 - бак для жидкости; 3 - деталь; 4 - наплавочная головка; 5 - механизм подачи проволоки; 6 - кассета с электродной проволокой; 7 - электромагнитный вибратор; 8 - сопротивление; 9 - индуктивное сопротивление
Вибродуговая наплавка в среде углекислого газа осуществляется наплавочной головкой ВГ-822; для вибродуговой наплавки под флюсом используют наплавочные головки ОКС-1252, ОКС-6569.
Для индукционной наплавки применяют высокочастотные генераторы ВЧИ-63/044, ВЧИ-2-100/0066 и др. Для наплавки фасок клапанов всех типоразмеров применяется автоматическая установка 01.03-172 "Ремдеталь" и др.