
На крупных ремонтных предприятиях применяют поточно-механизированный способ разборки автомобилей. В этом случае используют тяговые или несущие конвейеры. Простота конструкции и высокая надежность тяговых транспортеров позволяет использовать их на участках с повышенной загрязненностью. На поточных линиях разборки целесообразно применять кантователи рам с мостами. Гидравлический кантователь (рис. 2.2) одновременно является последним постом разборки, на котором после кантования рамы снимаются мосты с рессорами, балансирные подвески с мостами в сборе и другие сборочные единицы и детали, которые по технологическому процессу снимаются с перевернутой рамы. Для разборки агрегатов и двигателей используют конвейеры, оснащенные гидравлическими установками с силовыми головками и комплектами съемников для каждого поста разборки.
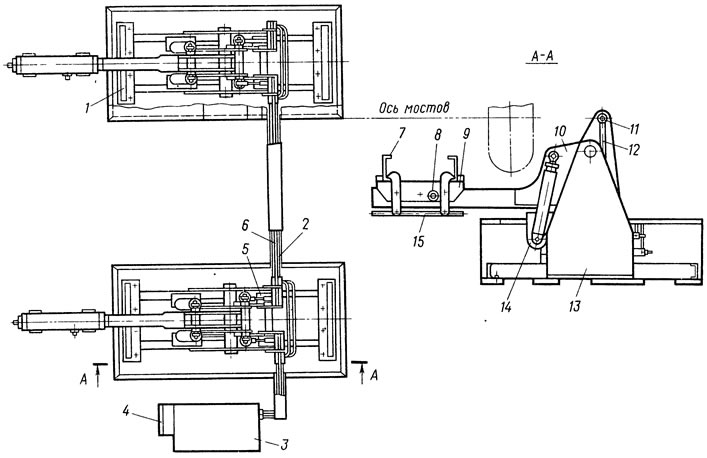
Рис. 2.2. Гидравлический кантователь рам с мостами: 1 - стойка; 2 - система трубопроводов; 3 - гидростанция; 4 - пульт управления; 5 - рукав; 6 - канал в полу; 7 - рама автомобиля; 8 - винт; 9 - поворотная площадка; 10 - рычаг; 11 - кронштейн; 12 и 14 - гидроцилиндры; 13 - рама; 15 - винтовой зажим
На современных ремонтных предприятиях находят применение гибкие автоматизированные комплексы для разборки агрегатов и двигателей со встроенными установками для их очистки после подразборки (рис. 2.3). Применение подобного рода гибких автоматизированных комплексов дает возможность сконцентрировать в одном месте частичную разборку агрегатов, их мойку и окончательную разборку. Применение этих комплексов позволяет также наиболее рационально использовать производственные площади.
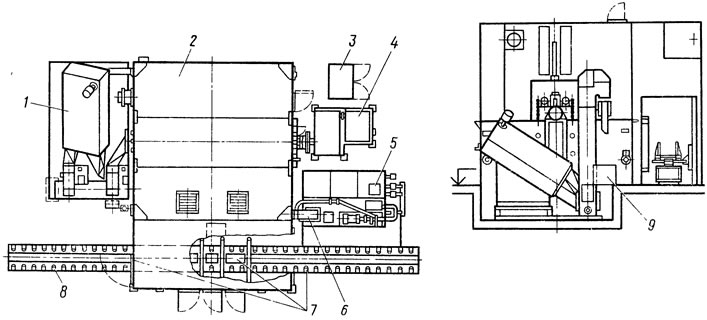
Рис. 2.3. Автоматизированный комплект для очистки подразобранного двигателя: 1 - моечная машина, 2 - установка для очистки моющих растворов; 3 - гидростанция; 4 - привод; 5 - маслоотделительный бак: 6 - конвейер для сброса отходов шлама с фильтровальным полотном; 7 - отвод на очистку масляных загрязнений; 8 - секция приводная; 9 - секция неприводная
В значительной степени снижается трудоемкость и повышается производительность труда при использовании многоместных стендов для разборки коробки передач, компрессоров и др. Весьма эффективно применение на разборке универсальных гидравлических установок, обслуживающих несколько постов (рис. 2.4). Некоторые составные части автомобилей, например сцепление, рулевые механизмы, разбирают на одноместных стендах и приспособлениях с применением механизированных приводов и инструментов (рис. 2.5).
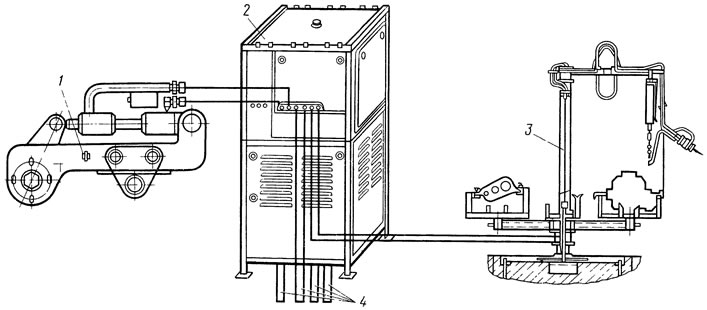
Рис. 2.4. Схема размещения оборудования при обслуживании нескольких постов: 1 - гидравлический гайковерт; 2 - универсальная гидравлическая установка на 6 постов; 3 - стенд для разборки (сборки) коробок передач и раздаточных коробок; 4 - подсоединение комплекта приспособлений с гидроприводом
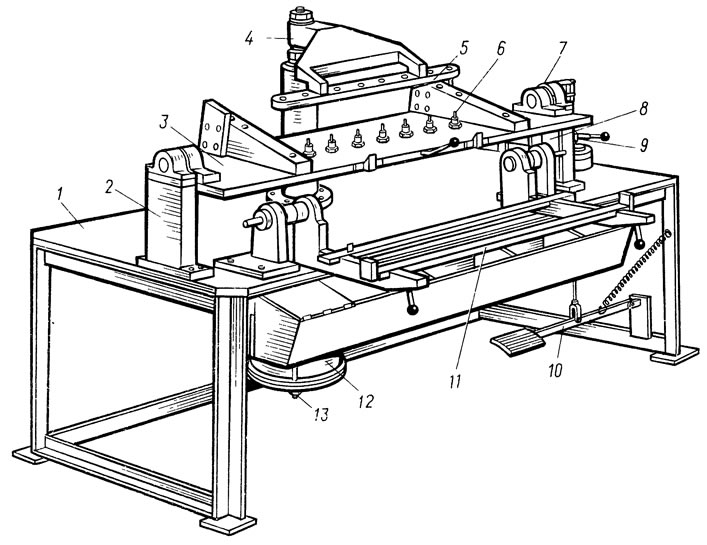
Рис. 2.5. Стенд для разборки (сборки) головок блока цилиндров двигателей ЗИЛ-130: 1 - станина; 2 и 8 - стойки; 3 - поворотная плита; 4 - прижим; 5 - планка; 6 - упор; 7 - фиксатор; 9 - кран управления; 10 - поворотный кронштейн; 11 - педаль; 12 - пневмоцилиндр; 13 - штуцер подвода сжатого воздуха
Наибольшей трудоемкостью отличается операция разборки резьбовых и неподвижных соединений, которые составляют более 50% от общих трудовых затрат на процессы разборки. Большой объем работ занимает разборка подшипниковых соединений. Сохранность подшипников при разборке в большинстве случаев позволяет повторно их использовать.
Повышение производительности труда и сохранность деталей при разборке резьбовых соединений в основном достигаются путем широкого применения механизированного инструмента. При выборе универсального механизированного инструмента (гайковертов, отверток) для разборки (сборки) следует учитывать крутящий момент, необходимый для отвертывания гайки (болта), диаметр резьбы, а также положительные и отрицательные особенности электрического, гидравлического и пневматического инструмента (табл. 2.1).
| Показатель | Тип провода | ||
| Электрический | Гидравлический | Пневматический | |
| Отношение развиваемого крутящего момента к массе инструмента, Н·м/кг | 6,9/1,0 | 24,5/3,5 | 19,6/2,5 |
| Коэффициент полезного действия, % | 40...50 | 55...65 | 7...11 |
| Масса инструмента, кг | 8...10 | 2,5...3,5 | 2,0...2,5 |
| Шумность в работе | Шум средней силы и высокой частоты | Шум практически отсутствует | Резкий шум большой силы и высокой частоты |
На отдельных постах разборки резьбовых соединений находят применение стационарные электромеханические гайковерты. На рис. 2.6 показан такой стенд, предназначенный для отвертывания гаек стремянок рессор грузовых автомобилей. Его применение значительно снижает трудоемкость и улучшает условия труда. Электромеханические стационарные гайковерты целесообразно применять на специализированных ремонтных предприятиях при больших объемах выпуска. Значительное повышение производительности труда при разборке (сборке) резьбовых соединений достигается, если используются многошпиндельные гайковерты, настроенные на выполнение определенных операций.
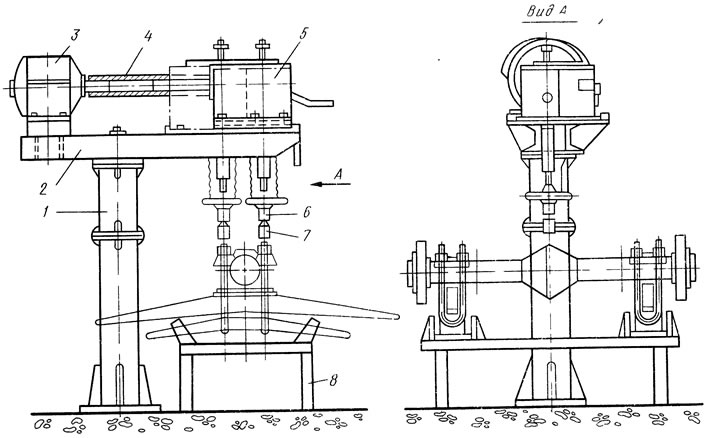
Рис. 2.6. Стенд для отвертывания гаек стремянок рессор грузовых автомобилей: 1 - колонна; 2 - поворотная площадка; 3 - электродвигатель; 4 - муфта; 5 - редуктор; 6 вертикальный шпиндель; 7 - ключ; 8 - специальная подставка
Разборка прессовых соединений осуществляется с помощью прессов, захватов и зажимных устройств с ручным или гидравлическим, пневматическим и электрическим приводами. Усилие Рр, необходимое для распрессовки, приблизительно может быть подсчитано эмпирическим путем.
Для стальной ступицы и стального вала:
Рр = 1,5Pз = 3δl,
где з — усилие запрессовки, Н;
δ — натяг, мкм;
l — длина ступицы мм.
Для чугунной ступицы и стального вала:
Рр = 1,5Pз = 1,15δl,
Прессы, применяемые при разборке (сборке) автомобилей, различают по виду привода, конструкции и назначению. По виду привода различают ручные, пневматические и гидравлические, по назначению — универсальные и специальные. Прессы с ручным приводом создают небольшие усилия и требуют значительных затрат энергии рабочего. Применяют их при небольших объемах производства для вы-прессовки втулок, пальцев малого диаметра, штифтов, некоторых Шкивов и подшипников. Винтовые ручные одностоечные прессы развивают усилие 5—7 кН, двухстоечные до 50 кН. Ход ползуна винтовых прессов 100—250 мм.
При выполнении разборочных работ применяют универсальные и специальные гидравлические и пневматические прессы. Пневматические прессы благодаря большим развиваемым усилиям находят весьма широкое применение. Они могут быть прямого действия и рычажные. Наиболее удобны пневматические прессы рычажного действия. Гидравлические прессы более компактны и создают большие усилия по сравнению с пневматическими. При больших объемах выпуска целесообразно применение специальных установок с гидравлическим приводом, обеспечивающим более высокую производительность при разборке.
Независимо от технологического процесса направляющие втулки клапанов, втулки коромысел, палец промежуточной шестерни в сборе, втулки распределительных валов, а также агрегаты топливной аппаратуры, масляный насос, фильтры, центрифуги и другие сборочные единицы, узлы и агрегаты разбирают только после их мойки и проверки на специальных стендах. Они могут оказаться годными для дальнейшей работы без ремонта и излишняя их разборка ведет к повышенному изнашиванию сопряжений в период приработки и к увеличению трудоемкости ремонта автомобилей.
Разборка и сборка автомобилей при ремонте связана с подъемом и транспортировкой агрегатов, узлов и деталей. Масса отдельных агрегатов достигает нескольких сот килограммов. Поэтому ремонтные преприятия оснащаются всевозможным подъемнотранспортным оборудованием, монорельсовыми путями, кран-балками, консольными кранами, подвесными конвейерами и др.
Вспомогательные транспортные работы выполняют с применением электрокаров и автопогрузчиков. Наиболее широкое распространение на ремонтных предприятиях получила электрокара ЭК-2 грузоподъемностью 2 т и скоростью до 10 км/ч. В разборных отделениях применяют кран-балку с механическим и электрическим приводом. В качестве подъемных механизмов на кран-балках используют ручные, пневматические, а чаще самоходные электрические тали с кнопочным управлением грузоподъемностью до 5 т и с высотой подъема до 5 м. Подъемно-транспортные работы в зоне небольшого радиуса действия выполняют консольными кранами-укосинами. Они могут быть поворотные настенные, передвижныё напольные, поворотные потолочные и поворотные на свободно стоящей опоре. Чаще применяют консольные поворотные краны настенные и на свободно стоящей опоре.