
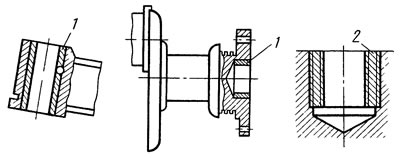
Рис. 3.3. Восстановление деталей постановкой дополнительных элементов: 1 - втулка; 2 - ввертыш
При износе или повреждении отдельной поверхности детали сложной формы поврежденную часть детали удаляют, и на ее место устанавливают заранее подготовленный ДЭ. Например, блок шестерен заднего хода восстанавливают заменой зубчатых венцов. Для этого производят местный отжиг венца токами высокой частоты, затем срезают его на токарном станке. На обработанную поверхность напрессовывают новый зубчатый венец и приваривают его (рис. 3.4).
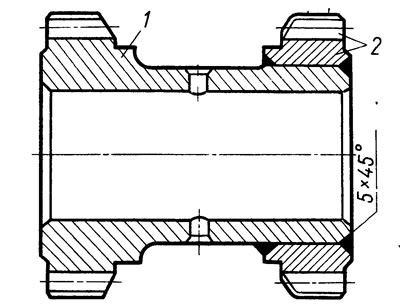
Рис. 3.4. Восстановление блока шестерен заднего хода коробки передач постановкой зубчатого венца: 1 - шестерня; 2 - венец
Обычно ДЭ и восстанавливаемую деталь изготавливают из одного и того же материала. Посадочные отверстия в чугунных деталях могут восстанавливаться стальными втулками. Для стальных втулок толщину стенок принимают не менее 2,0...2,5 мм, для чугунных — вдвое толще. Рабочая поверхность ДЭ должна обладать теми же свойствами, что и восстанавливаемая поверхность детали. Поэтому в случае необходимости ДЭ должен подвергаться соответствующей термической обработке.
Соединение ДЭ, имеющего форму втулки, гильзы или кольца, обеспечивается с основной деталью за счет посадки с натягом. Сопрягаемые поверхности обрабатывают по допускам посадки H7/j6 второго класса точности с шероховатостью Ra=1,25/0,32 мкм. Изношенные отверстия обрабатывают расточкой, рассверливанием и развертыванием или рассверливанием при восстановлении резьб. При запрессовке втулок сопрягаемые поверхности целесообразно смазывать машинным маслом для предохранения поверхностей от заедания и облегчения запрессовки.
В тех случаях, когда детали сопряжения работают с большими нагрузками при высоких температурах, изготовлены из материалов с разными коэффициентами линейного расширения и соединяются с большим натягом, целесообразно перед запрессовкой нагревать охватывающую деталь или охлаждать охватываемую. Например, при запрессовке седел клапанов головку цилиндров двигателя, например КамАЗ, рекомендуется нагревать до температуры 90°C, а седла охлаждать в жидком азоте при температуре минус 175°C. В отдельных случаях для большей надежности крепления ДЭ применяют сварку, установку стопорных штифтов, шпилек или винтов, клеевые композиции.
После постановки и закрепления ДЭ производят их окончательную механическую обработку до требуемых размеров.
Восстановление деталей постановкой ДЭ является надежным и общедоступным способом. Однако способ является сложным и дорогим, так как необходимо предварительно обрабатывать изношенную поверхность детали, изготавливать ДЭ, который после постановки и крепления необходимо вновь подвергать окончательной обработке. Кроме того, снижается прочность деталей класса валов, особенно работающих при знакопеременных нагрузках. Применение способа ограничивается и по конструктивным соображениям из-за отсутствия необходимой толщины тела детали.