
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Восстановление деталей класса «прямые круглые стержни» и «стержни с фасонной поверхностью»
Восстановление деталей класса «прямые круглые стержни» и «стержни с фасонной поверхностью»
Характеристика и условия работы деталей
К круглым стержням относятся детали, которые характеризуются цилиндрической формой при длине, значительно превышающей диаметр детали. К круглым стержням относятся поршневые пальцы, оси привода сцепления, валики водяного насоса, шкворни, оси блока шестерен заднего хода, толкатели, валы коробок передач, карданные валы и крестовины карданов, валы и полуоси задних мостов, поворотные цапфы, валы рулевого управления, впускные и выпускные клапаны, коленчатые и распределительные валы и др. Для их изготовления применяют конструкционные среднеуглеродистые и легированные стали, высокопрочный чугун. Рабочие поверхности в большинстве случаев подвергают закалке токами высокой частоты или цементации (цианированию) с последующей закалкой и низкотемпературным отпуском.
Круглые стержни очень разнообразны по форме и размерам, однако по технологическим признакам их разделяют на прямые круглые стержни, т. е. гладкие, и стержни с фасонной поверхностью, или ступенчатые. Наиболее простую геометрическую форму имеют прямые круглые стержни. Стержни с фасонной поверхностью имеют более сложную форму. Они могут быть со шлицами на одной или нескольких ступенях стержня, с резьбой, с фланцем на конце стержня, с канавками для выхода шлифовального круга или без канавок, но с закруглениями небольшого радиуса в местах перехода от одной ступени к другой (галтелью). Резьбы, лыски, кольцевые канавки, галтели, пазы под шпонки, отверстия на цилиндрических поверхностях стержней являются концентраторами напряжений.
Некоторые детали данного класса имеют присущие только их поверхностям признаки. Это наличие в коленчатом валу шатунных шеек, отстоящих от оси вала на определенном расстоянии и имеющих определенный угол развала кривошипов, наличие резьбового отверстия под храповик и центрового отверстия во фланце вала, наличие точных отверстий для крепления маховика к коленчатому валу. Характерными в конструкции распределительных валов являются наличие кулачков сложного профиля, эксцентрика, зубчатого венца, опорных шеек малого диаметра и относительно большая длина вала.
В зависимости от отношения длины l к диаметру d различают жесткие и нежесткие стержни. Жесткие стержни имеют отношение длины к диаметру в средней части не более 12, т. е. l/d≤12. Нежесткие стержни имеют отношение l/d≥12.
При механической обработке круглых стержней установочными базами в основном служат центровые отверстия 1 (рис. 4.9, а) и реже наружные цилиндрические поверхности 2. Установочной базой при обработке на бесцентрово-шлифовальных станках служит их цилиндрическая поверхность (рис. 4.9, б).
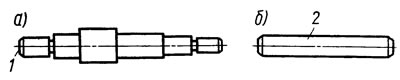
Рис. 4.9. Схема базирования при обработке деталей: а - на токарном или круглошлифовальном станке; б - на бесцентрово-шлифовальном станке
Прямые круглые стержни с гладкой поверхностью работают в условиях трения в сопровождении знакопеременных нагрузок и механических деформаций. Разрушительными факторами, снижающими прочность этих деталей, являются трение, изгиб, знакопеременные нагрузки, скручивание и срез.
Прямые круглые стержни с фасонной поверхностью работают в условиях контактных нагрузок в сопровождении изгибающих усилий. Разрушительными факторами являются контактные нагрузки, изгиб и трение.
Основные дефекты и способы их устранения
Основными дефектами являются износы шеек под подшипники, шлицев и шестерен, шпоночных канавок, отверстий во фланцах; износ и повреждение резьбы; износ, задиры и кольцевые риски на прочих трущихся поверхностях. Преимущественное применение при восстановлении шеек под подшипники получили вибродуговая наплавка, наплавка в среде углекислого газа и электроконтактная приварка стальной ленты.
Шейки под подшипники восстанавливают наплавкой в такой последовательности: шлифование изношенной шейки, наплавка, точение наплавленной шейки, закалка токами высокой частоты и отпуск, чистовое шлифование шейки в соответствии с размером на рабочем чертеже.
При восстановлении шеек элект-роконтактной приваркой стальной ленты шейки предварительно шлифуют для придания правильной геометрической формы, затем к шейке приваривают ленту и шлифуют в соответствии с размером на рабочем чертеже.
Износ шлицев устраняют наплавкой под флюсом с последующим точением наплавленной поверхности, фрезерованием шлицев, закалкой, отпуском и шлифованием.
Износ зубьев по толщине и выкрашивание их рабочих поверхностей устраняют заменой зубчатого венца дополнительной ремонтной деталью, если это допускает конструкция вала. Токами высокой частоты производят местный отпуск изношенной шестерни и затем срезают ее. Изготавливают венец новой шестерни из того же материала, что и вал. Напрессовывают венец на вал и приваривают его с помощью сварки в среде углекислого газа. Подрезают торец наплавленной поверхности и подвергают венец термической обработке.
Повреждение наружной резьбы до двух ниток устраняют ее калибровкой. Изношенную или поврежденную резьбу (более двух ниток) удаляют точением, производят наплавку, точение наплавленной поверхности, и нарезают резьбу. Затем в зависимости от конструкции вала сверлят сквозные отверстия под шплинт, осуществляют зенкование фасок в отверстиях с двух сторон или фрезерование паза с последующим калиброванием резьбы.
Износ шпоночной канавки устраняют заваркой с последующим шлифованием шейки и фрезерованием шпоночной канавки на прежнем месте в соответствии с размером на рабочем чертеже. На валах коробки передач возможно фрезерование новой канавки под углом 180° к изношенной.
Погнутость стержней устраняется правкой. Стержень устанавливают на призмы и усилием пресса перегибают в противоположную сторону на величину, превышающую изгиб стержня в 10 раз. Чугунные коленчатые валы правят наклепом или применяют более эффективный способ поэлементной правки, при которой усилие пресса прикладывается только на деформированные отдельные элементы вала.
Биение торцевой поверхности фланца стержня устраняют точением торца "как чисто", но до размера, не менее допустимого по техническим требованиям.
Изношенные отверстия во фланце, коленчатого вала под болты крепления маховика восстанавливают их развертыванием в сборе с маховиком под ремонтный размер. При наличии резьбовых отверстий во фланце под болты крепления маховика поврежденные резьбы восстанавливаются постановкой ввертышей.
Одним из распространенных способов восстановления коренных и шатунных шеек коленчатого вала, опорных шеек распределительного вала является способ ремонтных размеров. Ремонтный интервал для шеек коленчатого вала двигателей ЗИЛ-130, ЯМЗ-238 составляет 0,25 мм, для двигателей КамАЗ — 0,5 мм, для опорных шеек — 0,2 мм.
Вначале шлифуют коренные шейки, устанавливая коленчатый вал в центры станка. Для шлифования шатунных шеек коленчатый вал устанавливают в центросместители, которые обеспечивают смещение оси вала на радиус кривошипа и совмещение оси шлифуемой шатунной шейки с осью шпинделя станка. Радиус кривошипа для двигателя ЗИЛ-130 — (47,50±0,08) мм, ЯМЗ-238 — (70±0,12) мм, КамАЗ — (60±0,05) мм. Шлифование начинают с первой шатунной шейки. Для шлифования следующей шейки вал поворачивают вокруг оси на 90°. Все коренные шейки шлифуют под один ремонтный размер, который может отличаться от ремонтного размера шатунных шеек. Кромки фасок масляных каналов коренных и шатунных шеек притупляют при помощи шлифовальной машинки. Требуемую шероховатость поверхности шеек получают суперфинишированием или полировкой. При суперфинишировании достигается более высокое качество поверхности шеек с точки зрения их геометрической точности и шероховатости.
По окончании обработки наружную поверхность и масляные каналы промывают от технологических загрязнений 3—5%-ным раствором кальцинированной соды в специальной моечной установке, после чего вал обдувают сжатым воздухом.
Для восстановления шеек стальных коленчатых валов, вышедших за пределы последнего ремонтного размера, применяют различные способы их наращивания. Широкое распространение в основном получили следующие три технологических процесса механизированной наплавки под флюсом.
1. Наплавку проводят под флюсом АН-348А пружинной проволокой 2-го класса или Нп-65Г с последующим высоким отпуском — нагревом до температуры 650°C и выдержкой при этой температуре в течение 45 мин. Перед чистовым шлифованием шеек их закаливают токами высокой частоты нагревом в течение 15 с до температуры 900...920°C с охлаждением водой. Для снятия напряжений, возникающих при закалке, производят низкий отпуск при температуре 170...190°C. Надежность восстановленных валов достигает уровня новых.
2. Наплавку производят под флюсом АН-348А проволокой Нп-30 ХГСА или под флюсом АН-15М проволокой Нп-40Х2Г2М. После наплавки проводят нормализацию. Коленчатый вал нагревают до температуры 860...900°C в течение 1 ч и выдерживают при этой температуре 20 мин, после чего охлаждают на воздухе. Затем производят механическую обработку и закалку шеек токами высокой частоты. Надежность восстановленных валов высокая, исключается образование трещин при правке, так как после нормализации валы приобретают высокую пластичность. Однако затраты на термическую обработку возрастают.
3. Наплавку проводят пружинной проволокой 2-го класса под флюсом АН-348А с добавлением 2,5% феррохрома и 2% графита. После охлаждения и на воздухе проводят черновое и чистовое шлифование, суперфиниширование и полирование. Несмотря на простоту процесс имеет и недостатки: появление трещин при правке вала из-за низкой пластичности наплавленного слоя и неоднородность состава наплавленного металла.
Разработаны и внедряются на производстве технологические процессы наплавки порошковой проволокой ПП-Нп 40Х4Г2 СМНТФ под флюсом АН-44У1, обеспечивающие твердость, качество наплавляемого металла и хорошую обрабатываемость.
Шейки чугунных коленчатых валов восстанавливают вибродуговой наплавкой в потоке воздуха проволокой Св-15ГСТЮЦА. Твердость наплавленного слоя 55...59 HRC₃. После шлифовки шеек отсутствуют трещины, раковины и поры.
Одним из способов восстановления чугунных коленчатых валов является плазменное напыление. Технология восстановления предусматривает следующий порядок выполнения операций. Очистка в расплаве солей и щелочей, правка вала, восстановление технологических баз, предварительная шлифовка коренных и шатунных шеек, сушка в термопечи при температуре 300...320°C в течение 50...60 мин. На поверхность противовесов наносится лак ЛБС-1 с последующей сушкой на воздухе. Затем шейки обрабатывают электрокорундом зернистостью 80...300 мкм в струе сжатого воздуха давлением 0,5...0,6 МПа.
Шатунные шейки защищают металлическими экранами, и на коренные шейки напыляется вначале подслой порошка ПН85Ю15 толщиной 0,1...0,2 мм, а затем смесь композиции порошков (8 объемов ПЖРВ + 6 объемов ПРН 73Х16СЗРЗ и 3 объема ПН85Ю15) до диаметра на 0,8...1,0 мм более номинального диаметра. После снятия экранов с шатунных шеек производится напыление подслоя на шатунные шейки и смеси порошковой композиции. Остывший вал подвергается черновому и чистовому шлифованию шеек. Восстановление шеек обеспечивает достаточную их износостойкость без снижения усталостной прочности коленчатого вала.
Опорные шейки распределительного вала, вышедшие за пределы ремонтных размеров, восстанавливают вибродуговой наплавкой, наплавкой в среде углекислого газа, плазменным напылением с последующим оплавлением токами высокой частоты. Перед напылением опорные шейки шлифуют, в масляные каналы устанавливают графитовые пробки, после чего шейки подвергают дробеструйной обработке. Напыление осуществляют порошковой смесью ПС-2 (80...85% ПЖ-5М и 15...20% ПН-ХН80С4Р4), а для чугунных валов ПС-4 (98% ПЖ-5М и 1—2% АКП) обеспечивая припуск на шлифование 0,15...0,20 мм на сторону. После оплавления покрытия шлифуют шейки, обрабатывают фаски, масляные отверстия и каналы и полируют шейки.
Изношенные кулачки распределительного вала обрабатывают шлифованием "как чисто" до устранения следов износа и восстановления их требуемого профиля. После шлифования кулачки полируют полировальной лентой или пастой ГОИ №10. Способом шлифования рекомендуется восстанавливать кулачки не более одного раза, так как при дальнейшем шлифовании значительно уменьшается радиус вершины кулачка, что приводит к нарушению фаз газораспределения. Рациональными способами восстановления кулачков являются вибродуговая наплавка и наплавка в среде углекислого газа при помощи специального копировального приспособления. После наплавки вал проверяют на изгиб и при необходимости правят. Затем производят черновое и чистовое шлифование. Вал базируется по центровым отверстиям и шпоночной канавке.
Износ стержня клапана устраняют хромированием или железнением. Предварительно стержень клапана шлифуют на глубину 0,1 мм. Толщина наносимого гальванического покрытия должна предусматривать припуск на последующее шлифование не менее 0,05 мм на сторону при хромировании и 0,15...0,20 мм — при железнении. После шлифования стержень полируют.
Износ, риски и раковины на рабочей фаске клапана устраняют шлифованием. Установочной базой является цилиндрическая поверхность стержня. Если после шлифования фаски высота цилиндрического пояска головки клапана окажется менее указанной в технических требованиях, то он подлежит восстановлению плазменной наплавкой. Наплавку производят хромоникелевыми сплавами типа СНГП-60 и ПГ-СРЗ (ПГ-ХН80СЗРЗ) по всей длине окружности. Алмазными резцами обрабатывают наплавленную поверхность, а затем шлифуют в размер рабочего чертежа.
Типовой технологический процесс
Основное техническое требование, которое необходимо выполнить при восстановлении прямых круглых стержней и стержней с фасонной поверхностью, аналогично требованию для восстановления полых стержней — это обеспечение размеров и шероховатости восстанавливаемых поверхностей, их твердости и прочности сцепления с основным металлом, а также соосности и симметричности относительно общей оси, допустимой овальности и конусообразности.
Технологический процесс восстановления деталей данного класса начинают с проверки состояния фасок центровых отверстий и, при необходимости, их исправления. Затем производят правку детали и механическую обработку изношенных поверхностей под тепловые способы восстановления. Выполняют сварочные и наплавочные операции с последующей нормализацией поверхностей при необходимости улучшения их обрабатываемости. Наплавленные поверхности подвергают черновой и чистовой механической обработке, а затем нарезают резьбы, фрезеруют шлицы, шпоночные канавки. Для восстановления физико-механических свойств рабочих поверхностей деталей выполняют термическую обработку. Затем обрабатывают поверхности под постановку дополнительных ремонтных деталей, их установку и механическую обработку. Подготавливают поверхности под гальваническое наращивание и после наращивания покрытия обрабатывают их. Завершающей операцией является шлифование с последующим суперфинишированием или полированием точных поверхностей, которое выполняется последним с целью предотвращения случайного повреждения окончательно обработанной поверхности.
Схема типового технологического процесса следующая:
- исправление центровых отверстий;
- устранение погнутости;
- удаление поврежденной или изношенной резьбы;
- наплавка резьбовых, шлицевых поверхностей, заварка шпоночных канавок;
- наплавка шеек;
- термическая обработка (нормализация);
- обработка наплавленных поверхностей (резьбовых, шлицевых и шпоночных канавок);
- предварительная обработка шеек; термическая обработка;
- правка;
- обработка поверхностей под постановку ДРД;
- постановка ДРД;
- обработка установленных ДРД;
- поготовка поверхностей под гальваническое наращивание;
- гальваническое наращивание поверхностей;
- предварительная обработка гальванических покрытий;
- чистовая обработка поверхностей; балансировка;
- полирование поверхностей.
Применяемые средства технологической оснащенности
Для механической обработки деталей данного класса применяют оборудование, аналогичное оборудованию для обработки полых стержней; токарно-винторезные станки 16Б16П, 16К20; круглошлифовальные станки ЗМ151У, ЗУ132М, ЗУ142; бесцентрово-шлифовальные станки ЗМ182А, ЗМ184А; вертикально-сверлильные станки 2Н118-1, 2Г125, 2М112; фрезерные станки 6Р81Г, 6Р11 и др.
Шейки коленчатого вала шлифуют на круглошлифовальных станках 3A423, опорные шейки и кулачки распределительного вала на копировально-шлифовальном станке 3A433, рабочие фаски клапанов на специальных станках МШ-197А, МШ-29. Окончательно шейки коленчатых валов обрабатывают на суперфинишных станках 2К34, 3875К или на установках для финишной обработки шеек моделей 184010, 184012 и др.
Шейки валов и осей восстанавливают: вибродуговой наплавкой — наплавочными головками УАНЖ-6, ОКС-1252, О КС-6569, ВГ-822; в среде углекислого газа — наплавочными автоматами АДПГ-500, АТП-2, полуавтоматами А-547Р, А-547У, А-537 и на установках УД-209, УД-292, УД-420, 011-1-00.01 "Ремдеталь"; под флюсом— наплавочными головками А-580, А-765, А-11197, ОКС-1252М и на установках УД-139, УД-140, 011-1-00.01 "Ремдеталь" и др. Кроме того, шейки восстанавливают: электроконтактной приваркой стальной ленты на установках 011-1-02 "Ремдеталь", 011-1-10 "Ремдеталь", электроконтактным напеканием порошков на установке 011-1-05 "Ремдеталь", газоплазменным напылением и наплавкой на установке 011-1-09 "Ремдеталь", плазменной наплавкой на установке УД-417.
Резьбовые поверхности на валах восстанавливают, кроме вибродуговой наплавки и в среде углекислого газа, заполнением впадин между витками резьбы присадочной проволокой на установке 011-1-05 "Ремдеталь". Шлицы восстанавливают под флюсом на установке 01.06.081 "Ремдеталь".
Фаски клапанов восстанавливают индукционной наплавкой порошков на автоматической установке 01.03-172 "Ремдеталь".
Шейки коленчатых валов восстанавливают плазменным напылением на установке УН-126, а электроконтактное напекание порошков на шейки чугунных коленчатых валов осуществляют на станке ОКС-22041.
Для обработки поверхности деталей дробью или шлифкорундом перед нанесением покрытий применяют установку струйной обработки 026-7 "Ремдеталь".
Для правки коленчатых валов применяют установку 01.01.112М "Ремдеталь", для правки валов, в том числе распределительных, — установку 05.12.342 "Ремдеталь". Балансируют коленчатые валы на балансировочных станках КИ-4274, МС-901 и др.
Поверхности стержней восстанавливают гальваническими покрытиями в стационарных ваннах.
При механической обработке в качестве приспособлений применяют центры, поводковые хомутики, патроны и планшайбы. При шлифовании шатунных шеек применяют центросмеси-тели. Для шлифования шеек стальных коленчатых валов используют шлифовальные круги Э46 60СТ1 СТ2К, чугунных — К4 46 СМ2М2 5К.
Для суперфиниширования шеек коленчатых валов применяют алмазно-абразивные бруски АСМ 20/14 с 50 %-ной концентрацией алмазов на специальной связке СК4к. Бруски закрепляют на пластмассовых колодках с мраморной крошкой в качестве наполнителя.
Для обработки наплавленных поверхностей применяют такой же режущий, абразивный и алмазный инструмент, как и при обработке деталей класса "полые стержни".
Для контроля размеров обрабатываемых поверхностей применяют штангенциркули, микрометры, калибры. Радиальное и торцовое биения контролируют индикаторами.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Принципы разработки маршрутов при маршрутной технологии…
Выбор эффективного способа восстановления изношенных и поврежденных…
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Принципы разработки маршрутов при маршрутной технологии…
Выбор эффективного способа восстановления изношенных и поврежденных…
Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «некруглые стержни»
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Восстановление деталей класса «некруглые стержни»
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Похожие статьи из соседних разделов:
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот