
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Восстановление деталей класса «некруглые стержни»
Восстановление деталей класса «некруглые стержни»
Характеристика и условия работы деталей
К классу "некруглые стержни" относятся детали, поперечное сечение которых не круглой формы, а длина более чем вдвое превышает размеры поперечного сечения. К этому классу относятся балки передней оси, шатуны, рулевые сошки, коромысла клапанов, вилки переключения передач, педали сцепления и тормоза, рычаги и др. Их изготавливают из стали, серого и ковкого чугуна.
Конфигурация стержней отличается значительным разнообразием. Они могут быть прямые и кривые, с одним основным отверстием либо с двумя и несколькими взаимосвязанными отверстиями, расположенными на параллельных осях или под различными углами друг к другу. Кроме взаимосвязанных отверстий, они могут также иметь обработанные торцевые поверхности, шпоночные пазы, шлицы, прорези, крепежные отверстия.
Установочными базами при механической обработке вначале служат поверхности стержня и бобышки, а затем основные отверстия и обработанные торцевые поверхности этих отверстий (рис. 4.12).
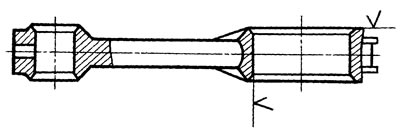
Рис. 4.12. Схема базирования при обработке отверстий
Некруглые стержни работают в условиях совместного действия основных деформирующих нагрузок, сопровождающихся вибрацией. Так, балки передней оси в процессе эксплуатации подвергаются ударным и вибрационным нагрузкам и работают в основном на изгиб и скручивание от вертикальных усилий и толкающих или тормозящих продольных усилий, передающихся упругими элементами подвески. Работа шатуна характеризуется большими инерционными нагрузками, вызывающими в поперечном сечении напряжения растяжения и поперечного изгиба. Кроме того, переменные нагрузки, изменяющиеся в широких пределах, создают напряжение сжатия и продольного изгиба.
Разрушительными факторами для деталей класса "некруглые стержни" являются растяжение, скручивание, срез, сжатие, изгиб, вибрация.
Основные дефекты и способы их устранения
Основными дефектами деталей класса "некруглые стержни" являются трещины, погнутость и скрученность, износ гладких отверстий, торцевых и сферических поверхностей, пазов, повреждение и износ резьбовых отверстий и резьбовых шеек. При наличии трещин детали, как правило, подлежат выбраковке.
Изгиб и скрученность рычагов устраняют правкой в холодном состоянии под прессом. Правку шатунов рекомендуется выполнять с двойным перегибом для снижения остаточных напряжений. Лучшие результаты дает правка с последующей термической стабилизацией путем нагрева шатунов до температуры 470...490°C, с выдержкой в течение 25...30 мин и охлаждением на воздухе.
Изгиб и скрученность балок переднего моста проверяют и устраняют на специальном стенде при помощи его гидравлических домкратов.
Изношенные конусные отверстия рычагов рулевого управления восстанавливают обжатием их бобышек в нагретом состоянии с последующей обработкой отверстия конусной разверткой в соотстветстии с размером на рабочем чертеже.
Изношенные гладкие отверстия в рычагах (балках передней оси, рычагах нажимного диска сцепления, вилках переключения передач и других) восстанавливают развертыванием под увеличенный размер или постановкой втулки с последующей обработкой ее отверстия в соответствии с размером на рабочем чертеже. Так, изношенное отверстие под игольчатый подшипник в рычаге нажимного диска сцепления восстанавливается развертыванием под ремонтный размер. Так же восстанавливается и отверстие под клин шкворня в балке передней оси. Изношенное отверстие под шкворень в балке передней оси растачивают, запрессовывают втулку, совмещая радиусную канавку во втулке с отверстием под клин в бобышке балки, подрезают торцы бобышки с двух сторон "как чисто" и растачивают отверстие во втулке в соответствии с размером на рабочем чертеже.
Изношенные втулки в отверстиях рычагов (шатунов, коромысле клапанов, педалей сцепления и тормоза) подлежат замене. При изнашивании отверстия во втулке верхней головки шатуна новую втулку запрессовывают так, чтобы стык ее был расположен под углом 90° к оси симметрии шатуна. Затем втулку уплотняют прошивкой, сверлят отверстие для прохождения масла, зенкуют фаски с обеих сторон втулки и растачивают втулку в соответствии с размером на рабочем чертеже.
Износ торцевых поверхностей рычагов устраняют обработкой "как чисто", но до размера, не менее указанного в технических требованиях.
Изношенные торцы бобышки балки передней оси фрезеруют парными фрезами, выдерживая перпендикулярность оси под шкворень. Уменьшение высоты бобышки компенсируют постановкой шайб при сборке. Изношенные площадки под рессоры фрезеруют торцевой фрезой. Причем эти площадки восстанавливают в первую очередь при ремонте балки передней оси, так как они являются установочными базами при устранении дефектов балки. При восстановлении шатуна сначала шлифуют один из торцов его нижней головки. Затем, базируясь на исправленном торце, обрабатывают второй торец нижней головки шатуна. При значительных износах торцы шатуна восстанавливают железнением.
Изношенные отверстия в нижней головке шатуна восстанавливают холодным железнением с применением асимметричного переменного тока промышленной частоты. Предварительно с целью устранения искажений геометрической формы отверстия его шлифуют, а затем восстанавливают железнением поверхности и обработкой его в соответствии с размером на рабочем чертеже.
Более производительным способом восстановления отверстия в нижней головке шатуна является плазменное напыление. Восстанавливаемое отверстие обрабатывают чугунной дробью ДЧК-1,0 или карбидом кремния фракцией 0,5...1,5 мкм при давлении сжатого воздуха 0,4...0,6 МПа. Поверхности, не подлежащие напылению, защищают экранами или пробками из металлической фольги, асбеста или графита. Шатун крепят в планшайбе токарного станка. Отверстие протирают тампоном, смоченным в ацетоне, и затем прогревают плазменной струей до температуры 70...80°C. Наносят покрытие порошком ПР Х18Н9Т. Напыленные детали охлаждают в контейнерах с асбестовой крошкой или песком. Затем отверстие растачивают, шлифуют и хонингуют в соответствии с размером на рабочем чертеже.
Износ отверстия в нижней головке шатуна карбюраторных двигателей устраняют также фрезерованием плоскости разъема шатуна и крышки на глубину до 0,25 мм. Замочные пазы под вкладыши углубляют дисковой фрезой, обеспечивая размеры по рабочему чертежу. Собирают шатун с крышкой с усилием затяжки гаек, соответствующей техническим требованиям, растачивают отверстие, оставляя припуск 0,01...0,03 мм на последующую обработку и зенкуют фаски с обеих сторон. Хонингованием отверстия обеспечивают его размер по рабочему чертежу. Однако при этом способе уменьшается расстояние между осями верхней и нижней головок шатуна.
Рациональным способом восстановления межцентрового расстояния является растяжка шатуна за счет незначительного уменьшения поперечного сечения стержня около нижней головки при местном его нагреве токами высокой частоты.
Износ сферической поверхности стержней (коромысел клапанов, рычагов нажимного диска сцепления) устраняют шлифованием до придания им правильной формы. При значительном износе поверхность наплавляют электродами Т590, Т620 и шлифуют, обеспечивая размеры по рабочему чертежу.
Забоины и заусенцы на рабочей поверхности лапок вилок переключения передач устраняют зачисткой напильником или шлифовальным кругом. Изношенные торцы лапок восстанавливают наплавкой с двух сторон электродами Т590, Т620 с последующей шлифовкой в соответствии с размерами на рабочем чертеже.
Изношенные пазы в вилках переключения передач наплавляют электродом УОНИ 13/55, отжигают на установке токами высокой частоты, фрезеруют паз, обеспечивая размер по рабочему чертежу, и подвергают поверхностной закалке токами высокой частоты.
При износе или срыве резьбы (более двух ниток) в вилке переключения передач отверстие рассверливают, заплавляют до уровня металла и зачищают наплывы металла до уровня поверхности вилки. Затем сверлят отверстие, зенкуют фаску и нарезают резьбу, обеспечивая размер по рабочему чертежу.
Изношенные отверстия под стремянки крепления рессор в балке передней оси восстанавливают заваркой электродами Т-590, Т-620 с последующей зачисткой наплавленной поверхности и сверлением отверстий в соответствии с размером на рабочем чертеже. Противоположная сторона отверстий под стремянки подвергается цековке. Восстанавливают эти отверстия и постановкой втулок.
Изношенную или поврежденную наружную резьбу рычагов восстанавливают наплавкой в среде углекислрго газа или вибродуговой наплавкой с последующей механической обработкой наплавленной поверхности, обеспечивая размеры по рабочему чертежу.
Типовой технологический процесс. Средства технологической оснащенности
Основное техническое требование, которое необходимо выполнить при восстановлении некруглых стержней,— это обеспечение параллельности осей отверстий, расстояния между осями отверстий, перпендикулярности торцевых поверхностей к осям отверстий, параллельности торцевых поверхностей, размеров и шероховатости обрабатываемых поверхностей, а также их твердости.
Технологический процесс восстановления деталей данного класса начинают с операций, связанных с правкой погнутых и скрученных деталей, с последующей термической стабилизацией некоторых из них. Рычаги нагревают и восстанавливают их отверстия обжатием. Затем производят механическую обработку этих отверстий, которые являются установочной базой при восстановлении других поверхностей. Обрабатывают отверстия в стержнях под ремонтный размер или постановку дополнительных ремонтных деталей. Запрессовывают дополнительные ремонтные детали, перепрессовывают изношенные втулки и развертывают отверстия в них до получения необходимых размеров и шероховатости поверхности. Торцевые поверхности деталей обрабатывают зенкованием или фрезерованием "как чисто".
Отдельные поверхности стержней подготавливают под заварку, наплавку или гальваническое наращивание. Рассверленные отверстия заваривают, наплавляют поверхности или осуществляют гальваническое наращивание их с последующей механической обработкой в соответствии с размерами на рабочем чертеже.
Схема типового технологического процесса следующая:
- правка погнутых и скрученных деталей;
- тепловая стабилизация выправленной детали;
- восстановление бобышек обжатием;
- обработка бобышек после обжатия;
- обработка гладких отверстий под ремонтный размер или под постановку ДРД;
- запрессовка ДРД;
- развертывание ДРД в соответствии с размером на рабочем чертеже;
- зенкование торцов бобышек и фрезерование плоских площадок "как чисто";
- обработка поверхностей под заварку, наплавку и гальваническое наращивание;
- заварка, наплавка и гальваническое наращивание;
- механическая обработка заваренных отверстий, наплавленных поверхностей и гальванических покрытий.
Правку некруглых рычагов осуществляют на прессах типа П6126А, а проверку и правку балок передних осей — на стендах Р-104, ОПР-4891 ГОСНИТИ и др. Выпрессовывают и запрессовывают втулки на настольном прессе Р-338. При восстановлении конусных отверстий осадку бобышек рычагов производят в штампах под кузнечным молотом. Нагревают детали в электрических печах.
Заварку отверстий, наплавку торцовых поверхностей, пазов осуществляют на столе для электросварочных работ типа ОКС-7523, поверхностную закалку и отпуск деталей — на высокочастотных установках Л31-15, ВЧГ1-10/0,066, плазменное напыление отверстия нижней головки шатуна — с помощью установки УПУ-ЗД.
Для обработки поверхностей некруглых рычагов применяют металлорежущие станки: вертикально-сверлильные — 2Н125; радиально-сверлильные — 2М55; горизонтально-фрезерные — 6Р82Г; вертикально-фрезерные — 6Н12П; алмазно-расточные — 278; плоскошлифовальные — ЗБ722; внутришлифовальные — ЗА227П; хонинговальные — ЗГ833 и др.
Для установки деталей при механической обработке применяют специальные приспособления, кондукторы.
Поверхности деталей обрабатывают твердосплавными резцами, сверлами, зенкерами; применяются различные шлифовальные круги.
Поверхности деталей контролируют универсальными измерительными инструментами: штангенциркулями, микрометрами, калибрами, индикаторными нутромерами, индикаторами и пластинчатыми щупами.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «прямые круглые стержни» и «стержни с…
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Восстановление деталей класса «прямые круглые стержни» и «стержни с…
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Ремонт аккумуляторных батарей, генераторов, стартеров, приборов…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Ремонт аккумуляторных батарей, генераторов, стартеров, приборов…
Похожие статьи из соседних разделов:
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот