
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Ремонт аккумуляторных батарей, генераторов, стартеров, приборов зажигания
Ремонт аккумуляторных батарей, генераторов, стартеров, приборов зажигания
Аккумуляторные батареи
В процессе эксплуатации в аккумуляторных батареях возникают неисправности, которые или снижают электрические характеристики батарей, или полностью выводят их из строя. Основные неисправности аккумуляторов делятся на внешние и внутренние. К внешним неисправностям относятся трещины в моноблоках и крышках, повреждение заливочной мастики и пробок, износ выводных клемм, расшатывание штырей и межэлементных соединений. К внутренним неисправностям относятся разрушения активной массы пластин, их коробление и сульфатация, короткое замыкание, повышенный саморазряд, отрыв пластин от бареток, разрушение сепараторов и др.
В зависимости от характера неисправностей и объема работ по их устранению ремонт аккумуляторных батарей подразделяется на текущий и капитальный. Текущий ремонт заключается в замене крышек аккумуляторов, наварке выводных клемм, приварке межэлементных соединений, замене заливочной мастики. Капитальный ремонт включает замену полублоков обеих полярностей пластин, а также при необходимости замену моноблока и сепараторов.
Осмотр и дефектовка батареи
Принятая в ремонт аккумуляторная батарея подвергается наружному осмотру и проверочным испытаниям. При наружном осмотре проверяют состояние моноблока, крышек, заливочной мастики, прочность крепления межэлементных соединений и выводных штырей. Затем проверяют уровень электролита при помощи стеклянной трубки и плотность электролита денсиметром. Отсутствие электролита указывает на возможность наличия сквозных трещин в моноблоке. Степень разряженности каждого аккумулятора проверяют нагрузочной вилкой. Если стрелка вольтметра при замере не отклоняется, то возможно короткое замыкание внутри аккумулятора или ненадежный контакт между штырем и бареткой. Если напряжение в процессе проверки в течение 5 с падает, то проверяемый аккумулятор разряжен. Низкие значения напряжений всех аккумуляторов батареи после заряда свидетельствуют о ее неработоспособности.
По результатам наружного осмотра и проверочным испытаниям устанавливают вид ремонта. Если батарея не требует разборки, ее направляют для устранения неисправностей, а затем в зарядное отделение для заряда или на склад готовой продукции. Аккумуляторные батареи, требующие капитального ремонта, направляют в разборочно-дефектовочное отделение.
Подготовка батареи к разборке
Для предотвращения быстрого разрушения отрицательных пластин батарею разряжают силой тока, равной 1/10 ее емкости, до напряжения 1,70...1,75 В на один аккумулятор. При разряде батареи губчатый свинец активной массы отрицательных пластин превращается в сернокислый свинец, что исключает опасность окисления пластин кислородом воздуха после разборки батареи и образования гидроокиси свинца, снижающей емкость аккумуляторов. Для слива электролита батарею устанавливают в ванну в опрокинутом положении. После этого батарею разбирают.
Разборка батареи
Для удаления межэлементных соединений трубчатыми сверлами высверливают кольцевую канавку вокруг выводного штыря. Выводные штыри удаляют высверливанием обычным сверлом (рис. 4.17). Мастику удаляют шпателем после ее подогрева до размягчения при помощи нагревательного колпака или электростамеской. Снятую мастику нейтрализуют в 2—3 %-ном растворе щелочи и используют повторно.
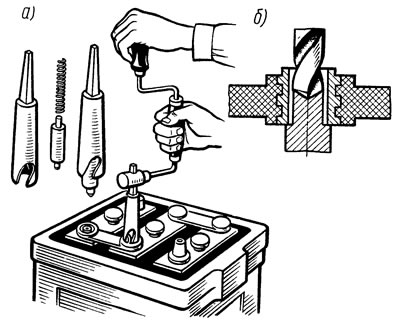
Рис. 4.17. Разборка аккумуляторных батарей: а - удаление межэлементных соединений; б - удаление выводных штырей
Крышки аккумуляторов снимают специальным съемником. С помощью захватов блоки вынимают из баков и разъединяют их на полублоки. Полублоки пластин промывают в проточной воде в течение 1—2 ч и после сушки дефектуют. При выпадении активной массы, поломке решеток, сплошной сульфатации поверхности пластин блоки пластин выбраковывают. Годные полублоки пластин направляют для использования в сборке. После мойки моноблоки проверяют на герметичность (рис. 4.18). Как правило, при наличии трещин их выбраковывают. Крышки и пробки с дефектами также выбраковывают. Предохранительные винипластовые щитки и синтетические сепараторы без изломов, трещин могут быть использованы повторно. Сепараторы из дерева и стекловолокна выбраковывают.
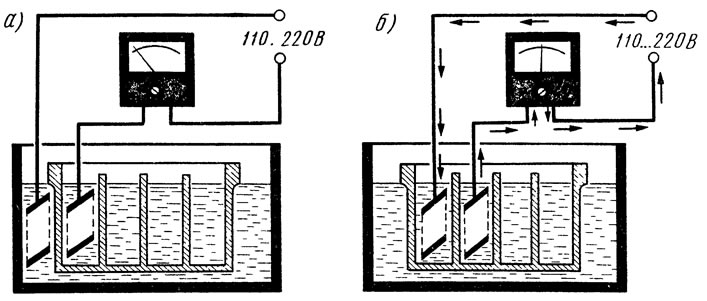
Рис. 4.18. Схема проверки наружных (а) и внутренних (б) стенок баков аккумуляторных батарей переменным током 110...220 В
Восстановление и изготовление деталей
Обломы и сколы пластмассы на моноблоках глубиной не более 2 мм и общей площадью 5 см² устраняют разделкой с последующим заполнением их пластмассой.
С выбракованных полублоков ножовочным полотном вырезают годные пластины. Пластины ремонтируют только в случае отлома ушка. Металлической щеткой зачищают кромки наплавляемого ушка, укладывают в специальный шаблон и наплавляют его. Затем опиливают ушко до толщины, равной толщине пластины.
Выводные штыри, баретки и межэлементные соединения изготавливают отливкой из свинцово-сурьмянистого сплава и выбракованных деталей в разборных формах (кокилях).
Сборка аккумуляторных батарей
Пластины собирают в полублоки в специальном кондукторе 1 (рис. 4.19). Зачищают ушки пластин до металлического блеска и устанавливают их комплект в кондуктор так, чтобы ушки были плотно прижаты в пазах кондуктора и выступали на 3...5 мм. При этом пластины подбирают одинаковые по техническому состоянию. Баретка надевается прорезями на ушки пластин. Сварку ведут водородным пламенем или угольным электродом. Присадочным материалом служит свинцовый пруток.
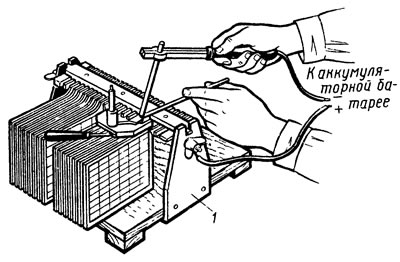
Рис. 4.19. Приспособление для сборки пластин в полублоки
Блок собирают из полублоков таким образом, чтобы каждая положительная пластина была расположена между двумя отрицательными. Между пластинами, начиная от середины блока, вставляют сепараторы рифленой стороной к положительной пластине. Блоки пластин обжимают на приспособлении 1 (рис. 4.20) и устанавливают в баки. Собранные блоки должны плотно входит в баки моноблока; при наличии зазора его устраняют установкой сепараторов между блоком и баком. Сверху на кромки сепараторов помещают винипластовые предохранительные щитки. Каждый аккумулятор закрывают крышкой и зазоры уплотняют асбестовым шнуром. Вольтметром проверяют электрическую цепь на отсутствие короткого замыкания между пластинами. Крышки аккумуляторов заливают мастикой, нагретой до температуры 170...180°C и состоящей из смеси шинного регенерата с нефтяным битумом и авиационного масла. На выводные штыри блоков пластин надевают и приваривают межэлементные соединения. Выводные клеммы батареи наплавляют при помощи шаблона 1 (рис. 4.21) и делают на них оттиски знаков полярности и "—" стальным штампом до застывания сплава свинца.
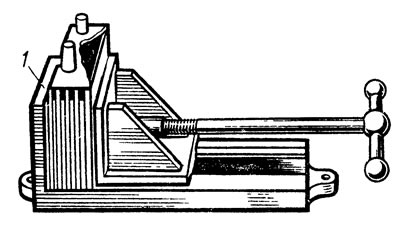
Рис. 4.20. Приспособление для обжатия блока пластин
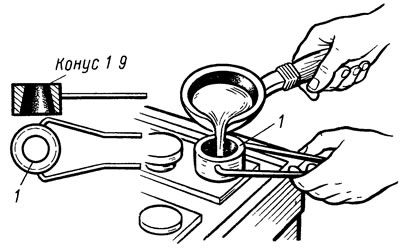
Рис. 4.21. Шаблон для наплавки выводного штыря аккумулятора
Каждую батарею подвергают испытанию на герметичность. Батарея, не выдержавшая испытание на герметичность, подлежит ремонту и повторной проверке. Собранную аккумуляторную батарею направляют на зарядку.
Зарядка аккумуляторной батареи
Через стеклянную воронку в батарею заливают электролит плотностью на 0,02 меньше той, которую необходимо получить в конце заряда. Уровень электролита должен быть выше пластин на 10...15 мм. После пропитки пластин электролитом в течение 3 ч при необходимости электролит доливают.
Аккумуляторную батарею заряжают током постоянной силы, равным 0,1 номинальной емкости. Во время зарядки периодически проверяют напряжение аккумуляторов, плотность и температуру. При повышении температуры электролита выше 45°C зарядный ток снижают наполовину или прерывают заряд на время, необходимое для снижения температуры до 30...35°C. Конец заряда характеризуется обильным газовыде-лением во всех аккумуляторах батареи и постоянством напряжения и плотности электролита в течение 2 ч. После зарядки пробки вворачивают и батарею вытирают насухо.
Генераторы и стартеры
Наружную мойку генераторов и стартеров производят в моечной машине раствором СМС. Затем их разбирают на узлы, а при необходимости — на отдельные детали. Узлы, имеющие обмотки, протирают ветошью, смоченной в бензине, продувают сжатым воздухом и сушат в сушильном шкафу в течение 45...90 мин при температуре 90...100°C. Остальные узлы и детали моют в растворе СМС. Очищенные и промытые детали и узлы подвергают дефектации.
Статор генератора может иметь следующие основные дефекты: замыкание обмотки на корпус (массу); обрыв обмоток или их выводов; меж-витковое замыкание; повреждение изоляции обмотки. Замыкание обмотки на массу проверяют контрольной лампой под напряжением 220...500 В или омметром. Замыкание отсутствует, если лампа не горит или стрелка омметра не отклоняется (рис. 4.22, а). Обрыв обмотки или вывода также проверяется контрольной лампой или омметром. В случае обрыва лампа гореть не будет или стрелка омметра не будет отклоняться (рис. 4.22, б). Межвитковые замыкания в обмотке проверяют прибором для определения межвитковых замыканий, например Э-202. Омическое сопротивление обмоток (рис. 4.22, в) должно соответствовать техническим требованиям.
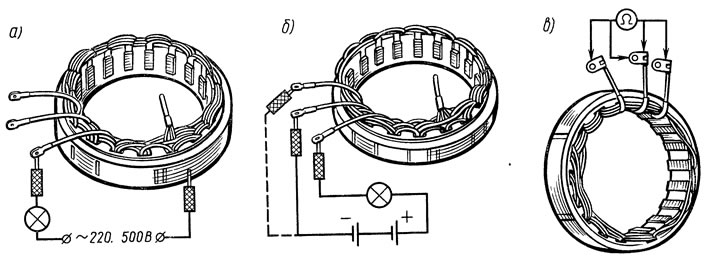
Рис. 4.22. Выявление дефектов обмотки статора: а - замыкание на массу; б - проверка на обрыв; в - проверка на отсутствие межвитковых замыканий
Изоляция обмотки, межкатушечных соединений не должна иметь следов перегрева. Поврежденные обмотки заменяют новыми. В пазы очищенного и окрашенного нитроэмалью статора вставляют П-образную изоляцию из электротехнического картона марки ЭВ или ЭВС и затем укладывают фазные обмотки. Для их фиксации в пазы забивают текстолитовые удерживающие клинья. Концы фазных обмоток зачищают, скручивают и спаивают припоем ПОССу 40-0,5, а на выводные концы надевают изоляционные хлорвиниловые трубки и закрепляют присоединительные наконечники. После сборки статор пропитывают лаком ГФ-95 для обеспечения влагостойкости и теплоемкости изоляции катушек и скрепления их витков между собой и сушат в сушильном шкафу.
Обрыв фазного вывода ремонтируют отмоткой одного-двух витков обмотки и установкой изоляционной трубки и наконечника.
Ротор генератора может иметь следующие дефекты: обрыв обмотки или отпайку концов обмотки от контактных колец; замыкание обмотки на массу; межвитковое замыкание; погнутость вала; износы шеек вала под подшипники, шпоночного паза, контактных колец.
Электрические дефекты ротора проверяют по схемам, приведенным на рис. 4.23. Обрыв или отпайку концов обмотки от контактных колец устраняют припайкой.
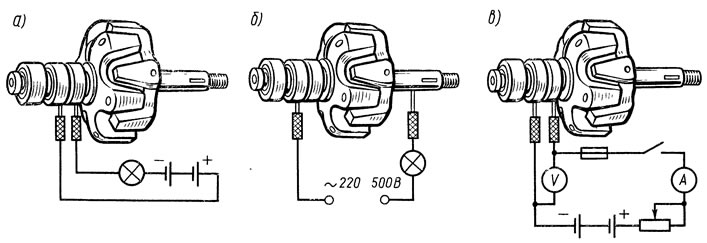
Рис. 4.23. Схемы проверки обмотки возбуждения ротора: а - на обрыв; б - на замыкание с корпусом ротора; в - на отсутствие межвитковых замыканий
Поврежденная катушка возбуждения подлежит замене. Для этого с помощью съемника или пресса разбирают ротор, заменяют обмотку и вновь собирают ротор. Выводы обмотки припаивают к контактным кольцам и ротор пропитывают лаком МЛ-92. Погнутость вала ротора более 0,1 мм устраняют правкой.
Износ шеек под подшипники устраняют железнением или хромированием с последующим шлифованием, обеспечивая размер по рабочему чертежу. Износ шпоночного паза устраняется заваркой, зачисткой места заварки и фрезерованием на его месте паза в соответствии с размером на чертеже. Возможно фрезерование нового паза под углом 180° к изношенному. Износ контактных колец устраняют протачиванием и полировкой шлифовальной шкуркой. Кольца изношенные, более допустимого для ремонта размера, заменяют новыми.
Крышки генератора могут иметь следующие дефекты: износы отверстий под подшипник и в кронштейне крепления, трещины, облом кронштейна. Изношенное отверстие под подшипник растачивают под постановку ремонтной втулки, запрессовывают втулку и растачивают отверстие в ней в соответствии с размером на чертеже. Изношенное отверстие в кронштейне под болт крепления рассверливают с последующим развертыванием и запрессовывают ремонтную втулку. Крышки, имеющие обломы и трещины, подлежат замене.
Выпрямительный блок подвергают проверке при помощи источника постоянного тока напряжением не выше 24 В. В блоках диодов плюс диода выведен на внутреннюю шину блока, а минус — на внешнюю. Общие точки каждой пары последовательно соединенных диодов выведены на зажимы. При подключении плюса источника тока к плюсу диода контрольная лампа должна гореть, а при подключении напряжения в обратном направлении лампа гореть не должна (рис. 4.24).
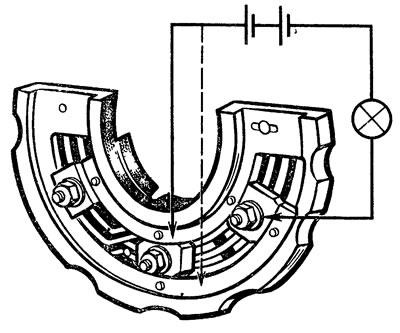
Рис. 4.24. Проверка состояния блока диодов
Корпус стартера в сборе может иметь следующие основные дефекты: облом наконечника контактного вывода, отпайка или облом контактных соединительных шин; повреждение изоляции обмотки полюсных катушек; забоины и заусенцы на посадочных местах крышек; повреждение прорезей под отвертку у винтов крепления полюсов; износ поверхности полюсов.
Обломанный наконечник контактного вывода заменяют новым, отпаянные соединительные шины припаивают. Изоляцию обмотки катушек возбуждения проверяют омметром или напряжением 220 В с помощью контрольной лампы. Дефектные обмотки катушек возбуждения подлежат замене. Забоины и заусенцы на посадочных местах крышек устраняют зачисткой напильником. Повреждение прорезей у винтов требует их замены. Износ поверхности полюсов устраняют постановкой прокладок из мягкой стали толщиной до 0,5 мм между полюсом и корпусом стартера и затем растачивают полюсные сердечники до размера по рабочему чертежу. При невозможности компенсировать износ пластинами, полюсные сердечники заменяют новыми.
Якорь стартера имеет следующие основные дефекты: отпайка обмотки от коллектора, замыкание обмотки на массу, межвитковое замыкание, погнутость вала якоря, износ или подгорание коллектора, износ шеек вала.
Обрывы и замыкания обмотки на массу, межвитковое замыкание проверяют на приборе Э-236. Для обнаружения секции с замкнутыми витками на пазы якоря поочередно накладывают тонкую стальную пластину, которая будет сильно вибрировать над секцией с замкнутыми витками (рис. 4.25). В дефектных обмотках изоляцию заменяют. Погнутость вала устраняется правкой на ручном прессе.
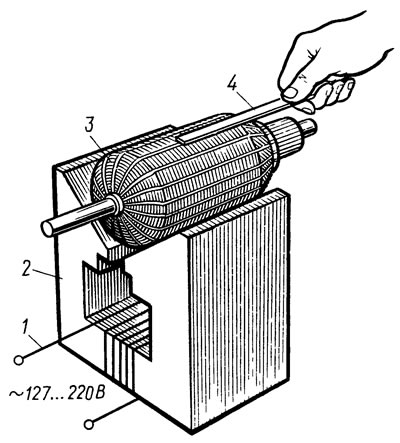
Рис. 4.25. Проверка якорей стартеров и генераторов постоянного тока на межвитковое замыкание: 1 - обмотка; 2 - сердечник; 3 - якорь; 4 - металлическая пластина
Коллектор стартера, имеющий мелкие риски, царапины и забоины, шлифуют на станке Р-105 при помощи специального приспособления или деревянных жимков с наклеенной стеклянной шкуркой. При наличии значительных повреждений коллектор протачивают до выведения следов износа или повреждения, после чего подвергают шлифовке. Коллектор со следами подгорания зачищают полоской стеклянной шкурки, охватывая ею поверхность коллектора и поворачивая вал.
Износ шеек вала устраняют железнением или хромированием с последующим шлифованием в размер по чертежу.
Приборы зажигания
Приборы системы зажигания очищают волосяными щетками, промывают в бензине и продувают воздухом, а затем подвергают дефектации. Прерыватель-распределитель может иметь следующие основные дефекты: обломы и трещины на деталях, износ втулок и хвостовика корпуса, ослабление или облом пружины крышки, ослабление заклепки крепления ушка пружины, погнутость валика распределителя, износ шеек валика.
Карболитовые крышку и ротор с отколами и трещинами, как правило, выбраковывают. Корпус, имеющий обломы и трещины, также выбраковывают. Изношенные втулки заменяют новыми с последующим их развертыванием на проход в соответствии с размером на рабочем чертеже. Износ наружной поверхности хвостовика устраняют постановкой ремонтной втулки, железнением, хромированием с последующей обработкой в соответствии с размером на рабочем чертеже.
Ослабленные или обломанные пружины, крепящие крышку, заменяют новыми. Ослабленную заклепку крепления ушка пружины дополнительно расклепывают или заменяют эту заклепку. Погнутость валика распределителя устраняют правкой. Износ шеек валика устраняют железнением или хромированием с последующим шлифованием, обеспечивая размер по рабочему чертежу.
Ослабление крепления пластины грузиков устраняют осадкой шлицев пластины при помощи специальных оправок. Износ и ослабление оси грузика устраняют заменой оси. Пластину грузиков, опорный диск, вакуумный регулятор, конденсатор и другие детали с дефектами заменяют новыми.
Катушки зажигания могут иметь следующие основные дефекты: обломы и трещины карболитовой крышки, перегорание дополнительного резистора, облом лапок крепления крышки дополнительного резистора, пробой изоляции или межвитковое замыкание первичной и вторичной обмоток. Детали с обломами и трещинами подлежат замене. При наличии электрических дефектов катушка зажигания подлежит выбраковке.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Восстановление деталей класса «некруглые стержни»
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Восстановление деталей класса «некруглые стержни»
Похожие статьи из соседних разделов:
Концерн BMW Group начал производство батарей в Китае (Автомобильные новости)
Предприятие BMW Brilliance расширит завод батарей в Китае (Автомобильные новости)
Ремонт оборудования и механизмов кузовов и кабин (Основы ремонта автомобилей)
Паркетники BMW X5 вызваны на ремонт из-за затяжки болтов (Автомобильные новости)
Семейство BMW третьей серии приглашено на ремонт штекера (Автомобильные новости)
Концерн BMW Group начал производство батарей в Китае (Автомобильные новости)
Предприятие BMW Brilliance расширит завод батарей в Китае (Автомобильные новости)
Ремонт оборудования и механизмов кузовов и кабин (Основы ремонта автомобилей)
Паркетники BMW X5 вызваны на ремонт из-за затяжки болтов (Автомобильные новости)
Семейство BMW третьей серии приглашено на ремонт штекера (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот