
Заклепочные соединения должны обеспечивать плотное прилегание поверхностей сопрягаемых деталей. На расстоянии, равном двум диаметрам стержня заклепки, щуп толщиной 0,05 мм проходить не должен. В промежутках между заклепками, при расстоянии между ними до 60 мм, щуп толщиной 0,6 мм, а при большем расстоянии щуп толщиной 1,2 мм также не должен проходить. Не допускаются перекосы, наплывы и трещины на головках заклепок и трещины на деталях после клепки.
После сборки рама должна быть без перекосов. Кривизна верхней полки продольной балки не должна превышать 2 мм на длине 1 м и 5 мм на всей длине балки. Кривизна вертикальной стенки допускается не более 2 мм на длине 1 м и 10 мм на всей длине.
Мойка рам от загрязнений и удаление старой краски осуществляются в стационарных ваннах, разборка и сборка рам — на специальных стендах типа 122 АКТБ. Погнутость продольных балок и поперечин устраняют на стенде с гидравлическим прессом. Сверление заваренных отверстий выполняют на сверлильном станке, а их раздачу на специальном прессе. Окрашивают рамы окунанием в специальную ванну с последующей сушкой в сушильной камере либо на подставках при нормальной температуре.
Для клепки рам применяют гидравлические установки МАЗ 62/350, ЗИЛ 5Н-366, ГАЗ-82-631, позволяющие обжимать заклепки без нагрева. Обжимают заклепки подвесной клепальной скобой (рис. 4.28), которую подвешивают над рабочим местом к тросу с уравновешивающим грузом, перекинутым через блок.
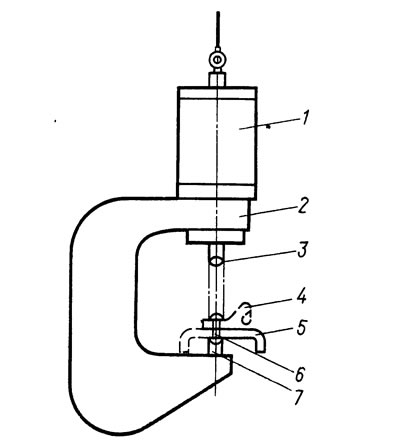
Рис. 4.28. Переносная клепальная установка (скоба) для клепки автомобильных рам: 1 - рабочий цилиндр; 2 - скоба; 3 и 7 - соответственно подвижный и неподвижный бойки; 4 - кронштейн рессоры; 5 - продольная балка рамы; 6 - заклепка
Для разборки заклепочных соединений применяют пневматические рубильные молотки, газовую и воздушно-дуговую резку. Срубание пневмомолотком головок заклепок сопровождается сильным шумом, создающим тяжелые условия для работающих. Недостатком газовой резки является оплавление основного металла и изменение его структуры в зоне термического влияния.
При воздушно-дуговой резке угольным электродом, выполняемой резаком РВД-4А-66, эти недостатки отсутствуют. В электрододержателе установлена форсунка, из которой подается струя сжатого воздуха, направленная вдоль электрода. Электрическая дуга расплавляет металл головки заклепки, а сжатый воздух давлением 0,4...0,5 МПа сдувает расплавленный металл, одновременно охлаждая сопряженные детали. После среза головки заклепку выбивают из отверстия пневматическим молотком.
Поверхность детали зачищают перед сваркой вращающейся на гибком валу стальной щеткой, а поверхности сварочных швов и заваренных отверстий — наждачным кругом. Заваренные отверстия сверлят по кондуктору.