
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Дефекты и способы ремонта радиаторов, насосов и вентиляторов, фильтров и маслопроводов
Дефекты и способы ремонта радиаторов, насосов и вентиляторов, фильтров и маслопроводов
Радиаторы могут иметь следующие дефекты: пробоины, трещины и вмятины на бачках; трещины и смятие охлаждающих трубок; погнутости охлаждающих пластин; нарушение герметичности в местах пайки; засорение трубок и отложение накипи; обломы или трещины на пластинах каркаса.
Верхний и нижний бачки изготавливают из латуни Л62, охлаждающие трубки из латуни Л90, охлаждающие пластины из меди М3 и каркас — из стали 3.
Поступившие в ремонт радиаторы подвергаются промывке 5%-ным раствором каустической соды для удаления накипи, промывке чистой водой, проверке на герметичность, восстановлению и последующему контролю. Для удаления накипи радиатор помещают на установку, обеспечивающую циркуляцию раствора каустической соды при температуре 60...80°C и последующую промывку водой. Герметичность проверяют сжатым воздухом под давлением 0,12...0,15 МПа, погрузив радиатор в ванну с водой. Отверстия радиатора закрывают резиновыми пробками, через одну из которых по шлангу поступает воздух. Поврежденные места обнаруживаются по выходящим пузырькам воздуха.
Течь охлаждающих трубок устраняют пайкой. При наличии течи внутренних трубок отпаивают каркас, верхний и нижний бачки радиатора и проверяют каждую трубку в отдельности. Для этого сердцевину радиатора помещают в ванну с водой, один конец трубки закрывают заглушкой, на другой подается по шлангу сжатый воздух (рис. 4.13). Пузырьки выходящего воздуха указывают место течи.
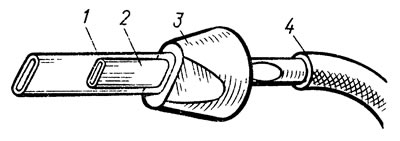
Рис. 4.13. Приспособление для проверки отдельных трубок сердцевины радиатора: 1 - испытываемая трубка; 2 - наконечник; 3 - резиновая пробка; 4 - шланг для подачи сжатого воздуха
Засоренность отверстий трубок и их помятость устраняют специальным стержнем, изготовленным по размеру и профилю трубок. Трубки, пайка которых затруднена или невозможна, имеющие большие вмятины, заменяют новыми. Для этого в дефектную трубку вставляют нагретый стержень и после размягчения припоя трубку вместе со стержнем плоскогубцами вынимают из сердцевины. Затем вставляют новую трубку вместе со вставленным в нее нагретым стержнем. После удаления стержня трубку развальцовывают и припаивают к опорным пластинам сердцевины.
Деформированные охлаждающие пластины 1 выправляют при помощи специальной гребенки 2 (рис. 4.14). После ремонта сердцевину радиатора снова подвергают контролю на герметичность.
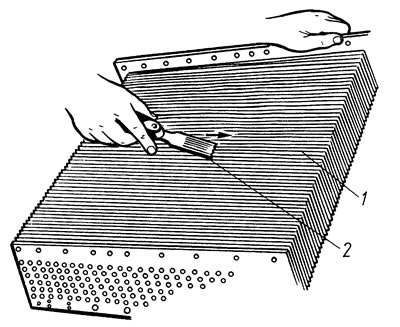
Рис. 4.14. Выправление пластин радиатора гребенкой
Вмятины на бачках устраняют правкой, а трещины запаивают или заделывают постановкой заплат из листовой латуни толщиной 0,8...1,0 мм. Поверхность вокруг трещины тщательно зачищают наждачной бумагой или шабером, травят хлористым цинком, лудят, затем припаивается заплата. Обломы и трещины на пластинах каркаса устраняют наплавкой и заваркой.
Отремонтированные бачки припаивают к сердцевине радиатора. Припаивают пластины каркаса и пароотводную трубку. Собранный радиатор проверяют на герметичность.
Бачки и охлаждающие пластины изготавливают из стали 0,8 охлаждающие трубки из латуни Л90 или Л62.
Для удаления смолистых отложений масляный радиатор промывают 10%-ным раствором каустической соды на установке, обеспечивающей циркуляцию раствора с последующей промывкой водой. Очищенный радиатор проверяют на герметичность воздухом под давлением 0,4...0,5 МПа в ванне с водой. Места течи устраняют пайкой твердыми припоями. Негодные трубки заменяют новыми. Пробоины на бачках устраняют постановкой заплат. Вмятины на бачках устраняют правкой. Обломы на лапах крепления наплавляют, трещины заваривают. После ремонта радиатор испытывают на герметичность.
Корпуса водяных насосов в основном изготавливают из серого чугуна. Основными дефектами являются трещины и обломы; износы отверстий под шариковые подшипники, торцевой поверхности под упорную шайбу крыльчатки насоса; износ и повреждение резьбовых отверстий. Трещины на корпусе заваривают или заделывают эпоксидными композициями, если они не проходят через посадочные места под подшипники.
Изношенные отверстия под подшипники восстанавливают постановкой дополнительных ремонтных деталей. Растачивают отверстия под передний и задний подшипники, запрессовывают втулки и растачивают отверстия в них в соответствии с размерами на рабочем чертеже. Отверстия под подшипники также восстанавливают при помощи эпоксидных композиций.
Износ торцевой поверхности под упорную шайбу крыльчатки насоса устраняют цековкой торцевой поверхности "как чисто". При этом размер от плоскости корпуса до обработанной поверхности должен быть не менее установленного техническими требованиями. При размере менее допустимого подрезают торец и растачивают отверстие под втулку. Запрессовывают втулку в расточенное отверстие, подрезают торец втулки, выдерживая размер до плоскости корпуса, растачивают отверстие во втулке в соответствии с размером на рабочем чертеже и затем тщательно обрабатывают торец чугунным притиром до требуемой шероховатости.
Поврежденные резьбовые отверстия восстанавливают постановкой спиральных резьбовых вставок или нарезкой резьбы ремонтного размера.
Валик водяного насоса изготавливается из легированной или углеродистой конструкционной стали. Основными дефектами являются изгиб, износ поверхности под подшипники, износ шпоночной канавки. Изгиб валика устраняется правкой.
Изношенные поверхности под подшипники и шейку под крыльчатку восстанавливают хромированием и железнением с последующим шлифованием, обеспечивая размеры по рабочему чертежу. Износ шпоночной канавки устраняют заваркой с последующим фрезерованием канавки в соответствии с размером на рабочем чертеже.
Шкив вентилятора изготавливают из серого чугуна или листовой стали. Основными дефектами являются обломы и трещины, износы желоба, отверстия под валик, шпоночной канавки.
Облом бортов чугунных шкивов не более 50 мм по длине окружности устраняют наплавкой биметаллическим электродом или газовой сваркой чугунным прутком с последующей механической обработкой поверхностей в соответствии с размерами на рабочем чертеже. При износе желоба шкива срезают наиболее изношенную его сторону, устанавливают ремонтное кольцо, которое закрепляют на резьбе или при помощи сварки, и обрабатывают желоб, обеспечивая размер по рабочему чертежу.
Вмятины и забоины на стальных шкивах устраняют правкой и зачисткой абразивным кругом или напильником. При износе желоба шкива изношенную часть желоба срезают и приваривают изготовленную часть из листовой стали. Изношенные отверстия в чугунных шкивах под валик или подшипники восстанавливают постановкой втулки с последующей ее обработкой в соответствии с размером на рабочем чертеже. При износе шпоночной канавки изготавливают новую канавку под углом 120° к старой. Восстановленные шкивы подвергают статической балансировке. Дисбаланс чугунных шкивов устраняют высверливанием металла с нерабочей поверхности согласно рабочему чертежу, а на стальных шкивах — наваркой металла.
Вентилятор изготавливают из конструкционной стали. Основными дефектами являются трещины, ослабление заклепок крепления лопастей, износ отверстий, погнутость крестовины и лопастей. При трещинах длиной более 10 мм на крестовине или лопастях вентилятор выбраковывают. Трещины в крестовине менее 10 мм заваривают с двух сторон с последующей зачисткой швов. Ослабленные заклепки убирают и ставят новые. При износе отверстий под заклепки их рассверливают под увеличенный диаметр заклепки.
Изношенные отверстия под болты крепления вентилятора заваривают, зачищают места заварки и сверлят по кондуктору отверстия в соответствии с размером на рабочем чертеже. Погнутость крестовин и лопастей устраняют правкой на плите.
Отремонтированный вентилятор подвергают статической балансировке. Дисбаланс устраняют снятием металла с наружных или внутренних концов лопастей.
Корпуса изготавливают из серого чугуна или алюминиевого сплава. Основными дефектами являются трещины, износы отверстий и гнезд под шестерни насоса. Трещины устраняют заваркой. На обработанных поверхностях сварочный шов зачищают заподлицо с поверхностью. При трещинах и обломах, проходящих через масляные каналы, отверстия под вал или ось шестерни корпус подлежит обязательной выбраковке.
Изношенное отверстие под ось ведомой шестерни восстанавливают развертыванием под ремонтный размер. Изношенное отверстие под валик масляного насоса восстанавливают постановкой дополнительных ремонтных деталей — втулок с последующим развертыванием отверстий в соответствии с размером на рабочем чертеже.
Изношенные гнезда под шестерни насоса по глубине обрабатывают фрезерованием или шлифованием поверхности под торцы шестерен и плоскости прилегания крышки, обеспечивая нормальную глубину гнезда.
Валик масляного насоса изготавливают из легированной или конструкционной стали. Основными дефектами являются погнутость, износ наружной цилиндрической поверхности, паза под вал привода распределителя зажигания и шпоночной канавки.
Изгиб (погнутость) валика устраняют правкой. Изношенную наружную цилиндрическую поверхность восстанавливают
хромированием или железнением с последующим шлифованием в размер рабочего чертежа. Износ шпоночной канавки устраняют заваркой с последующим фрезерованием канавки, обеспечивая размер по рабочему чертежу. При износе паза под вал привода распределителя зажигания валик бракуется.
Корпус масляного фильтра изготавливают из серого чугуна или алюминиевого сплава. Основными дефектами являются трещины и износ или повреждение резьбовых отверстий. Трещины заваривают с последующей зачисткой шва заподлицо с основным металлом. Изношенную или поврежденную резьбу в отверстиях восстанавливают нарезанием резьбы ремонтного размера или постановкой спиральных резьбовых вставок.
Ротор центрифуги изготавливают из алюминиевого сплава. Основными дефектами являются износ ы отверстий во втулках под ось ротора, отверстий под втулки, износ или срыв резьбы.
Изношенные втулки заменяют новыми с последующим развертыванием отверстий в линию. Изношенные отверстия в роторе под втулки развертывают и запрессовывают втулки, увеличенные по наружному диаметру. При износе или срыве резьбы в роторе под форсунки нарезают резьбу ремонтного размера.
Ось ротора центрифуги изготавливают из конструкционной стали. Основными дефектами являются: износы шеек под втулки ротора и под подшипник, износ резьбы. Изношенные шейки под втулки ротора и подшипники восстанавливают хромированием и железнением с последующим шлифованием, обеспечивая размеры по рабочему чертежу. Изношенную или сорванную резьбу наплавляют и затем обрабатывают в соответствии с размерами по рабочему чертежу.
Фильтрующий элемент загрязняется смолистыми отложениями, в результате чего снижается его пропускная способность. Наружную поверхность элементов очищают деревянными скребками, а затем выдерживают в растворе АМ-15 в течение 24 ч, промывают щелочным раствором и ополаскивают горячей водой.
Основными дефектами являются трещины и износ рабочих поверхностей. Маслопроводы промывают керосином или горячим раствором каустической соды, а затем горячей водой. Трещины устраняют пайкой твердыми припоями. Поврежденные ниппели на концах трубок заменяют новыми.
Радиаторы системы охлаждения
Верхний и нижний бачки изготавливают из латуни Л62, охлаждающие трубки из латуни Л90, охлаждающие пластины из меди М3 и каркас — из стали 3.
Поступившие в ремонт радиаторы подвергаются промывке 5%-ным раствором каустической соды для удаления накипи, промывке чистой водой, проверке на герметичность, восстановлению и последующему контролю. Для удаления накипи радиатор помещают на установку, обеспечивающую циркуляцию раствора каустической соды при температуре 60...80°C и последующую промывку водой. Герметичность проверяют сжатым воздухом под давлением 0,12...0,15 МПа, погрузив радиатор в ванну с водой. Отверстия радиатора закрывают резиновыми пробками, через одну из которых по шлангу поступает воздух. Поврежденные места обнаруживаются по выходящим пузырькам воздуха.
Течь охлаждающих трубок устраняют пайкой. При наличии течи внутренних трубок отпаивают каркас, верхний и нижний бачки радиатора и проверяют каждую трубку в отдельности. Для этого сердцевину радиатора помещают в ванну с водой, один конец трубки закрывают заглушкой, на другой подается по шлангу сжатый воздух (рис. 4.13). Пузырьки выходящего воздуха указывают место течи.
Рис. 4.13. Приспособление для проверки отдельных трубок сердцевины радиатора: 1 - испытываемая трубка; 2 - наконечник; 3 - резиновая пробка; 4 - шланг для подачи сжатого воздуха
Засоренность отверстий трубок и их помятость устраняют специальным стержнем, изготовленным по размеру и профилю трубок. Трубки, пайка которых затруднена или невозможна, имеющие большие вмятины, заменяют новыми. Для этого в дефектную трубку вставляют нагретый стержень и после размягчения припоя трубку вместе со стержнем плоскогубцами вынимают из сердцевины. Затем вставляют новую трубку вместе со вставленным в нее нагретым стержнем. После удаления стержня трубку развальцовывают и припаивают к опорным пластинам сердцевины.
Деформированные охлаждающие пластины 1 выправляют при помощи специальной гребенки 2 (рис. 4.14). После ремонта сердцевину радиатора снова подвергают контролю на герметичность.
Рис. 4.14. Выправление пластин радиатора гребенкой
Вмятины на бачках устраняют правкой, а трещины запаивают или заделывают постановкой заплат из листовой латуни толщиной 0,8...1,0 мм. Поверхность вокруг трещины тщательно зачищают наждачной бумагой или шабером, травят хлористым цинком, лудят, затем припаивается заплата. Обломы и трещины на пластинах каркаса устраняют наплавкой и заваркой.
Отремонтированные бачки припаивают к сердцевине радиатора. Припаивают пластины каркаса и пароотводную трубку. Собранный радиатор проверяют на герметичность.
Масляные радиаторы
Бачки и охлаждающие пластины изготавливают из стали 0,8 охлаждающие трубки из латуни Л90 или Л62.
Для удаления смолистых отложений масляный радиатор промывают 10%-ным раствором каустической соды на установке, обеспечивающей циркуляцию раствора с последующей промывкой водой. Очищенный радиатор проверяют на герметичность воздухом под давлением 0,4...0,5 МПа в ванне с водой. Места течи устраняют пайкой твердыми припоями. Негодные трубки заменяют новыми. Пробоины на бачках устраняют постановкой заплат. Вмятины на бачках устраняют правкой. Обломы на лапах крепления наплавляют, трещины заваривают. После ремонта радиатор испытывают на герметичность.
Водяные насосы и вентиляторы
Корпуса водяных насосов в основном изготавливают из серого чугуна. Основными дефектами являются трещины и обломы; износы отверстий под шариковые подшипники, торцевой поверхности под упорную шайбу крыльчатки насоса; износ и повреждение резьбовых отверстий. Трещины на корпусе заваривают или заделывают эпоксидными композициями, если они не проходят через посадочные места под подшипники.
Изношенные отверстия под подшипники восстанавливают постановкой дополнительных ремонтных деталей. Растачивают отверстия под передний и задний подшипники, запрессовывают втулки и растачивают отверстия в них в соответствии с размерами на рабочем чертеже. Отверстия под подшипники также восстанавливают при помощи эпоксидных композиций.
Износ торцевой поверхности под упорную шайбу крыльчатки насоса устраняют цековкой торцевой поверхности "как чисто". При этом размер от плоскости корпуса до обработанной поверхности должен быть не менее установленного техническими требованиями. При размере менее допустимого подрезают торец и растачивают отверстие под втулку. Запрессовывают втулку в расточенное отверстие, подрезают торец втулки, выдерживая размер до плоскости корпуса, растачивают отверстие во втулке в соответствии с размером на рабочем чертеже и затем тщательно обрабатывают торец чугунным притиром до требуемой шероховатости.
Поврежденные резьбовые отверстия восстанавливают постановкой спиральных резьбовых вставок или нарезкой резьбы ремонтного размера.
Валик водяного насоса изготавливается из легированной или углеродистой конструкционной стали. Основными дефектами являются изгиб, износ поверхности под подшипники, износ шпоночной канавки. Изгиб валика устраняется правкой.
Изношенные поверхности под подшипники и шейку под крыльчатку восстанавливают хромированием и железнением с последующим шлифованием, обеспечивая размеры по рабочему чертежу. Износ шпоночной канавки устраняют заваркой с последующим фрезерованием канавки в соответствии с размером на рабочем чертеже.
Шкив вентилятора изготавливают из серого чугуна или листовой стали. Основными дефектами являются обломы и трещины, износы желоба, отверстия под валик, шпоночной канавки.
Облом бортов чугунных шкивов не более 50 мм по длине окружности устраняют наплавкой биметаллическим электродом или газовой сваркой чугунным прутком с последующей механической обработкой поверхностей в соответствии с размерами на рабочем чертеже. При износе желоба шкива срезают наиболее изношенную его сторону, устанавливают ремонтное кольцо, которое закрепляют на резьбе или при помощи сварки, и обрабатывают желоб, обеспечивая размер по рабочему чертежу.
Вмятины и забоины на стальных шкивах устраняют правкой и зачисткой абразивным кругом или напильником. При износе желоба шкива изношенную часть желоба срезают и приваривают изготовленную часть из листовой стали. Изношенные отверстия в чугунных шкивах под валик или подшипники восстанавливают постановкой втулки с последующей ее обработкой в соответствии с размером на рабочем чертеже. При износе шпоночной канавки изготавливают новую канавку под углом 120° к старой. Восстановленные шкивы подвергают статической балансировке. Дисбаланс чугунных шкивов устраняют высверливанием металла с нерабочей поверхности согласно рабочему чертежу, а на стальных шкивах — наваркой металла.
Вентилятор изготавливают из конструкционной стали. Основными дефектами являются трещины, ослабление заклепок крепления лопастей, износ отверстий, погнутость крестовины и лопастей. При трещинах длиной более 10 мм на крестовине или лопастях вентилятор выбраковывают. Трещины в крестовине менее 10 мм заваривают с двух сторон с последующей зачисткой швов. Ослабленные заклепки убирают и ставят новые. При износе отверстий под заклепки их рассверливают под увеличенный диаметр заклепки.
Изношенные отверстия под болты крепления вентилятора заваривают, зачищают места заварки и сверлят по кондуктору отверстия в соответствии с размером на рабочем чертеже. Погнутость крестовин и лопастей устраняют правкой на плите.
Отремонтированный вентилятор подвергают статической балансировке. Дисбаланс устраняют снятием металла с наружных или внутренних концов лопастей.
Масляные насосы
Корпуса изготавливают из серого чугуна или алюминиевого сплава. Основными дефектами являются трещины, износы отверстий и гнезд под шестерни насоса. Трещины устраняют заваркой. На обработанных поверхностях сварочный шов зачищают заподлицо с поверхностью. При трещинах и обломах, проходящих через масляные каналы, отверстия под вал или ось шестерни корпус подлежит обязательной выбраковке.
Изношенное отверстие под ось ведомой шестерни восстанавливают развертыванием под ремонтный размер. Изношенное отверстие под валик масляного насоса восстанавливают постановкой дополнительных ремонтных деталей — втулок с последующим развертыванием отверстий в соответствии с размером на рабочем чертеже.
Изношенные гнезда под шестерни насоса по глубине обрабатывают фрезерованием или шлифованием поверхности под торцы шестерен и плоскости прилегания крышки, обеспечивая нормальную глубину гнезда.
Валик масляного насоса изготавливают из легированной или конструкционной стали. Основными дефектами являются погнутость, износ наружной цилиндрической поверхности, паза под вал привода распределителя зажигания и шпоночной канавки.
Изгиб (погнутость) валика устраняют правкой. Изношенную наружную цилиндрическую поверхность восстанавливают
хромированием или железнением с последующим шлифованием в размер рабочего чертежа. Износ шпоночной канавки устраняют заваркой с последующим фрезерованием канавки, обеспечивая размер по рабочему чертежу. При износе паза под вал привода распределителя зажигания валик бракуется.
Масляные фильтры
Корпус масляного фильтра изготавливают из серого чугуна или алюминиевого сплава. Основными дефектами являются трещины и износ или повреждение резьбовых отверстий. Трещины заваривают с последующей зачисткой шва заподлицо с основным металлом. Изношенную или поврежденную резьбу в отверстиях восстанавливают нарезанием резьбы ремонтного размера или постановкой спиральных резьбовых вставок.
Ротор центрифуги изготавливают из алюминиевого сплава. Основными дефектами являются износ ы отверстий во втулках под ось ротора, отверстий под втулки, износ или срыв резьбы.
Изношенные втулки заменяют новыми с последующим развертыванием отверстий в линию. Изношенные отверстия в роторе под втулки развертывают и запрессовывают втулки, увеличенные по наружному диаметру. При износе или срыве резьбы в роторе под форсунки нарезают резьбу ремонтного размера.
Ось ротора центрифуги изготавливают из конструкционной стали. Основными дефектами являются: износы шеек под втулки ротора и под подшипник, износ резьбы. Изношенные шейки под втулки ротора и подшипники восстанавливают хромированием и железнением с последующим шлифованием, обеспечивая размеры по рабочему чертежу. Изношенную или сорванную резьбу наплавляют и затем обрабатывают в соответствии с размерами по рабочему чертежу.
Фильтрующий элемент загрязняется смолистыми отложениями, в результате чего снижается его пропускная способность. Наружную поверхность элементов очищают деревянными скребками, а затем выдерживают в растворе АМ-15 в течение 24 ч, промывают щелочным раствором и ополаскивают горячей водой.
Маслопроводы
Основными дефектами являются трещины и износ рабочих поверхностей. Маслопроводы промывают керосином или горячим раствором каустической соды, а затем горячей водой. Трещины устраняют пайкой твердыми припоями. Поврежденные ниппели на концах трубок заменяют новыми.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Восстановление деталей класса «некруглые стержни»
Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «прямые круглые стержни» и «стержни с…
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «прямые круглые стержни» и «стержни с…
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Ремонт аккумуляторных батарей, генераторов, стартеров, приборов…
Технические требования к ремонту, сборке и испытанию электроприборов
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Ремонт аккумуляторных батарей, генераторов, стартеров, приборов…
Технические требования к ремонту, сборке и испытанию электроприборов
Похожие статьи из соседних разделов:
Дефекты деталей подвески — технологический процесс ремонта (Основы ремонта автомобилей)
Починочные материалы, виды ремонта и дефекты шин (Основы ремонта автомобилей)
Дефекты деталей рам — технологический процесс ремонта (Основы ремонта автомобилей)
Система технического обслуживания и ремонта автомобилей (Основы ремонта автомобилей)
Производственный и технологический процесс ремонта автомобилей (Основы ремонта автомобилей)
Дефекты деталей подвески — технологический процесс ремонта (Основы ремонта автомобилей)
Починочные материалы, виды ремонта и дефекты шин (Основы ремонта автомобилей)
Дефекты деталей рам — технологический процесс ремонта (Основы ремонта автомобилей)
Система технического обслуживания и ремонта автомобилей (Основы ремонта автомобилей)
Производственный и технологический процесс ремонта автомобилей (Основы ремонта автомобилей)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот