
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Восстановление деталей класса «полые стержни»
Восстановление деталей класса «полые стержни»
Характеристика и условия работы деталей
К полым стержням относятся детали с отношением их высоты Н к наибольшему диаметру D не менее 0,5, т. е. Н≥0,5D. К этому классу относятся гильзы цилиндров, крышки подшипников первичного вала коробки передач, фланцы валов коробки передач, ступицы колес, чашки дифференциалов, втулки и др. Для их изготовления чаще всего применяют модифицированный, ковкий и специальный чугун, углеродистые стали.
Конструктивной особенностью деталей данного класса является наличие концентричных наружных и внутренних цилиндрических поверхностей. По технологическим признакам они могут быть гладкие и ступенчатые, зубчатые и шлицевые, фланцевые и сложные, а также включающие в себя различное сочетание перечисленных поверхностей.
Установочной базой при механической обработке наружной поверхности являются внутренняя цилиндрическая поверхность и ее торец (рис. 4.7, а). Установочной базой при обработке внутренней цилиндрической поверхности фланцевого полого стержня являются наружная .поверхность стержня и торец фланца (рис. 4.7, б).
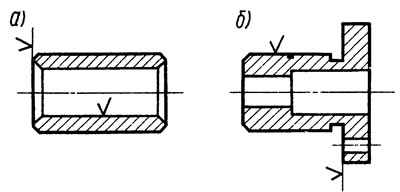
Рис. 4.7. Схема базирования деталей при обработке наружной (а) и внутренней (б) поверхностей
Полые стержни работают в условиях трения в сопровождении цикличных изменений температуры. Разрушительными факторами в процессе их эксплуатации являются трение, цикличные смены температуры и агрессивность среды. В определенных зонах механизма, как правило, действуют основной фактор, а остальные являются сопутствующими, усиливающими действие основного.
Основные дефекты и способы их устранения
Основными дефектами являются: износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Износ отверстий под подшипники, сальники в ступицах колес, отверстия под шейку шестерни полуоси в чашках дифференциала и других деталях устраняют постановкой дополнительных ремонтных деталей (ДРД) — втулок. Для этого растачивают отверстие и фаску в нем, в отверстие запрессовывают втулку, торец которой подрезают заподлицо с основным металлом и растачивают отверстие и фаску во втулке в соответствии с размером на рабочем чертеже. При восстановлении отверстий под подшипники и сальники вибродуговой наплавкой отверстия растачивают, наплавляют в два слоя, после чего их растачивают в соответствии с размером на рабочем чертеже.
Износ шейки под подшипник в чашке дифференциала устраняют вибродуговой наплавкой. Вначале обтачивают изношенную шейку, производят наплавку, а затем обтачивают наплавленную поверхность и шлифуют шейку в соответствии с размером на рабочем чертеже. При восстановлении шейки электроконтактной приваркой стальной ленты предварительно шлифуют шейку, затем приваривают ленту и шлифуют поверхность ленты в соответствии с размером на рабочем чертеже.
Износ шейки фланца под сальник устраняют вибродуговой наплавкой или в среде углекислого газа. После наплавки шейки при помощи прошивки калибруют шлицевое отверстие. Наплавленную шейку подвергают черновому, чистовому шлифованию и полированию.
При задирах, рисках и небольших износах шейки под подшипники и сальники восстанавливают хромированием и железнением.
Износ отверстий во фланцах под болты устраняют заваркой отверстий, подрезкой мест наплавки заподлицо с основным металлом, сверлением отверстий с последующим зенкованием фасок по размерам рабочего чертежа.
Резьбовые отверстия с наличием износа или с повреждением резьбы более двух ниток восстанавливают нарезанием резьбы ремонтного размера или постановкой ДРД — ввертыша с внутренней резьбой в соответствии с размером на рабочем чертеже.
Изношенные отверстия под шипы крестовины в чашках дифференциала восстанавливают развертыванием до ремонтного размера или наплавкой. Предварительно собирают правую или левую чашки дифференциала, рассверливают отверстия, затем чашки разбирают и наплавляют отверстия. После чего чашки вновь собирают, отверстия рассверливают, зенкеруют и развертывают в соответствии с размером на рабочем чертеже. Изношенные отверстия под шипы крестовины и стяжные болты или заклепки в чашках дифференциала можно устранять сверлением новых отверстий в промежутках между изношенными.
Износ и задиры на сферической и торцевой поверхностях чашки дифференциала устраняют растачиванием сферической поверхности и подрезкой торцевой до ремонтного размера с последующей компенсацией увеличенного размера постановкой ремонтных шайб при сборке дифференциала.
Износ внутренней поверхности гильзы цилиндров устраняют расточкой под один из ремонтных размеров. Ремонтный интервал составляет 0,5 мм. После растачивания отверстие гильзы подвергают предварительному и окончательному хонингованию.
Восстановление изношенного отверстия гильзы цилиндров до размера на рабочем чертеже осуществляют пластинированием. Внутреннюю поверхность изношенной гильзы цилиндров растачивают, хонингуют и зенкуют в отверстии фаску торцевой фрезой. Ленты из стали 65Г, У10А или 60 С2А толщиной 0,5; 0,6; 0,7 мм разрезаются на пластины в размер, обусловленный диаметром расточенной гильзы с учетом припуска под шлифование торцов. После обработки торцов пластину помещают между обжимными головками 5 и 7(рис. 4.8) и, включив пневмоцилиндр 5, обжимают и свертывают пластину во втулку. С помощью штока пресса и калиброванного пуансона 2 запрессовывают втулку в гильзу цилиндров. В каждую гильзу последовательно запрессовывают две пластины определенной ширины. Благодаря упругим свойствам и небольшой толщине пластины плотно прилегают к поверхности отверстия. В отверстии запрессованной втулки зенкуют фаску и производят хонингование отверстия. Последующий ремонт гильз цилиндров заключается в выпрессовке изношенных и установке новых пластин. Изношенное отверстие в гильзе цилиндров восстанавливают в соответствии с размером на рабочем чертеже и термопластическим обжатием.
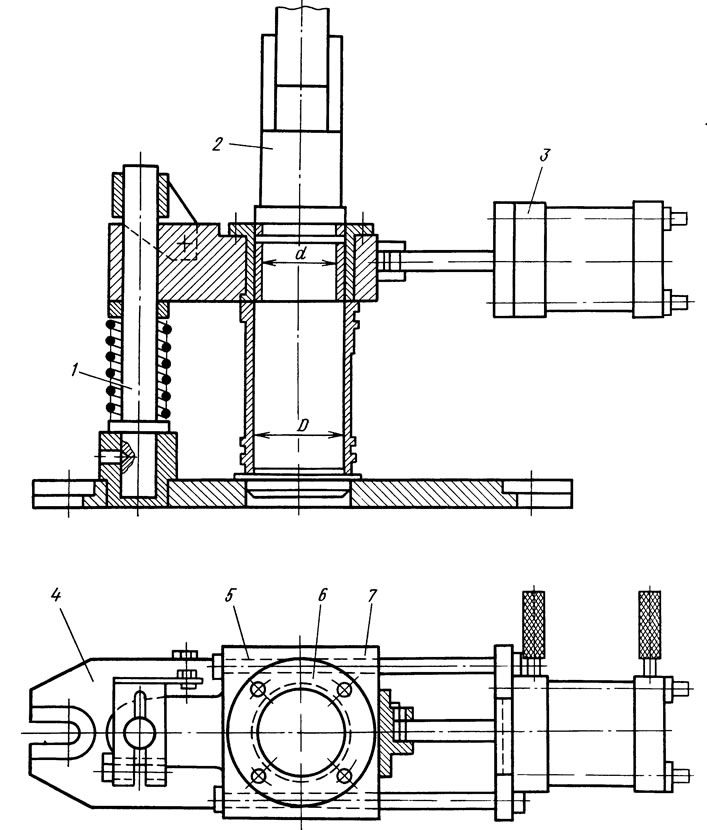
Рис. 4.8. Приспособление для совмещения операций свертывания и запрессовки пластины в гильзу цилиндров: 1 - ось; 2 - калиброванный пуансон; 3 - пневмоцилиндр; 4 - плита; 5 и 7 - обжимные головки; 6 - вкладыши
Посадочные пояски гильзы цилиндров восстанавливают электродуговым напылением проволоки Св-08А. Для улучшения сцепляемости покрытия с основой восстанавливаемые поверхности поясков обрабатывают дробью ДЧК-0,5. После напыления пояски шлифуют в соответствии с размером на рабочем чертеже.
Посадочные пояски гильзы восстанавливают также плазменным напылением порошковых смесей ПС-4 и ПС-5 на основе железного порошка 5Ж-5М с добавлением 1—2% порошка алюминия А КП (смесь ПС-4) и с добавлением 1—2% АКП и 5—10% медного порошка ПМС-2 (смесь ПС-5).
Посадочные пояски гильзы восстанавливают и приваркой ленты из стали 40 или 50 толщиной 0,5 мм с охлаждением детали в следующем режиме: ток 8,0...8,5 кА; частота вращения гильзы 3 мин⁻¹; время сварки 0,02 с; время паузы 0,12 с.
Типовой технологический процесс
Основное техническое требование, которое необходимо выполнить при восстановлении полых стержней, — это обеспечение размеров и шероховатости восстанавливаемых поверхностей, их твердости и прочности сцепления с основным металлом, а также соосности и симметричности относительно общей оси, допустимой овальности и конусообразности.
Технологический процесс восстановления деталей данного класса начинают с операций, связанных с термическим воздействием на деталь. Подготавливают изношенные и поврежденные резьбовые отверстия под заварку, а изношенные наружные и внутренние цилиндрические поверхности под наплавку. Производят заварку и наплавку подготовленных поверхностей и последующую их механическую обработку. Поверхности обрабатывают под постановку дополнительных ремонтных деталей, устанавливают и обрабатывают их до получения необходимых размеров и шероховатости поверхностей. Подготавливают поверхности под гальваническое наращивание металла и после его наращивания, обрабатывают покрытия.
Точные наружные поверхности подвергают полированию, а внутренние — хонингованию.
Схема типового технологического процесса следующая:
- подготовка отверстий с поврежденной или изношенной резьбой к заварке;
- подготовка изношенной поверхности к наплавке;
- наплавка подготовленных поверхностей;
- заварка резьбовых отверстий;
- обработка заваренных резьбовых отверстий;
- обработка наплавленных поверхностей;
- обработка поверхностей под постановку ДРД;
- постановка ДРД;
- обработка установленных ДРД;
- подготовка поверхностей под гальваническое наращивание;
- гальваническое наращивание поверхностей;
- предварительная обработка гальванических покрытий;
- чистовая обработка поверхностей;
- хонингование (полирование) поверхностей.
Применяемые средства технологической оснащенности
Механическая обработка применяется для восстановления поверхности полых стержней способом ремонтных размеров и постановкой дополнительных ремонтных деталей, а также для подготовки поверхностей под другие способы восстановления и затем для окончательной их обработки. Наружные и внутренние цилиндрические поверхности обрабатывают на токарно-винторезных станках 16Б16П, 16К20, 1М63Б и др. Если нельзя применить точение из-за высокой твердости поверхности или необходимы высокая точность обработки и малая шероховатость поверхности, осуществляется шлифование на круглошлифовальных станках ЗМ151У, ЗУ132М, ЗУ142 и др.
Гладкие и резьбовые отверстия обрабатывают на вертикально-сверлильных станках 2Н118-1, 2Г125, 2Н135-1, а внутренние поверхности гильз цилиндров — на алмазно-расточных станках типа 2А78 и хонинговальных станках 3A833, ЗБ833 и др.
В зависимости от типа производства, конструктивно-технологических параметров восстанавливаемых деталей и характера дефекта применяют тот или иной тип оборудования для механизированного наращивания поверхностей.
Восстановление наружных и внутренних цилиндрических поверхностей осуществляется: вибродуговой наплавкой на переоборудованных токарных станках наплавочными головками УАНЖ-6, ОКС-1252, ОКС-6569, ВГ-822 и др.; в среде углекислого газа на переоборудованных токарных станках с наплавочными автоматами АДПГ-500, АТП-2, полуавтоматами А-547Р, А-547У, А-537 и на установках УД-209, УД-292, УД-420, 011-1-00.01 "Ремдеталь" и др.
Посадочные пояски гильз цилиндров восстанавливают плазменным напылением на установках УПУ-ЗМ, УМП-5; электродуговым напылением электрометаллизатором ЭМ-12-67 на установке ОКС-11244; электроконтак-тной приваркой стальной ленты на установке 011-1-07 "Ремдеталь" и др.
Восстановление посадочных мест в стаканах подшипников электроконтактной приваркой стальной ленты осуществляется на установке 011-1-10 "Ремдеталь".
Гильзы цилиндров восстанавливают термопластическим обжатием на установках 02.04.093 "Ремдеталь", ОР-11301 и др.
Восстановление поверхностей деталей гальваническими покрытиями осуществляется в стационарных ваннах для подготовки деталей к покрытию, нанесения покрытия и окончательной обработки после нанесения покрытия.
Для механической обработки полых стержней применяют стандартные или разрабатывают специальные приспособления с учетом установочных баз для обработки этих деталей. В качестве стандартных приспособлений применяют оправки, на которые надевают полые стержни, и центры, в которых устанавливают оправки. Для передачи крутящего момента оправке или обрабатываемой детали служат поводковые хомутики, патроны и планшайбы.
Наплавленные поверхности обрабатывают в несколько проходов. При черновом точении и растачивании используют резцы с пластинками из твердых сплавов Т5 К10, Т15 Кб, ВК6, ВК8. Чистовую обработку выполняют резцами с пластинками из твердых сплавов ТЗО К4, ВКЗ, Эльбора-Р, Гексанита-Р. Наплавленную поверхность под флюсом рекомендуется обрабатывать при черновом шлифовании шлифовальным кругом 24А 16Н СМ2 6К5, и при чистовом — 24А 16Н СМ2 1К5. Наплавленную поверхность в среде углекислого газа рекомендуется обрабатывать при черновом шлифовании шлифовальным кругом 24А 40 С2 К7, и при чистовом — 24А 16 C1 К7. Наплавленную поверхность вибродуговой наплавкой рекомендуется обрабатывать при черновом шлифовании шлифовальным кругом 15А 40Н СТ1 6К1 и при чистовом — 24А 25Н СМ2 4К1.
Плазменные покрытия, полученные нанесением покрытия ПГ-СР4, обрабатывают шлифовальным кругом 24А 40Н СМ1-С1 6К или 91А 40Н СМ1-С1 6К. Покрытия, полученные нанесением порошков ВСНГН и СНГН, рекомендуется обрабатывать кругом из синтетических алмазов АСР 160/125 100 %-ной концентрации на высокотокопроводных связках М5-5, М5, МВ-1 и др.
Стальные ленты, приваренные электроконтактной сваркой с твердостью поверхности 46-56 HRC3, рекомендуется обрабатывать шлифовальным кругом 24А 25 СМ2 6К и с твердостью поверхности 56-61 HRC3— 24А 40 С2 6К. Шлифование поверхностей, покрытых железнением и хромированием, осуществляют шлифовальным кругом 24 А 25Н СМ2 6К1. Детонационные покрытия из оксида алюминия шлифуют кругом ЛШЕЛ 300Х140Х5Х10 A C4 50/63, 100%-ной концентрации.
Прогрессивной отделочной и упрочняющей обработкой гильз цилиндров является алмазное плосковершинное хонингование, которое выполняется в две стадии: предварительное и окончательное. Для предварительного хонингования рекомендуется использовать бруски марки АСК 250/200 M1 100, которые обеспечивают большую глубину рисок, служащих в последующем масляными карманами. Для окончательного хонингования целесообразно использовать бруски марки АСО 80/64 Р11 50, обеспечивающие требуемую шероховатость обрабатываемой поверхности.
Для контроля размеров обрабатываемых поверхностей полых стержней измерительные средства выбирают в зависимости от допуска на размеры этих поверхностей и их формы. Широко применяются универсальные средства измерения: штангенциркули, микрометры, калибры, индикаторные нутромеры. Радиальное и торцовое биение контролируют индикаторами.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Принципы разработки маршрутов при маршрутной технологии…
Выбор эффективного способа восстановления изношенных и поврежденных…
Классификация восстанавливаемых автомобильных деталей
Исходные данные и разработка технологического процесса восстановления…
Принципы разработки маршрутов при маршрутной технологии…
Выбор эффективного способа восстановления изношенных и поврежденных…
Классификация восстанавливаемых автомобильных деталей
Восстановление деталей класса «прямые круглые стержни» и «стержни с…
Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «некруглые стержни»
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «некруглые стержни»
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Похожие статьи из соседних разделов:
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот