
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Восстановление деталей класса «диски с гладким периметром»
Восстановление деталей класса «диски с гладким периметром»
Характеристика и условия работы деталей
К классу "диски с гладким периметром" относятся детали с отношением их высоты к наибольшему диаметру менее 0,5, т. е. Н≤0,5D. К ним относятся маховики, диски сцепления, тормозные барабаны и др. Для их изготовления наиболее распространенным материалом являются чугун и листовая сталь. Форма и размеры деталей данного класса разнообразны. В зависимости от назначения детали могут иметь торцовые, наружные и внутренние цилиндрические поверхности, гладкие, резьбовые и шлицевые отверстия и др. Установочными базами при механической обработке служат, как правило, наружные или внутренние цилиндрические поверхности и торец (рис. 4.10).
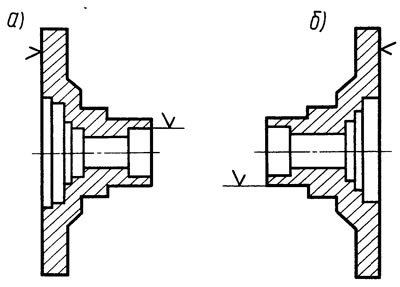
Рис." 4.10. Схема базирования при обработке цилиндрической поверхности: а - внутренней; б - наружной
Для передачи крутящего момента от маховика к ведомым элементам используется сила трения. При торможении автомобиля также используется сила трения. Трущиеся поверхности изнашиваются главным образом при относительном их проскальзывании, сопровождающемся при этом вибрацией деталей. При каждом включении сцепления или торможении автомобиля совершается работа буксования, которая переходит в тепло, нагревающее металлические детали сцепления и тормозов и способствующее увеличению износа. Разрушительными факторами при работе деталей являются трение и вибрация.
Основные дефекты и способы их устранения
Основными дефектами деталей класса "диски с гладким периметром" являются: трещины, глубокие риски, задиры, выработка на рабочей поверхности, износ гладких и резьбовых отверстий, износы фрикционных накладок, коробление или погнутость. Для устранения этих дефектов характерными являются способы механической обработки. При наличии трещин детали подлежат выбраковке.
Изношенную или поврежденную резьбу (более двух ниток) в отверстиях маховика, нажимного диска сцепления и других деталей рассверливают и заваривают. После зачистки наплавленного металла до уровня основного сверлят по кондуктору отверстия, зенкуют фаски или цекуют отверстия на определенную глубину и нарезают резьбу в соответствии с размерами на рабочем чертеже. Изношенные резьбовые отверстия в маховике восстанавливают также постановкой ввертышей, которые должны быть завернуты заподлицо с плоскостью маховика и раскернены в трех равнорасположенных точках.
Изношенные отверстия маховика под болты крепления к фланцу коленчатого вала и установочные штифты восстанавливают развертыванием под ремонтный размер.
Изношенную посадочную поверхность под зубчатый венец маховика подвергают предварительному точению, наплавляют вибродуговой наплавкой и обтачивают, обеспечивая размер по рабочему чертежу.
Изношенные отверстия под пальцы рычагов ведущего диска сцепления восстанавливают развертыванием отверстий под ремонтный размер.
Износ паза под рычаг в ведущем диске сцепления устраняют наплавкой, затем фрезеруют паз в соответствии с размером на рабочем чертеже, зачищают шлифовальной машинкой наплывы сварочного шва до основного металла. Сколы ушков крепления рычагов, захватывающие отверстия под пальцы рычагов, устраняют наплавкой ушков с последующим фрезерованием наружной поверхности и паза, зачисткой шлифовальной машинкой контура ушка, сверлением и развертыванием отверстия по кондуктору в соответствии с размером на рабочем чертеже.
Глубокие риски, задиры и выработку на рабочей поверхности маховиков, ведущих дисков сцепления устраняют точением и шлифованием до размера, не менее установленного техническими требованиями. На тормозных барабанах эти дефекты устраняют расточкой под соответствующий ремонтный размер. Для обеспечения концентричности оси рабочей поверхности по отношению к оси ступицы колеса тормозной барабан растачивают в сборе со ступицей. В качестве установочных баз принимают конусные отверстия наружных колец подшипников, ступицы (рис. 4.11).
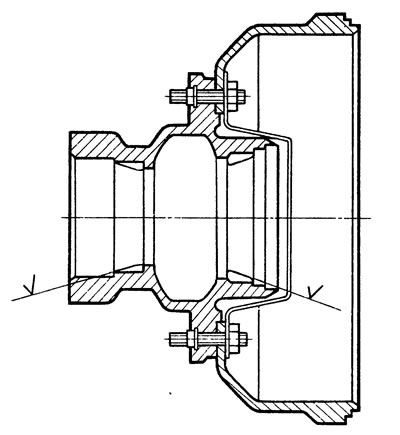
Рис. 4.11. Схема базирования при растачивании тормозного барабана
Изношенные фрикционные накладки ведомых дисков сцепления и ступицы с износом шлицев более допустимого подлежат замене. Погнутые диски правят на плите, а затем к ним приклепывают или приклеивают фрикционные накладки. Головки заклепок должны быть утоплены в накладках не менее чем на 1,5 мм. При приклеивании поверхности диска и накладок зачищают абразивным кругом на гибком валу и обезжиривают растворителем. Затем на поверхности наносят клей ВС-10Т толщиной 0,1...0,2 мм. После просушки деталей при температуре 18...20°C в течение 25...30 мин до полного улетучивания из клея паров растворителя сжимают склеиваемые детали под давлением 0,3...0,4 МПа с помощью специального приспособления и помещают в сушильный шкаф. В течение 45 мин их выдерживают при температуре (180±5)°C, а затем охлаждают на воздухе.
Отдельные детали (маховики, диски сцепления) подвергают статической балансировке. Дисбаланс устраняют удалением металла сверлением отверстий на нерабочей поверхности детали согласно рабочему чертежу. Дисбаланс ведомых дисков сцепления в сборе устраняют установкой на диске пластинчатых грузиков путем отгибания усиков.
Допустимый дисбаланс для каждой детали устанавливается техническими требованиями.
Типовой технологический процесс. Средства технологической оснащенности
Основное техническое требование, которое необходимо выполнить при восстановлении дисков, — это обеспечение размеров и шероховатости восстанавливаемых поверхностей, радиального и торцевого биения относительно оси вращения. Несмотря на внешнее различие деталей данного класса, имеется много общего в построении технологических процессов их восстановления, что создает возможность разработки типового технологического процесса.
Технологический процесс восстановления для большинства деталей начинают с подготовки поверхности под сварку, постановку дополнительной ремонтной детали или обработки гладких отверстий под ремонтный размер. Подготовленные поверхности наплавляют, рассверленные отверстия заваривают, устанавливают и фиксируют дополнительные ремонтные детали, поверхности обрабатывают в соответствии с размерами на рабочих чертежах. Изношенные торцовые и цилиндрические рабочие поверхности деталей обтачивают; при повышенных требованиях к поверхностям трения их подвергают и шлифованию. После восстановления отдельные детали подвергают статической балансировке.
Схема типового технологического процесса следующая:
- подготовка поверхностей под сварку и наплавку;
- подготовка поверхностей под постановку ДРД;
- постановка ДРД и их фиксация;
- заварка отверстий и наплавка обломов;
- механическая обработка наплавленных поверхностей и установленных ДРД;
- обработка отверстий под ремонтные размеры;
- точение и шлифование торцовых и цилиндрических рабочих поверхностей;
- замена фрикционных накладок; статическая балансировка.
- Для обработки поверхностей деталей данного класса в основном применяют металлорежущие станки: токарно-винторезные 16К20, 1М63Б; вертикально-сверлильные 2Н118-1, 2Г125, 2Н135; радиально-сверлильные 2Е152, 2Н55; горизонтально-фрезерные 6Р81Г, 6Р82Г; плоско-шлифовальные ЗЕ711В, ЗЛ722В и др.
Выпрессовку заклепок при замене изношенных фрикционных накладок и приклепывание накладок обеспечивают пневматическим прессом Р-335.
Детали при механической обработке устанавливают с помощью специальных приспособлений.
При обработке поверхностей деталей используют резцы, сверла и фрезы, как правило, с пластинками из твердых сплавов.
Для контроля размеров обрабатываемых поверхностей применяют универсальные средства измерения: штангенциркули, микрометры, калибры, индикаторы.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Восстановление деталей класса «прямые круглые стержни» и «стержни с…
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Принципы разработки маршрутов при маршрутной технологии…
Восстановление деталей класса «полые стержни»
Восстановление деталей класса «корпусные»
Исходные данные и разработка технологического процесса восстановления…
Принципы разработки маршрутов при маршрутной технологии…
Восстановление деталей класса «некруглые стержни»
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Дефекты и способы ремонта радиаторов, насосов и вентиляторов,…
Технические требования к ремонту, сборке и испытанию охлаждения и…
Дефекты топливных баков, топливопроводов, карбюраторов, топливных…
Ремонт и сборка топливных баков, топливопроводов, карбюраторов,…
Похожие статьи из соседних разделов:
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Восстановление деталей обработкой под ремонтный размер (Основы ремонта автомобилей)
Восстановление изношенных деталей железнением (Основы ремонта автомобилей)
Восстановление деталей постановкой дополнительного элемента (Основы ремонта автомобилей)
BMW подготовит новую M6 для гонок класса GT3 (Автомобильные новости)
Компания BMW обновила свои модели гольф-класса (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот