
Вопрос о том, какая деталь должна заменяться, а какая восстанавливаться, решается в основном соображениями экономического характера. Более дорогую деталь во всех случаях целесообразно восстанавливать под ремонтный размер, а менее дорогую — заменять новой.
Примером, когда обе детали сопряжения восстанавливают под ремонтный размер, может служить сопряжение "втулка клапана — клапан". Втулку развертывают под ремонтный размер, а стержень клапана восстанавливают под увеличенный ремонтный размер гальваническим наращиванием.
Ремонтный размер детали зависит от ее износа и припуска на обработку. Износ детали U устанавливают обмером ее соответствующим инструментом. Чаще всего вал измеряют микрометром, а отверстие цилиндра индикаторным нутромером. Припуск на обработку Z назначается с учетом характера обработки, типа оборудования, размера и материала детали. Припуск должен учитывать искажения геометрической формы, вызываемые неравномерным износом, и способствовать получению правильной геометрической формы изношенной детали после механической обработки без наличия следов износа на ее рабочей поверхности. Обычно при токарной обработке или расточке Z=0,05...0,10 мм, при шлифовании (хонинговании) Z=0,03...0,05 мм.
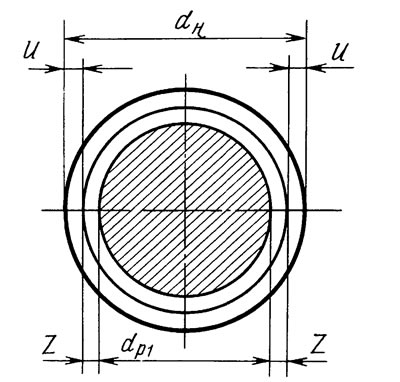
Рис. 3.2. Схема определения ремонтного размера вала при равномерном его износе
Уменьшение диаметра шейки вала или увеличение диаметра отверстия за один ремонт с учетом износа и припуска на обработку называется ремонтным интервалом. Формирование ремонтного интервала и получение ремонтного размера показаны на рис. 3.2. При равномерном износе вала ремонтный интервал.
а первый ремонтный размер
где dн — номинальный размер вала, мм.
Однако на практике детали изнашиваются, как правило, неравномерно, и измерять их износ на сторону U без спецприспособления или специнструмента невозможно. Поэтому при контроле и сортировке определяют максимальный износ на диаметр Umax. Для этого измеряют диаметр максимально изношенного вала или отверстия, а затем, зная их номинальные размеры, вычисляют износ Umax:
для вала
где dmin — минимально допустимый диаметр вала, мм;
для отверстия
где Dmax — максимально допустимый диаметр отверстия, мм;
Dн — номинальный размер отверстия, мм.
Соотношение износа на сторону U и максимального износа на диаметр Umax можно выразить через коэффициент неравномерности износа
При равномерном износе U=0,5Umax, тогда β=0,5; при одностороннем износе U=Umax, а β=1. Таким образом, β=0,5...1,0. Например, для шеек коленчатого вала β=0,6; для гнезд под подшипники в картере коробки передач β=0,8.
С учетом соотношения (3.2) формула (3.1) примет вид:
Число ремонтных размеров для валов
где Δd — допустимое уменьшение диаметра вала, мм;
для отверстий
где γA — ремонтный интервал отверстия.
Минимально допустимый диаметр вала устанавливают исходя из глубины закаленного слоя и других лимитирующих факторов (прочности, толщины антифрикционного слоя вкладышей подшипников и др.). Максимальный допустимый диаметр отверстия устанавливают исходя из прочности и других факторов.
Пример. Определим ремонтный интервал и число ремонтных размеров коленчатого вала двигателя ЗИЛ-130 при следующих исходных данных: Umax=0,10 мм; β=0,60; Z=0,05 мм; допустимое уменьшение диаметра шейки вала Δd=1,50 мм.
Подставляя исходные данные в формулу (3.3), получим:
γв=2(0,60·0,10+0,05)=0,22 мм.
На практике показатель γв принимают равным 0,25 мм, а число ремонтных размеров рассчитывают по формуле (3.4): nв=1,50/0,25=6, что также соответствует техническим условиям на ремонт коленчатых валов двигателя ЗИЛ-130.
При обработке деталей под ремонтные размеры снимаются небольшие припуски, соответствующие чистовой обработке. Поэтому геометрия режущего инструмента и режимы обработки остаются теми же, что и при соответствующих операциях механической обработки. Допуски на ремонтные размеры вала и отверстия остаются теми же, что и на номинальные размеры, так как их размеры находятся в тех же размерных интервалах. Характер сопряжения (посадка) деталей при этом восстанавливается до заданного значения предприятием-изготовителем.
Обработка деталей под ремонтные размеры нашла широкое применение при восстановлении деталей (15...30%) по причинам простоты технологического процесса и применяемого оборудования, высокой технико-экономической эффективности, а также возможности повторного (многократного) восстановления детали.
Недостатки способа отмечались в подразделе 3.1.