
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Технологический процесс твердого хромирования
Технологический процесс твердого хромирования
Гладкое хромирование
Технологический процесс хромирования состоит из трех стадий: подготовки деталей к нанесению покрытий, нанесения покрытия и обработки деталей после нанесения покрытия. Подготовка деталей к нанесению покрытия включает следующие операции: механическую обработку поверхностей; обезжиривание в органических растворителях; монтаж деталей на подвесные приспособления; изоляцию поверхностей, не подлежащих хромированию; обезжиривание деталей с последующей промывкой в воде; декапирование (анодную обработку).
Механическая обработка включает шлифование поверхностей деталей для придания им правильной геометрической формы и полирование для получения необходимой шероховатости поверхностей с использованием шлифовальных и полировальных кругов. Обезжиривание деталей предназначено для удаления с поверхностей деталей жировых загрязнений. Детали обезжиривают в органических растворителях: тетрахлорэтилене, трихлорэтилене, уайт-спирите, четыреххлористом углероде и др.
Монтаж деталей осуществляют на специальные подвесные приспособления, которые должны обеспечить надежный контакт с восстанавливаемой деталью и токопроводящей штангой, обеспечить получение равномерного покрытия и беспрепятственное удаление пузырьков водорода, выделяющегося при электролизе, не допустить экранирование отдельных участков деталей (рис. 3.38).
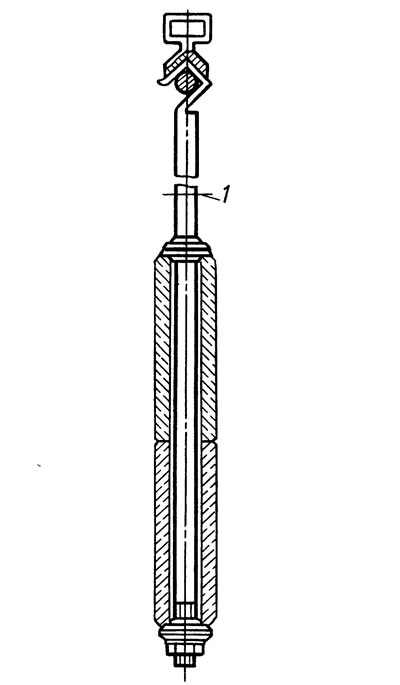
Рис. 3.38. Подвесное приспособление: 1 - уровень электролита
Изоляция мест, не подлежащих хромированию, снижает расход хрома, электрического тока и повышает производительность ванны. Для защиты поверхностей деталей применяют наносимый в несколько слоев цапон-лак в смеси с нитроэмалью в соотношении 1:2. Для изоляции также применяют перхлорвиниловую изоляционную ленту, листовую резину, пластикаты, которыми плотно обвертывают защищаемые поверхности. Наиболее целесообразным является применение различных футляров, втулок, экранов из эбонита, текстолита, виннипласта и т.п.
Окончательное электрохимическое обезжиривание в щелочных растворах является наиболее эффективным способом очистки поверхностей деталей. При обезжиривании стальных деталей в электролите, содержащем 35...40 г/л каустической соды NaOH, 25...30 г/л кальцинированной соды Na₂CO₃, 2...3 г/л жидкого стекла (Na₂O·2SiO₂) и 15...20 г/л тринатрийфосфата Na₃PO₄·12Н₂О; при температуре электролита 65...70°C, плотности тока 12... 16 А/дм² продолжительность процесса 5...8 мин. Детали помещают (подвешивают) на катодную штангу. В качестве анодов применяют пластины из стали или никеля. При электролизе на поверхности детали в виде пузырьков выделяется водород, который механически разрушает жировую пленку, ускоряя процесс омыления и эмульгирования жиров. Выделяющийся водород проникает и вовнутрь поверхностного слоя металла, вызывая его хрупкость. Поэтому в конце процесса обезжиривания переходят на анодную обработку деталей в течение 1...2 мин.
Детали также можно обезжиривать венской известью, состоящей из смеси окиси кальция, окиси магния с добавкой 3 % кальцинированной соды или 1,5% каустической соды. Порошок венской извести разводят водой до пастообразного состояния и растирают вручную по поверхности детали волосяными щетками.
После обезжиривания детали промывают в холодной, а затем в горячей воде с целью удаления с поверхностей деталей остатков щелочных растворов, которые могут загрязнить гальванические ванны. Сплошная без разрывов пленка воды на обезжиренных поверхностях свидетельствует о хорошем качестве очистки.
Декапирование (анодную обработку) проводят с целью снятия окисных пленок с обрабатываемых поверхностей детали, которые образуются во время обезжиривания и промывки, а также для обнажения структуры металла детали, что способствует прочному сцеплению покрытия с металлом детали. Помещенные в ванну хромирования детали выдерживают без тока в течение 1...2 мин для их прогрева до температуры электролита, а затем подвергают декапированию в течение 30...45 с при анодной плотности тока 25...35 А/дм².
Хромирование начинают с плотности тока в 1,5 раза больше заданного технологическим процессом. Через 1...2 мин плотность тока снижают до заданного значения. Повышение плотности тока в начале электролиза обеспечивает осаждение хрома на углубленных участках детали сложной конфигурации. При хромировании в электролите, содержащем 150...200 г/л хромового ангидрида СrО₃ и 1,5...2,0 г/л серной кислоты H₂SO₄, при температуре 55...65°C и плотности тока 40...60 А/дм² скорость осаждения хрома составляет 0,02...0,04 мм/ч. Время хромирования зависит от толщины необходимого покрытия. Для восстановления деталей применяют нерастворимые аноды, которые изготавливают из сплава свинца с 6% сурьмы. По окончании процесса прекращают подачу электрического тока и вынимают подвесные приспособления с деталями.
Обработка деталей после нанесения покрытий включает следующие операции: промывку деталей в непроточной, а затем в холодной проточной воде; нейтрализацию в растворе кальцинированной соды; окончательную промывку в теплой воде; демонтаж деталей с подвесных приспособлений и удаление изоляции; термическую обработку деталей; контроль качества покрытия.
Детали и подвесные приспособления промывают в ванне с дистиллированной водой для сбора находящихся на них остатков электролита. Затем их промывают в проточной воде, после чего погружают на 0,5—1 мин в 3...5 %-ный раствор калицинированной соды для нейтрализации остатков электролита и окончательно промывают в теплой воде.
Детали снимают с подвесных приспособлений, удаляют с них изоляцию и проводят термическую обработку в сушильном шкафу при температуре 150...200°C в течение 1,5—2 ч. Термическую обработку выполняют для удаления водорода из хромового покрытия и устранения хрупкости покрытия. Качество покрытия контролируют по внешнему виду. Наличие темных мест, непокрытых участков, отслаивание, шелушение, и другие дефекты не допускаются.
К основным недостаткам процесса хромирования относятся: низкая производительность процесса; малый выход хрома по току — 12—15%; малая толщина наносимого слоя покрытия; высокая стоимость покрытия.
Пористое хромирование
Гладкое хромовое покрытие плохо смачивается маслом, легко разрывается под воздействием нагрузок и вызывает повышенный износ сопряженных деталей. Этот недостаток устраняется при применении пористого хромирования. Пористое покрытие получают путем анодной обработки поверхностей деталей, предварительно покрытых слоем гладкого хрома. Имеющиеся на поверхности гладкого хромового покрытия микроскопические каналы и трещины увеличиваются, образуя в верхнем слое хромового покрытия поры глубиной 0,04...0,60 мм.
Различают два вида пористости хрома — канальчатый и точечный (рис. 3.39). Канальчатый пористый хром имеет сетку трещин, отчетливо видимую невооруженным глазом. При точечном пористом хроме размеры отдельной площадки настолько малы, что становятся визуально неразличимыми. Характер пористости зависит от режима хромирования, так как анодное травление не создает пористость, а выявляет и углубляет поры и трещины, образующиеся при хромировании.
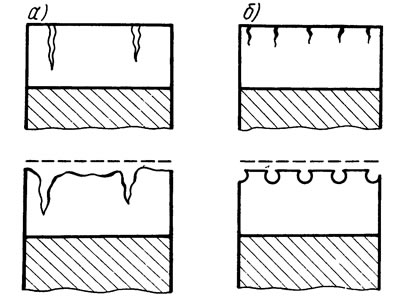
Рис. 3.39. Схема формирования поверхности пористого хрома: а - канальчатого; б - точечного
Анодную обработку выполняют в том же хромовом электролите, который применяют для наращивания хрома. Плотность тока находится в пределах 24...45 А/дм², температура электролита 50...55°C.
Хромирование в саморегулирующемся электролите
Процесс твердого хромирования требует постоянного контроля и корректировки соотношений хромового ангидрида и серной кислоты. Этот недостаток устраняется применением саморегулирующего электролита, в состав которого входят: 200...300 г/л хромового ангидрида, 6...8 г/л сернокислого стронция SrSO₄, 18...20 г/л кремнефтористого калия K₂SiF₆, 110 г/л хромпика (бихромата калия) К₂Сr₂О₇. Вместо серной кислоты в электролит вводят труднорастворимые соли сернокислого стронция и кремнефтористого калия в количестве, превышающем их растворимость, с тем чтобы часть солей находилась в растворе в виде диссоциированных ионов, а часть в твердом состоянии на дне ванны. При изменении концентрации хромового ангидрида избыток солей, находящихся на дне ванны, будет растворяться в электролите, обеспечивая постоянство концентрации компонентов электролита. Для снижения коррозионной активности электролита в него вводят хромпик, который снижает агрессивность электролита. Хромирование проводится при плотности тока 70...100 А/дм² и температуре электролита 40...70°C.
Хромирование в саморегулирующемся электролите обеспечивает автоматическую корректировку его состава, хорошую рассеивающую способность и выход металла по току 18...20%.
Хромирование в тетрахроматном электролите
Хромирование проводится при температуре 18...20°C в электролите следующего состава: 340...360 г/л хромового ангидрида СrО₃; 2,0...2,5 г/л серной кислоты H₂SO₄; 40...60 г/л каустической соды NaOH; 1,2 г/л сахара или глюкозы. При введении в электролит каустической соды образуется тетрахромат натрия Na₂O·4CrO₃, повышающий производительность процесса хромирования. Наличие сахара обеспечивает образование трехвалентного хрома, влияющего на внешний вид и качество осадка. Процесс ведется при плотности тока 30...80 А/дм², скорость осаждения хрома 0,05...0,06 мм/ч.
Хромирование в тетрахроматном электролите рекомендуется применять для восстановления поверхностей деталей с невысокой твердостью до 350...400 НВ и для получения защитно-декоративных покрытий. Тетрахроматный электролит имеет высокую рассеивающую способность и выход хрома по току до 28...30%. Покрытия отличаются отсутствием пор, высокой антикоррозийностью, низкой твердостью и хорошей прирабатываемостью. Однако при электролизе выделяется значительное количество тепла, поэтому электролит необходимо охлаждать, что связано с определенными трудностями.
Проточное хромирование
Восстановление поверхностей крупногабаритных деталей сложной формы вызывает большие трудности, связанные с изоляцией мест, не подлежащих покрытию, сложностью конструкции подвесных приспособлений и быстрым загрязнением ванны. Поэтому поверхности этих деталей при централизованном восстановлении восстанавливают нанесением покрытия безванным способом, при котором в зоне покрытия создают местную ванну и в нее принудительно подают электролит. Для хромирования в проточном электролите, кроме ванны, необходима специальная установка, включающая насос и систему трубопроводов для подачи электролита, площадку для установки детали, специальные цилиндрические аноды и их крепления. Аноды располагаются внутри хромируемой поверхности, а в пространство между ними подается электролит. При хромировании в электролите, содержащем 150 г/л хромового ангидрида СrО₃ и 1,5 г/л серной кислоты H₂SO₄, при расстоянии между анодами и поверхностью детали до 10...15 мм, скорости протекания электролита 8...100 см/с и плотности тока 150...200 А/дм² скорость осаждения хрома достигает 114...0,18 мм/ч.
Хромирование в проточном электролите применяется для восстановления внутренних рабочих поверхностей блоков цилиндров, отверстий под подлинники в картере коробки передач, чартере сцепления и др. Благодаря принудительной циркуляции электролита обеспечиваются высокая равномерность покрытия по всей поверхности и получение мелкодисперсной структуры. Осадки получаются повышенной твердости и износостойкости. Выход хрома по току составляет до 20...22%.
Струйное хромирование
Способ применяется при централизованном восстановлении деталей типа валов и является разновидностью хромирования в проточном электролите. Детали помещают на специальные установки, где, как правило, им придают вращательное движение. На установках к восстанавливаемым поверхностям детали поочередно подаются растворы, электролит и вода. Подача осуществляется насосом к свинцовой насадке с прорезями для протекания растворов. Поэтому насадка одновременно является и анодом. Применение саморегулирующего тетрахроматного электролита, содержащего 350 г/л хромового ангидрида СrО₃, 12 г/л сернокислого кальция CaSO₄ и 60 г/л углекислого кальция СаСО₃ при температуре электролита 22...32°C и плотности тока 120...140 А/дм² позволяют повысить производительность процесса до 0,25...0,32 мм/ч. При струйном и проточном хромировании все операции промывки, обезжиривания, декапирования, хромирования, а также режим работы, регулировка времени действия растворов и их корректировка легко поддаются автоматизации. Поэтому при централизованном восстановлении деталей применяют гальванические автоматические установки, значительно повышающие производительность процесса и позволяющие наносить защитные покрытия до 1 мм на сторону.
Хромирование в ультразвуковом поле
Повышение производительности процесса и улучшение физико-механических свойств покрытия наблюдаются при хромировании в ультразвуковом поле. Ультразвук, оказывая значительное перемешивающее действие, позволяет ускорить процесс при повышенных плотностях тока. При хромировании в тетрахроматном электролите, содержащем 380 г/л хромового ангидрида СrО₃, 2 г/л серной кислоты H₂SO₄, 50 г/л каустической соды NaOH и 2 г/л сахара, при температуре 20°C и плотности тока 180 А/дм² значительно увеличиваются твердость и износостойкость покрытия, а насыщение водородом уменьшается в 1,5 раза. Ультразвук существенно влияет на скорость осаждения хрома, позволяя получить качественные осадки толщиной до 0,5...0,6 мм с высоким выходом по току до 42...43% и производительностью процесса до 0,30...0,35 мм/ч.
Влияние режимов электролиза на свойства покрытий
Внешний вид, структура и механические свойства хромовых покрытий изменяются в очень широких пределах в зависимости от состава электролита, плотности тока и температуры электролита. Изменяя соотношения плотности I тока и температуры t электролита, можно получить три вида хромовых осадков: молочные, блестящие и матовые (рис. 3.40). Молочные осадки обладают высокой износостойкостью и повышенной вязкостью. Их наносят на поверхность деталей, работающих с большими удельными давлениями и знакопеременной нагрузкой. Блестящие осадки обладают высокой твердостью, повышенной износостойкостью, хрупкостью и наличием сетки трещин. Их рекомендуется наносить на поверхности деталей, работающих на износ. Матовые осадки обладают повышенной твердостью, хрупкостью, низкой износостойкостью, наличием сетки трещин.
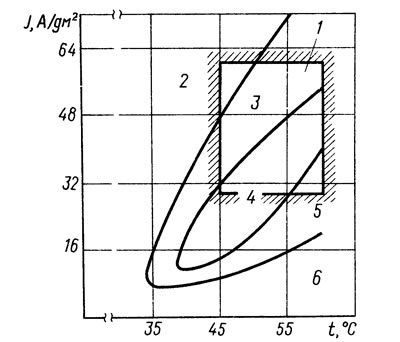
Рис. 3.40. Виды хромовых покрытий в зависимости от режима хромирования: 1 - рабочая зона; 2, 3, 4, 5 и 6 - области осадков, соответственно матовых хрупких, матово-блестящих, блестящих твердых, молочно-блестящих и молочных мягких
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Производственный и технологический процесс ремонта автомобилей (Основы ремонта автомобилей)
Технологический процесс разборки автомобилей (Основы ремонта автомобилей)
Дефекты деталей подвески — технологический процесс ремонта (Основы ремонта автомобилей)
Дефекты деталей рам — технологический процесс ремонта (Основы ремонта автомобилей)
В этом видео показан процесс создания «заряженного» универсала BMW M3… (Автомобильные новости)
Производственный и технологический процесс ремонта автомобилей (Основы ремонта автомобилей)
Технологический процесс разборки автомобилей (Основы ремонта автомобилей)
Дефекты деталей подвески — технологический процесс ремонта (Основы ремонта автомобилей)
Дефекты деталей рам — технологический процесс ремонта (Основы ремонта автомобилей)
В этом видео показан процесс создания «заряженного» универсала BMW M3… (Автомобильные новости)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот