
Основными способами искусственной сушки являются конвекционный и терморадиационный.
Конвекционная сушка выполняется в сушильных камерах потоком горячего воздуха или продуктами сгорания (рис. 2.30, а). Воздух нагревается горячей водой, паром, газом или электроэнергией. При этом тепло идет от верхнего слоя лакокрасочного покрытия к металлу изделия. Образуется верхняя корка, препятствующая удалению летучих компонентов, и тем самым замедляется процесс сушки. Температура сушки в зависимости от вида лакокрасочного покрытия колеблется в пределах 70...140°C. Продолжительность сушки от 0,3...8 ч.
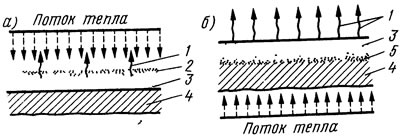
Рис. 2.30. Схема искусственной сушки деталей: а - конвекционной; б - терморадиационной; 1 - пары растворителей; 2 - корка; 3 - незасохший слой; 4 - деталь; 5 - высыхающий слой
Терморадиационная сушка заключается в том, что окрашенная деталь облучается инфракрасными лучами и сушка начинается с поверхности металла, распространяясь к поверхности покрытия (рис. 2.30, б). Для получения инфракрасного излучения используются теплоэлектронагреватели, специальные газовые горелки и лампы накаливания.
При окраске изделий сложной формы и при наличии большого количества экранирующих поверхностей, препятствующих прохождению инфракрасных лучей, может быть использован комбинированный способ — терморадиационно-конвекционный. Суть его состоит в том, что кроме облучения изделий инфракрасными лучами производится дополнительный нагрев горячим воздухом или продуктами сгорания газов. Методы определения основных технологических режимов искусственной сушки (конвекционной, терморадиационной и терморадиационно-конвекционной) изложены в ГОСТ 9.405—83.
Перспективными методами сушки лакокрасочных покрытий является ультрафиолетовое облучение и электронно-лучевая сушка.
В последние годы в качестве защитнодекоративных покрытий все шире используются порошковые краски (композиции на основе полимеров). Для их нанесения на поверхности детали используется напыление в электрическом поле и погружение изделий во взвешенный слой полимерных порошков. При этом температура детали должна быть несколько выше температуры полимеров. Основные технологические параметры методов окрашивания изложены в ГОСТ 9.105—80.