
Оглавление: Анаэробные герметики ↓ Жидкие прокладки ↓
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Анаэродные герметизирующие составы и жидкие прокладки
Анаэродные герметизирующие составы и жидкие прокладки
Анаэробные герметики
Все более широкое применение получают анаэробные герметики на акриловой основе — "Анатерм", "Унигерм", ДН-1, ДН-2. Эти синтетические жидкие составы, способные длительное время в присутствии кислорода воздуха оставаться в исходном состоянии и быстро полимеризоваться при комнатной температуре в узких зазорах соединяемых деталей при нарушении контакта с кислородом воздуха с образованием прочного полимерного слоя. На скорость отверждения анаэробных герметиков влияет зазор между соединяемыми деталями, температура при отверждении, отсутствие контакта с воздухом, характер покрытия поверхностей деталей и чистота этих поверхностей.
Технологический процесс восстановления и фиксации неподвижных соединений включает выбор марки анаэробного герметика, подготовку сопрягаемых поверхностей деталей, нанесение анаэробного герметика, сборку соединения. Для анаэробных герметиков с различной вязкостью рекомендуются максимальные зазоры в сопряжениях, которые они способны герметизировать — 0,07...0,60 мм.
Подлежащие сборке или герметизации поверхности деталей очищают от ржавчины и окалины механическим способом, масляные и другие загрязнения удаляют органическими растворителями. Неметаллические материалы, отличающиеся большой пористостью, не обезжиривают, а зачищают шлифовальной шкуркой. На очищенную и обезжиренную поверхность наносят герметик с помощью капельницы флакона или при помощи кисти, шпателя. Время отверждения анатермов в сопряжениях деталей при температуре 20°C не превышает 8 ч, а при температуре 80°C сокращается до 30 мин. Детали с гальваническими, анодированными, оксидированными и другими покрытиями ингибируют полимеризацию и время отверждения герметика увеличивается.
В отвержденном состоянии анаэробные герметики нерастворимы в органических растворителях, обладают хорошей химической стойкостью, устойчивы к действию высоких механических нагрузок и переменных температур, стойки к ударам и вибрации, обеспечивают уплотнение изделий с высокой степенью герметичности.
С помощью герметиков восстанавливают посадочные поверхности деталей в неподвижных соединениях, обеспечивают герметизацию и стопорение резьбовых соединений, устраняют пористость поверхностей деталей после наплавки и напыления покрытия, герметизируют сварные швы и другие виды работ. Для восстановления посадочных зазоров и натягов в сопряжениях, предупреждения от задиров при запрессовке и распрессовке поверхностей сопрягаемых деталей, защиты их от коррозии, снижения концентрации напряжений на поверхности деталей и повышения их усталостной прочности, выравнивания удельных давлений по периметру используют эластомеры ГЭН-150 и 6Ф.
Технологический процесс восстановления заключается в приготовлении раствора эластомера, подготовки поверхностей деталей, нанесении покрытия и его отверждении. Эластомеры выпускаются в виде вальцованных листов толщиной 2...5 мм. Эластомеры растворяют в закрытом сосуде ацетоном или смесью ацетона и бутилацетата в течение 8...10 ч с периодическим взбалтыванием. После полного растворения эластомера, раствор отстаивают и затем фильтруют через мелкую металлическую сетку. Поверхность детали тщательно очищают и обезжиривают. Затем деталь выдерживают на воздухе для испарения обезжиривающих жидкостей, после чего наносят раствор эластомера одним из следующих способов: кистью, накаткой валиком или напылением. Толщина наносимой пленки эластомера на поверхности деталей при соединении с натягом не должна превышать 0,2 мм.
После нанесения раствора на поверхность детали ее подвергают сушке или нагревают до температуры 120...145°C с выдержкой в течение 30...120 мин. Сборку сопряжений с гарантированным натягом, у которых одна из деталей покрыта пленкой эластомера, как правило, производят с нагревом. При этом одну из деталей нагревают в сушильном шкафу или при помощи индукционного нагревателя до необходимой температуры и собирают сопряжения без усилия.
Жидкие прокладки
Повышение надежности соединений в узлах автомобилей, снижение трудоемкости и стоимости работ по их уплотнению дает новый вид герметизирующего материала — жидкие прокладки. Они представляют собой полимерные композиции различной степени вязкости. Изменяя форму в процессе сборки соединений, жидкие прокладки заполняют все микронеровности, царапины, риски и вмятины на поверхностях деталей и обеспечивают герметичность соединения. Жидкие прокладки могут применяться самостоятельно или в сочетании с твердой прокладкой (рис. 3.49). Они стойки к вибрациям, ударам и могут эксплуатироваться в широком диапазоне температур и давлений.
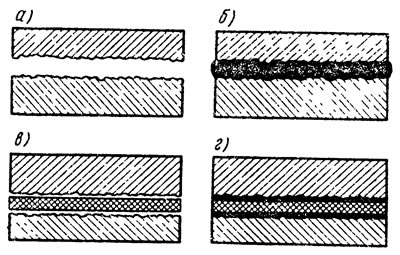
Рис. 3.49. Схемы герметизации неподвижных соединений: а - без герметизатора; б - с жидкой прокладкой; в - с твердой прокладкой; г - с комбинацией твердой и жидкой прокладок
Для ремонтных целей используют универсальную жидкую прокладку ВАТТ-3, на основе низкомолекулярного силоксанового каучука.
Технологический процесс нанесения жидкой прокладки состоит из подготовки поверхностей соединения, нанесения жидкой прокладки, выдержки на воздухе, сборки соединения, закрытой выдержки до начала эксплуатации агрегата.
Для обеспечения приклеивания прокладки соответствующую поверхность сопрягаемой детали подвергают обработке шлифовальной шкуркой, очистке шпателем с последующим обезжириванием органическим растворителем. Существующая масляная пленка на другой из сопрягаемых поверхностей предотвращает приклеивание к ней прокладки. Жидкую прокладку наносят на поверхность соединения выдавливанием валика из тубы с последующим разравниванием шпателем слоя прокладки. Отверждение прокладки происходит за счет ее взаимодействия с атмосферной влагой, начинается с поверхностного слоя и продолжается по мере диффузии влаги воздуха в глубь материала. Отверждение осуществляется за 10 мин, а эксплуатация агрегата допускается через 20...30 мин после нанесения жидкой прокладки.
Жидкая прокладка ВАТТ-3 надежно заменяет картонные, паронитовые, резиновые. В отдельных случаях ее можно использовать вместо асбестовых, пробковых, фибровых и других прокладок. Она позволяет восстанавливать герметизирующую способность прокладки головки цилиндра двигателя с устранением местных деформаций прокладки, нарушения покрытия. Жидкая прокладка позволяет также восстанавливать другие повреждения прокладки, герметизировать резьбовые соединения и шланги. Ее можно использовать при восстановлении изоляции электропроводки, для склеивания фар, герметизации соединений без полной разборки.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Технология склеивания деталей
Нанесение полимеров для восстановления деталей
Технология восстановления деталей эпоксидными композициями
Синтетические материалы в авторемонтном производстве
Автоматизация процесса нанесения гальванических покрытий
Нанесение полимеров для восстановления деталей
Технология восстановления деталей эпоксидными композициями
Синтетические материалы в авторемонтном производстве
Автоматизация процесса нанесения гальванических покрытий
Организация рабочих мест для работы с синтетическими материалами
Виды и содержание технологических процессов восстановления деталей
Классификация восстанавливаемых автомобильных деталей
Выбор эффективного способа восстановления изношенных и поврежденных…
Принципы разработки маршрутов при маршрутной технологии…
Виды и содержание технологических процессов восстановления деталей
Классификация восстанавливаемых автомобильных деталей
Выбор эффективного способа восстановления изношенных и поврежденных…
Принципы разработки маршрутов при маршрутной технологии…
Похожие статьи из соседних разделов:
Замена уплотнительной прокладки головки блока цилиндров («M52TU»,… (Ремонт двигателей М54/М56 и S54)
Замена уплотнительной прокладки головки блока цилиндров («M52TU»,… (Ремонт двигателей М54/М56 и S54)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот