
Поверхности деталей, подлежащие склеиванию, тщательно очищают от загрязнений, обезжиривают и придают им шероховатость. На соединяемые поверхности наносят 2...3 слоя клея толщиной 0,10...0,15 мм с сушкой каждого из них. Время и температура сушки слоев зависит от марки клея и указывается в инструкции по его применению. Нанесение толстых (до 0,50 мм) слоев клея резко снижает прочность соединения. Затем склеиваемые поверхности соединяют, сжимают их специальными приспособлениями и подвергают отверждению по режиму, соответствующему применяемому клею. Для уменьшения остаточных напряжений склеенное соединение медленно охлаждают.
Широкое применение получили синтетические клеи БФ-2, БФ-4, ВС-10Т, БФТ-52, ВС-350 и др. Клеи БФ-2, БФ-4 относятся к числу универсальных и применяются для склеивания металлов и пластмасс между собой и с другими материалами, работающими при температуре не выше 80°C. При ремонте автомобилей их используют для приклеивания заплат при устранении пробоин на бачках радиаторов, топливных баков. Они применяются и при сборке кузовов и кабин автомобилей. На склеиваемые поверхности клеи наносятся в один-три слоя с последующей сушкой каждого слоя при температуре 15...30°C в течение 1 ч и при температуре 55...60°C в течение 15 мин. Отверждение производится при температуре 140...150°C и давлении 0,5...0,6 МПа в течение 1 ч.
Клей ВС-10Т в основном используется для приклеивания фрикционных накладок к тормозным колодкам и дискам сцепления. Применяется он и для склеивания металлов, стеклотекстолитов, работающих при температуре не выше 200°C. На подготовленные поверхности наносится первый слой клея с последующей выдержкой на воздухе в течение 10...15 мин и второй слой — до полного высыхания. После просушки клея склеиваемые детали соединяют, обеспечивая давление 0,5...1,0 МПа (рис. 3.48). Отверждение производится при температуре 180°C в течение 1...2 ч.
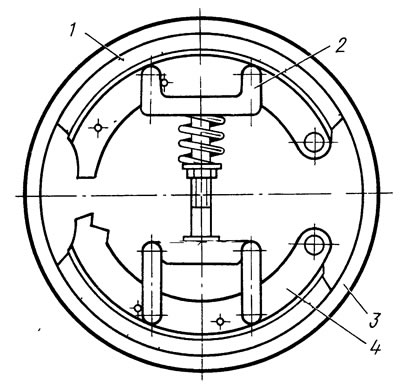
Рис. 3.48. Приспособление для прессования тормозной накладки: 1 - тормозная накладка; 2 - винтовой нагружатель; 3 - технологический барабан; 4 - тормозная колодка
Клей БФТ-52 используется в основном для приклеивания фрикционных накладок. После его нанесения на склеиваемые поверхности их выдерживают в течение 1 ч при температуре 18...20°C, и затем в течение 15 мин при температуре 65...75°C. Отверждение производится при температуре 175...185°C в течение 0,33 ч и давлении 0,5...1,0 МПа.
Клей ВС-350 применяется для склеивания металлов, стеклотекстолитов. Его наносят на склеиваемые поверхности в два слоя с выдержкой каждого слоя в течение 1 ч при температуре 15...30°C. Отверждение производится в течение 2 ч при температуре 195...205°C и давлении 0,06...0,20 МПа.
Склеиваемые поверхности обезжиривают ацетоном или бензином Б-70 при помощи кисти или технической салфетки. Клей наносят кистью. Сушку выполняют склеиваемые поверхности в сушильном шкафу или электронагревателем.