
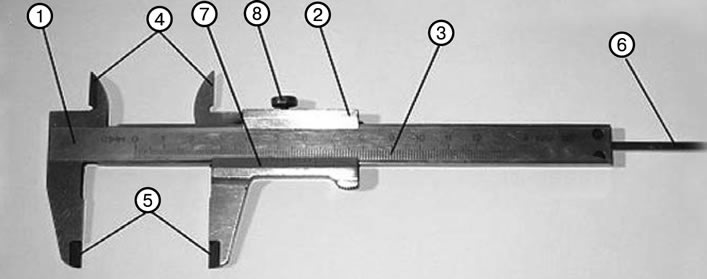
1. Rúd. 2. Mozgatható keret. 3. Súlyzó mérleg. 4. Szivacsok belső mérésekhez. 5. Szivacsok külső mérésekhez. 6. Mélységmérő vonalzó. 7. Nóniusz. 8. Csavar a keret rögzítéséhez
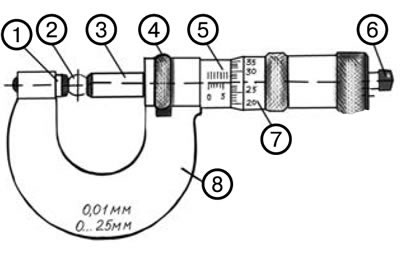
1. Sarok. 2. Mérés tárgya. 3. Orsó. 4. Kerék. 5. Mérőskála (mm-ben). 6. Racsnis kulcs. 7. Nóniusz dob. 8. Konzol.
Méréskor a tárgyat (2) az üllő és a mikrométercsavar (3) közé kell szorítani. A szár felületén két vonalskála található, egymástól 0,5 mm-rel eltolva, 1 mm-es osztásértékkel. A dob (7) egy kör alakú skála körül forog, amely szintén a dob ferde élén található. A mikrométercsavar bármilyen helyzetben rögzíthető. A csavar racsnis mechanizmussal van felszerelve, hogy biztosítsa az állandó mérési nyomást.
- 1. A tárgyat a sarok és a mikrométercsavar közé helyezik, miközben a dobot forgatják, az orsót a tárgy hozzávetőleges méretére állítják be.
- 2. Az orsót óvatosan közelebb mozgatják, amíg hozzá nem ér a mérendő tárgyhoz.
- 3. A mm-ben megadott méretet a dob nóniuszával határozzuk meg, amely megfelel a szárskála vízszintes indexvonalának.
- 4. Meghatározzák a mért tárgy teljes méretét.
Megjegyzés: Amikor a mért tárggyal érintkezik, ne húzza meg az orsót a dobhüvely kézzel történő forgatásával, mert ez károsíthatja a mikrométert. A méretek pontosabb meghatározásához biztosítani kell a tárgy megfelelő rögzítését.
A tolómérő egy univerzális eszköz, amelyet külső és belső méretek nagy pontosságú mérésére terveztek. Ezenkívül egy tolómérővel meghatározható a lyukak és kiemelkedések mélysége.
A tolómérő mérőpofái a munkadarabok oldalainak párhuzamosságának mérésére is használhatók.
Körző volna mérési határok 0-125 mm (SHC-1), mm 0-160 (SHC-2) 0-400 mm (SHC-3).
A leggyakrabban használt féknyereg az ShTs-1.
A külső méretek méréséhez és a párhuzamosság ellenőrzéséhez a szerszám fő mérőpofáit, a belső méretek méréséhez és jelöléséhez pedig segéd hegyes pofákat használunk.
Mélységmérő segítségével határozza meg a lyukak és kiemelkedések mélységét.
A tolómérő kialakítása egy osztásos vonalzón (lécen) és egy segéd nóniuszskálán alapul, amely a fő vonalzó/léc mentén mozog. Ez a segédskála használható az osztás törtjeinek megszámlálására a fő skálán.
A nóniuszskála a főskála és a nóniuszskála osztási intervallumainak különbségén alapul. Ez a különbség megegyezik a nóniuszskála osztási értékével, és az osztások száma az osztási értéktől függ.
Ha a skálaosztási intervallum 1 mm, a nóniuszi osztási intervallum pedig 0,9 mm, akkor a nóniuszi osztás értéke 0,1 mm.
Tehát, ha a nóniusz nullosztását a féknyereg fő skálájának nullosztásával kombináljuk, akkor a nóniusz első osztása a skálák intervallumainak különbségével, azaz 0,1 mm-rel, a második osztás 0,2 mm-rel stb. "marad" le a fő skála első osztásától.
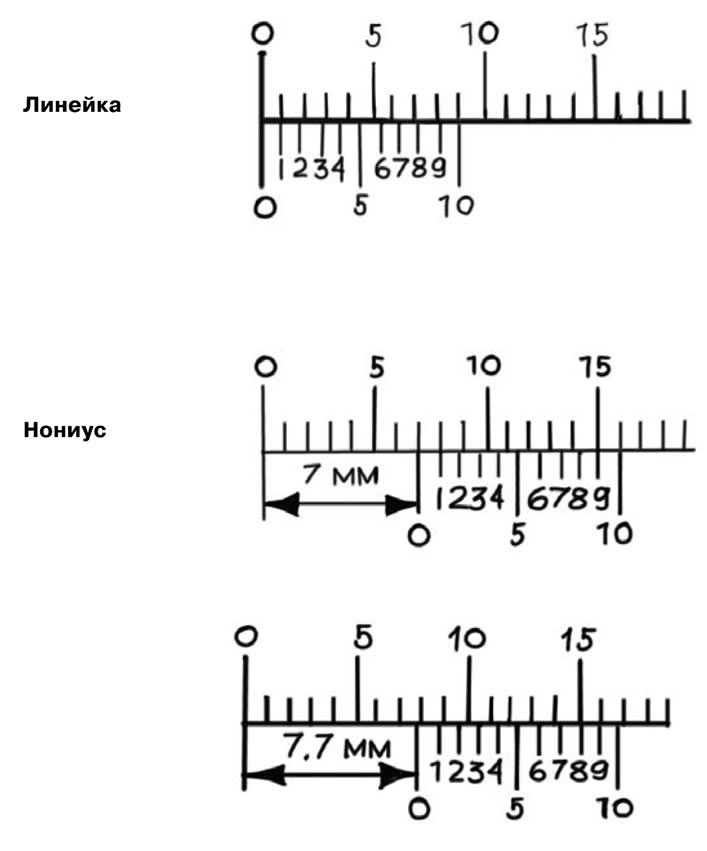
A nóniusz tizedik osztása, 1 mm-rel eltolódva, egybeesik a rúd fő skálájának kilencedik osztásával, azaz ha az 1 mm-es osztási értéket elosztjuk a nóniusz osztásainak számával (10-zel), akkor 0,1 mm-t kapunk (lásd a képet)
Példa:
- Ha a nóniusz nulla jele egybeesik a vonalzó bármely jelével, akkor ez az osztás a méretet egész milliméterben jelzi.
- Ha a nóniusz nulla jele nem esik egybe a fő skála jelével, akkor a bal oldali vonalzón lévő osztás egész millimétert mutat, és a tizedeket a nóniusz szerint számoljuk.
- A milliméterek teljes számához annyi tizedmillimétert adunk hozzá, ahány nóniuszvonás van, amíg bármelyik nóniuszvonás teljesen egybe nem esik a vonalzó egyik vonásával. Az ábra 7 mm és 7,7 mm leolvasását mutatja.
Néhány féknyereg mérőórával van felszerelve. A kijelzőskála lehetővé teszi a nullpont beállítását és a tűrések szabályozását.

Munka közben és után a féknyerget vizes lúgos oldatba áztatott szalvétával kell törölni, majd tiszta szalvétával szárazra törölni. A munka befejezése után fedje le a féknyereg felületét egy vékony réteg műszaki olajjal, és helyezze a tokba. Kerülje az erős ütéseket vagy eséseket működés közben, hogy elkerülje a rúd görbülését és egyéb sérüléseit, a mérőfelületek karcolódását, valamint a mérőfelületek súrlódását a szabályozott alkatrésszel.