
Оглавление: Разборочно-моечный участок (рис. 6.1) ↓ Слесарно-механический участок (рис.…↓ Участок ремонта агрегатов (рис. 6.3) ↓ Участки ремонта деталей и сборки…↓ Испытательная станция (рис. 6.5) ↓ Кузнечно-рессорный участок (рис. 6.6) ↓ Гальванический участок (рис. 6.7) ↓ Сварочно-наплавочный участок (рис.…↓
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Особенности проектирования технологической части основных производственных участков
Особенности проектирования технологической части основных производственных участков
Разборочно-моечный участок (рис. 6.1)
Открыть большую картинку в новом окне »
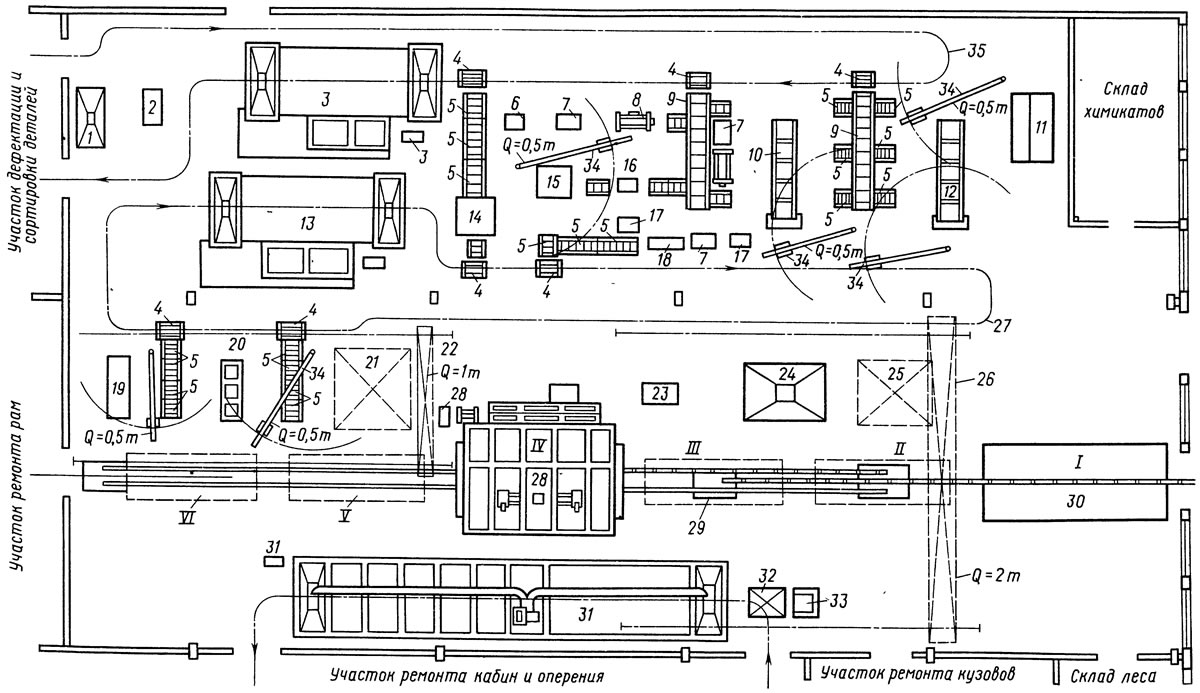
Рис. 6.1. Планировка разборочно-моечного участка АРЗ с годовой программой 10 000 капитальных ремонтов автомобилей ЗИЛ-130 на базе готовых силовых агрегатов
Назначение участка
Участок предназначен для мойки автомобилей и агрегатов; разборки автомобилей на агрегаты, узлы и детали: мойки, обезжиривания и очистки деталей.
Позициями на рис. 6.1 обозначены: 1 — шнековая моечная установка для мелких деталей; 2 — установка для мойки подшипников качения; 3 — машина для мойки деталей агрегатов; 4— пневматический подъемный стол; 5 — рольганг; 6 — стенд для разборки тормозных барабанов и ступиц колес; 7 — слесарный верстак; 8 — гидравлический пресс; 9 — пластинчатый конвейер; 10 — механизированная эстакада для разборки передних мостов; 11 — установка для пропаривания картеров задних мостов; 12 — механизированная эстакада для разборки задних мостов; 13 — моечная машина для мойки подразобранных агрегатов; 14 — установка для мойки и очистки ступиц колес; 15 — стенд для разборки редукторов задних мостов; 16 — стенд для разборки дифференциалов; 17 — стенд для разборки рулевых управлений; 18 — стенд для разборки карданных валов; 19 — стенд для отвертывания гаек стремянок рессор; 20 — эстакада для подразборки передних и задних мостов; 21 — площадка для агрегатов; 22 и.26 — кран-балки; 23— стеллаж для стекол; 24 — установка для пропаривания и промывки топливных баков; 25 — площадка для топливных баков и радиаторов; 27 и 35 — подвесные конвейеры; 28 — моечная машина для мойки шасси автомобиля; 29 — грузонесущий конвейер с тяговой цепью; 30 — камера для обогрева автомобилей; 31 — установка для снятия краски с кабин и оперения автомобилей; 32 — пневматический подъемный стол; 33 — склиз; 34 — консольный поворотный кран; I—VI — посты разборки автомобилей и мойки шасси на поточной линии.
Краткий технологический процесс
Перед поступлением на разборочно-моечный участок автомобили подвергаются наружной мойке и затем без грузовой платформы транспортируются на посты обогрева и предварительной разборки. Здесь снимают кабину, оперение, радиатор, топливный бак, электрооборудование и колеса. Кабина и оперение поступают на установку для снятия старой краски. Топливные баки направляются на установку по их пропариванию и очистке.
Шасси автомобиля транспортируют в проходную моечную камеру, где производят Наружную мойку, а также выпаривание картеров двигателя, коробки передач, заднего моста. На предприятиях с большой годовой производственной программой целесообразно применять мойку шасси автомобиля методом погружения.
На последующих постах шасси автомобиля окончательно разбирают: снимают двигатель с коробкой передач, карданную передачу, рулевое управление, передний и задний мосты. Агрегаты транспортируют на посты предварительной разборки, затем их моют, после чего подвергают разборке на детали на специализированных постах. Картеры задних мостов дополнительно пропаривают в специальной установке. Ступицы колес в сборе с тормозными барабанами перед разборкой очищают от смазки также на специальной установке.
Детали разобранных агрегатов промывают моечными растворами. Ряд деталей подвергают специальным видам очистки: в блоке цилиндров, коленчатом валу прочищают масляные каналы и промывают их на специальных установках; удаляют нагар с поверхности головки цилиндров, клапанов, коллекторов; удаляют накипь в блоках цилиндров; очищают метизы. Подшипники качения промывают в специальной установке. Рамы автомобилей вываривают в ваннах и ополаскивают водой на данном участке или участках их ремонта.
Годовой объем разборочных работ определяют по формуле (6.1). Масса деталей, подлежащих выварке и мойке в течение года
где Gi — масса ремонтируемого объекта, кг.
Массу деталей, подлежащих выварке и мойке, ориентировочно принимают равной: 25...40% массы грузовых автомобилей; 30...35% массы легковых автомобилей и 18...20% массы автобусов. Массу деталей отдельно ремонтируемых агрегатов принимают равной массе этих агрегатов. Масса автомобилей и агрегатов приведена в приложении 15.
Расчет и подбор оборудования
Поточные линии разборки рассчитывают по методике, изложенной в данной главе. Число разборочных стендов определяется по формуле (6.7), а рабочих мест — по формуле (6.12).
Число проходных моечных установок и машин определяется по формуле (6.8). Продолжительность мойки принимается равной, мин: легковых автомобилей — 1,2...1,5; грузовых автомобилей — 3...5; автобусов 5...6; шасси грузовых автомобилей — 35...45; предварительно разобранных агрегатов — 6...9.
Число моечных машин для мойки агрегатов принимается в соответствии с годовой производственной программой предприятия и технической характеристикой машины, определяющей ее пропускную способность. Число моечных машин для мойки деталей определяется по формуле (6.10). Остальное оборудование выбирают согласно требованиям технологии.
Слесарно-механический участок (рис. 6.2)
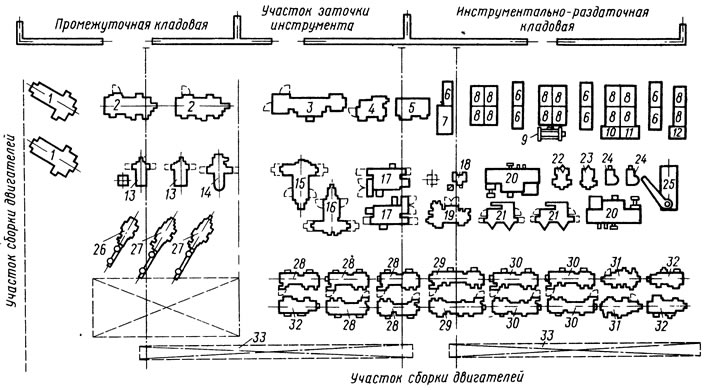
Рис. 6.2. Планировка слесарно-механического участка авторемонтного завода: 1 - поперечно-строгальные станки; 2, 26 и 27 - токарно-револьверные станки; 3, 28 - 30 и 32 - токарно-винторезные станки; 4 - бесцентрово-шлифовальный полуавтомат; 5 - плоскошлифовальный станок с круглым станком; 6 - стеллажи для деталей; 7 - разметочная плита; 8 - слесарные верстаки; 9 - гидравлический пресс; 10 - гидравлический пресс на подставке; 11 - настольно-сверлильный станок на подставке; 12 - поверочная плита на подставке; 13 - универсальные горизонтально-фрезерные станки; 14 - вертикально-фрезерный станок; 15 - широкоуниверсальный фрезерный станок повышенной точности; 16 - вертикально-фрезерный станок с поворотной головкой; 17 - круглошлифовальные универсальные станки; 18 - точильно-шлифовальный станок; 19 - внутри шлифовальный станок (специальный); 20 - плоскошлифовальный станок; 21 - круглошлифовальные станки; 22 - 24 - вертикально-сверлильные станки; 25 - радиально-сверлильный станок; 31 - токарно-винторезные станки повышенной точности; 33 - подвесные электрические однобалочные краны
Назначение участка
Участок предназначен для восстановления деталей слесарно-механической обработкой, кроме базовых деталей агрегатов, а также для изготовления дополнительных ремонтных деталей.
Краткий технологический процесс
Детали поступают на участок партиями с учетом технологических маршрутов со склада деталей, ожидающих ремонта. После выполнения слесарно-механических работ детали партиями поступают на другие участки (гальванический, термический, сварочно-наплавочный) и затем возвращаются на слесарно-механический участок для завершающих работ. Отремонтированные и изготовленные детали поступают на комплектовочный участок.
Годовой объем работ определяется раздельно по слесарным и механическим работам по формуле (6.1) с увеличением этого объема на 10%, необходимым для выполнения работ по самообслуживанию производства. Годовой объем механических работ распределяется по видам обработки с учетом их процентного соотношения, принятого в практике проектирования АРП:
- Токарные — 40...50
- Револьверные — 7...12
- Фрезерные — 8... 12
- Шлифовальные и хонинговальные — 16...20
- Строгальные и долбежные — 3...6
- Сверлильные — 7...10
- Прессово-штамповочные — 3...6
В связи с тем, что за сверлильными станками рабочих обычно не закрепляют, так как на них работают слесари, в годовой объем слесарных работ необходимо включать объем сверлильных работ.
Расчет и подбор оборудования
Число слесарных верстаков рассчитывают по формуле (6.12). Остальное оборудование (прессы, разметочные и правочные плиты) принимается согласно требованиям технологии выполняемых работ на участке. Число станков по каждому виду работ определяют по формуле (6.7). По типам и размерам станки подбирают в зависимости от габаритных размеров деталей и характера их обработки. В зависимости от специализации ремонтного предприятия (ремонт полнокомплектных автомобилей, двигателей, ходовых агрегатов), годовой производственной программы и других факторов в каждом конкретном случае в пределах общего количества станочного оборудования могут быть внесены необходимые изменения по их типам.
Число слесарей определяется по формулам (6.3) и (6.4), число рабочих-станочников по каждому виду обработки — по формулам (6.5) и (6.6).
Участок ремонта агрегатов (рис. 6.3)
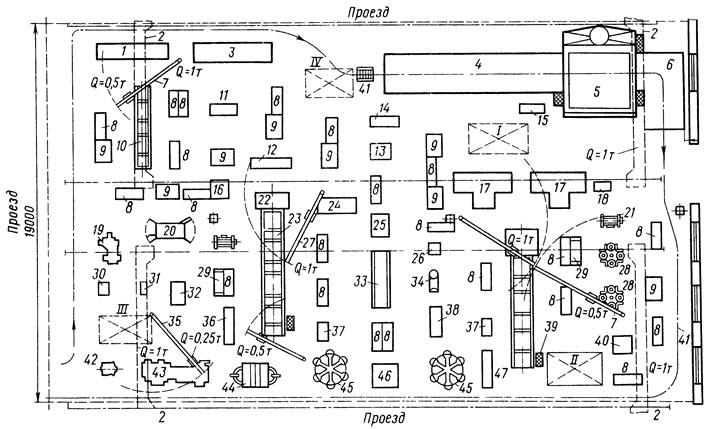
Рис. 6.3. Планировка участка ремонта и сборки агрегатов агрегаторемонтного завода с годовой программой 15 000 КР комплектов агрегатов автомобиля ЗИЛ-130
Назначение участка
Участок предназначен для ремонта базовых деталей, сборки, испытания и окраски агрегатов трансмиссии: коробки передач, передних и задних мостов, карданной передачи, рулевого механизма.
Позициями на рис. 6.3 обозначены: 1 — стенд для испытания коробок передач; 2 — кран-балки; 3 — станок для балансировки карданных валов; 4 — камера для обезжиривания агрегатов перед окраской; 5 — камера для наружной окраски агрегатов; 6 — камера для сушки агрегатов после окраски; 7, 27 и 35 — консольные поворотные краны; 8, 29, 33 и 37 — стеллажи; 9 — слесарные верстаки; 10 — механизированная эстакада для сборки коробок передач; 11 — стенд для сборки карданных валов; 12 — стенд для регулировки передних мостов; 13 — стенд для сборки рулевых управлений; 14 — стенд для испытания гидроусилителя рулевого механизма; 15 — шкаф для хранения кистей и другого инвентаря; 16 — приспособление для сборки крышки коробки передач; 17 — стенды для испытания задних мостов под нагрузкой; 18 — ларь для хранения обтирочных материалов; 19 — горизонтально-расточной станок; 20 и 42 — радиально-сверлильные станки; 21 — пресс гидравлический; 22 — стенд для сборки передних мостов с рессорами; 23 — механизированная эстакада для сборки передних мостов; 24 — верстак для сборки поворотных кулаков; 25 — станок для растачивания тормозных барабанов и обтачивания тормозных накладок; 26 — стенд для срезания накладок тормозных колодок; 28 — стенд для сборки редуктора заднего моста; 30 — шлифовальный станок; — настольно-сверлильный станок; 32 — вертикально-сверлильный станок; 34— пневматический пресс для клепки фрикционных накладок тормозных колодок; 36 — верстак для сборки рулевых тяг, 38 — станок для шлифования фрикционных накладок тормозных колодок; 39 — механизированная эстакада для сборки задних мостов; 40 — стенд для сборки дифференциала заднего моста; 41 — подвесной конвейер; 43 — токарно-винторезный станок; 44 — стенд для холодной правки балки переднего моста; 45 — поворотный стенд для сборки тормозных барабанов со ступицами; 46 — стенд для запрессовки шпилек и обойм подшипников; 47 — стенд для запрессовки труб полуосей заднего моста; I — площадка для задних мостов; II — площадка для картеров задних мостов; III — площадка для картера коробок передач и задних мостов; IV — площадка для накопления агрегатов перед окраской.
Краткий технологический процесс
Слесарные и станочные работы по восстановлению картеров коробок передач, редукторов, задних мостов, балки переднего моста, ступиц колес, тормозных барабанов, карданных валов выполняются непосредственно на участке сборки агрегатов с целью уменьшения трудовых затрат на межучастковую транспортировку базовых деталей. Агрегаты собирают на специализированных постах поточных линий и на рабочих местах. Детали для сборки агрегатов поступают в комплектах с участка комплектования и с постов их ремонта. Собранные агрегаты проверяют и испытывают, окрашивают и затем подают на линию сборки автомобилей или на склад готовой продукции.
Годовой объем по видам работ определяют по формуле (6.1).
Расчет и подбор оборудования
Расчет поточных линий сборки агрегатов осуществляется по методике, изложенной в подразделе 6.2.5. Количество оборудования для сборки агрегатов и узлов определяется по формуле (6.7), рабочих мест — по формуле (6.12), число испытательных стендов — по формуле (6.9). Продолжительность испытания агрегатов ориентировочно принимают следующей: коробок передач без нагрузки 8... 10 мин, под нагрузкой 12... 15 мин; задних мостов или отдельных редукторов без нагрузки 10...12 мин, под нагрузкой 10...14 мин. Число камер для окраски агрегатов определяют по формуле (6.7), а для сушки после окраски по формуле (6.8).
Число производственных рабочих определяется по формулам (6.3) и (6.4). При расчете числа маляров можно исходить из примерной трудоемкости нанесения лакокрасочного покрытия распылением в пересчете на 1 м² окрашиваемой поверхности (1 чел.-мин/м²). Ориентировочные площади поверхностей покрытия при окраске агрегатов автомобиля следующие, м²:
- Двигатель со сцеплением 2,5
- Коробка передач — 2,0
- Задний мост — 3,0
- Передний мост — 2,0
- Рулевой механизм — 1,5
- Карданная передача — 1,5
Участки ремонта деталей и сборки двигателей
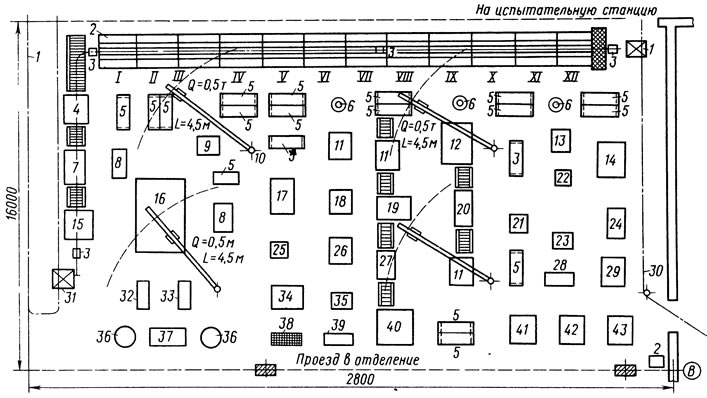
Рис. 6.4. Планировка участка сборки двигателей авторемонтного завода с годовой программой 25 000 КР силовых агрегатов ГАЗ-53А: 1 и 30 - подвесные конвейеры; 2 - конвейер-эстакада для сборки двигателей; 3 - электрическая таль на монорельсе; 4 - стенд для сборки блока цилиндров с картером сцепления; 5 - стеллажи для деталей; 6 - поворотные стеллажи; 7 - стенд для гидравлического испытания блоков цилиндров; 8 - слесарные верстаки; 9 - стенд для напрессовки шестерен распределительного вала; 10 - консольные поворотные краны; 11 - слесарные верстаки; 12 - стенд для сборки головки цилиндров; 13 - стенд для балансировки сцепления; 14 - стенд для испытания центрифуг; 15 - накопитель блоков цилиндров; 16 - стенд для балансировки коленчатого вала с маховиком; 17 - стенд для сборки шатунно-поршневой группы; 18 - стол с весами для взвешивания поршней с шатунами; 19 - стеллаж для головок цилиндров; 20 - стенд для постановки клапанов в головку цилиндров; 21 - стенд для сборки ведомых дисков сцепления; 22 - стенд для испытания масляных насосов; 23 - стенд для сборки нажимных дисков сцепления; 24 - стеллаж для водяных насосов; 25 - печь для нагрева поршней; 26 - стеллаж для поршней; 27 - станок для притирки клапанов; 28 - стенд для клепки фрикционных накладок ведомых дисков сцепления; 29 - стенд для испытания водяных насосов; 31 - пневматические подъемные столы; 32 - стенд для сборки коленчатого вала с маховиком; 33 - стеллаж; 34 - стеллаж для деталей; 35 - стенд для постановки поршневых колец; 36 - стеллажи для коленчатых валов; 37 - стеллаж для маховиков; 38 - стеллаж для поршневых колец; 39 - стеллаж для поршней; 40 - накопитель головок цилиндров; 41 - накопитель нажимных дисков сцепления; 42 - накопитель ведомых дисков сцепления; 43 - стенд для сборки водяных насосов; I-XII - посты сборки двигателей на поточной линии
Назначение участка
Участок ремонта предназначен для восстановления основных деталей двигателя: блоков и головок цилиндров, коленчатых и распределительных валов, шатунов, гильз, деталей сцепления и маховиков. Участок сборки предназначен для сборки, окраски и испытания двигателей (рис. 6.4).
Краткий технологический процесс
На участок ремонта детали поступают со склада деталей, ожидающих ремонта, со сварочного, слесарно-механического, гальванического и других участков, где они подвергались соответствующим видам ремонта. Детали подвергают слесарно-механической обработке на специализированных постах и линиях с последующей мойкой их в моечных машинах. В блоках цилиндров и коленчатых валах промывают также масляные каналы.
На участок сборки поступают отремонтированные основные детали с участка их ремонта; с участка комплектования поступают комплекты остальных деталей (поршни, поршневые кольца, пальцы и др.). На специализированных рабочих местах собирают, контролируют и испытывают составные части двигателя: шатунно-поршневую группу, головку цилиндров, масляный и водяной насос, фильтры и др. Затем их направляют на линию сборки двигателя. Собранные двигатели окрашивают в камере на специализированных постах, доукомплектовывают приборами электрооборудования, питания, вентилятором и подают на испытательную станцию для регулировки, приработки и испытания. Для устранения дефектов, обнаруженных в процессе испытания, двигатели возвращают на участок сборки.
Годовой объем по видам работ определяют по формулам (6.1) и (6.2). При укрупненных расчетах можно принять, что половина всего объема работ по сборке двигателя выполняется на специализированных рабочих местах по подсборке составных частей.
Расчет и подбор оборудования
Количество станочного оборудования и окрасочных камер определяют по формуле (6.7), специализированных рабочих постов — по формуле (6.12). Расчет поточной линии сборки двигателей осуществляется по методике, изложенной в подразделе 6.2.5. Остальное оборудование выбирают согласно требованиям технологии.
Число производственных рабочих определяют по формулам (6.3) и (6.4).
Испытательная станция (рис. 6.5)
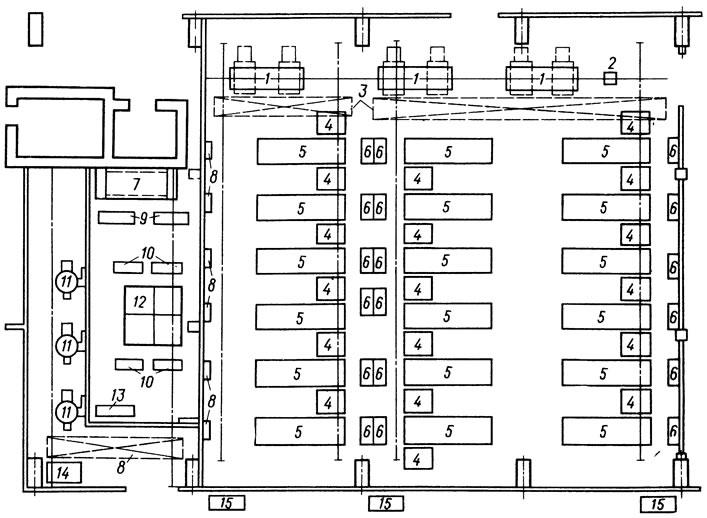
Рис. 6.5. Планировка испытательной станции: 1 - подставки; 2 - электрическая таль на монорельсе; 3 - подвесные кран-балка; 4 - водяные реостаты; 5 - стенды для испытания двигателей; 6 - шкафы управления; 7 - резервуар для воды; 8 - установки для замера расхода топлива; 9 и 10 - соответственно водяные и масляные насосы; 11 - центрифуги; 12 - резервуар для масла; 13 - резервуар для шлама; 14 - ванна для промывки деталей центрифуг; 15 - топливные баки
Назначение участка
Испытательная станция предназначена для приработки деталей и испытания двигателей после сборки.
Краткий технологический процесс. Двигатели со сцеплением, окрашенные и укомплектованные агрегатами и приборами, поступают на испытательную станцию. Приработка и испытание осуществляются на режимах, установленных для каждой модели. Для устранения обнаруженных дефектов двигатель возвращают на участок сборки и в зависимости от их характера повторно испытывают на испытательной станции. Двигатель, принятый ОТК, направляют на участок сборки автомобилей или склад готовой продукции.
Расчет и подбор оборудования
Число стендов для приработки и испытания двигателей определяется по формуле (6.9). Остальное оборудование выбирают согласно требованиям технологии. Кроме этого, необходимо предусмотреть снабжение двигателей маслом, топливом, водой и отвод отработавших газов. В АРП применяют централизованную проточно-циркуляционную систему смазки, которая включает масляный насос, масляные фильтры, емкости для масла и трубопроводы.
Производительность насоса
где 0,3÷0,5 — коэффициент, учитывающий наличие проточно-циркуляционной системы смазки; q — количество масла, необходимого для приработки и испытания двигателя (принимается с учетом производительности масляного насоса двигателя, л/ч: 3M3-53 — 2700; ЗИЛ-130 — 3000; ЯМЗ — 236, -238 — 8400); Ко — коэффициент, учитывающий одновременность работы стендов; Ко = 0,85÷1,0.
Давление масла, развиваемое насосом, должно превышать давление в системе смазки двигателей на размер потерь в фильтрах проточно-циркуляционной системы, которые составляют 0,1...0,2 МПа. Количество масла принимают из расчета обеспечения непрерывной работы масляного насоса в течение 0,15÷0,20 ч. Расход масла на периодическую доливку в связи с угаром и другими потерями принимается 3...5% вместимости масляных картеров прирабатываемых двигателей. Заменяют масло в емкости после приработки и испытания каждых 100...120 двигателей.
Система питания двигателей топливом включает резервуары для топлива, расходные баки, приборы для измерения расхода топлива и трубопроводы. Для подачи топлива самотеком расходные баки устанавливают на высоте 2,5...3,0 м от уровня пола. Резервуары для топлива размещаются вне помещения испытательной станции. Вместимость их определяется из расчета расходов топлива на приработку и испытание двигателей в течение двух смен. Примерный расход топлива на 1 номинальную л.с./ч для карбюраторных двигателей 0,25 л, для дизельных 0,20 л.
Для обеспечения непрерывной циркуляции топлива при приработке и испытании дизельных двигателей в помещении испытательной станции устанавливают дополнительные расходные баки вместимостью не более 50 л, которые заполняются самотеком из основного расходного бака.
Для приработки и испытания двигателей также применяется природный газ из городской магистрали, расход которого 0,5...0,6 м³/л.с.
Централизованная система охлаждения включает смесительный и расходный баки, насосную установку, трубопроводы.
Производительность насоса для подачи воды
где 1,24-1,4 — коэффициент запаса, учитывающий повышение расхода воды при максимальных нагрузках в период горячей приработки; q — количество воды, необходимой для охлаждения двигателя при циркуляционной системе (3M3-53 — 1500...1700; ЗИЛ-130—1600...2000; ЯМЗ-236 — 4000...5000 л/ч; Ко — коэффициент, учитывающий одновременность работы стендов; Kq=0,85÷1,0.
Расход воды, поступающей из водопровода, составляет 20...35% количества воды, необходимой на охлаждение двигателя.
Централизованная система удаления отработавших газов предусматривает «общий коллектор, к которому подводятся индивидуальные трубопроводы стендов. Из общего коллектора газы удаляются принудительно с помощью вентиляционной установки, расположенной на пути их движения.
Число испытателей в смену принимается из расчета обслуживания одним рабочим трех стендов.
Кузнечно-рессорный участок (рис. 6.6)
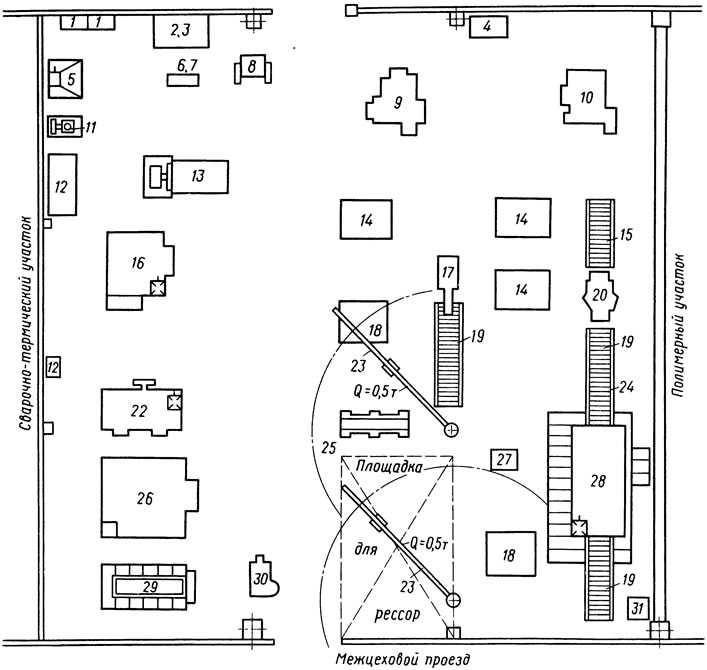
Рис. 6.6. Планировка кузнечно-рессорного участка авторемонтного завода с программой 5000 КР автомобилей ЗИЛ-130 в год: 1 - лари для угля и инструмента; 2 - подставка под разметочную плиту; 3 - разметочная плита; 4 - конторский стол; 5 - кузнечный горн на один огонь; 6 - подставка под наковальню; 7 - однорогая наковальня; 8 - точильно-шлифовальный станок; 9 - однокривошипный открытый двухстоечный пресс простого действия; 10 - то же с передвижным столом и рогом; 11 - центробежный вентилятор высокого давления; 12 - бак для мазута; 13 - ковочный пневматический молот; 14 - стеллажи для рессорных листов; 15 - рольганг; 16 - камерная пламенная нагревательная печь; 17 - установка для смазки рессорных листов; 18 - стенд для разборки и сборки рессор; 19 и 24 - рольганги; 20 - стенд для очистки рессорных листов; 21 - щит управления к электрической печи; 22 - машина для формовки и закалки рессорных листов; 23 - поворотные консольные краны; 25 - стенд для испытания рессор; 26 - камерная электропечь сопротивления; 27 - станок для рихтовки рессорных листов; 28 - моечные машины для рессорных листов; 29 - ванна для охлаждения рессорных листов при термообработке; 30 - вертикально-сверлильный станок; 31 - аппаратный шкаф
Назначение участка
Участок предназначен для восстановления поверхностей деталей, изготовления поковок и деталей пластическим деформированием, для ремонта рессор.
Краткий технологический процесс
Детали, требующие восстановления поверхностей, поступают на участок со склада деталей, ожидающих ремонта. После выполнения ковочных работ детали направляют согласно технологическому маршруту на другие участки для дальнейшей обработки, чаще всего слесарно-механической. Для изготовления новых деталей металл поступает с заготовительного участка после резки его на заготовки или со склада металлов.
Рессоры поступают с разборочно-моечного участка и подвергаются разборке, мойке и дефектации. Листы рессор, требующие ремонта, подвергаются отжигу, и им придают требуемую стрелу прогиба. После закалки и отпуска листы подвергаются рихтовке и направляются на посты сборки рессор. Собранные рессоры подвергаются испытанию на стенде и транспортируются на участок сборки.
Годовой объем кузнечных работ Gиг определяется с учетом его увеличения на 10%, необходимого для выполнения работ по самообслуживанию производства:
где Gи — масса деталей и поковок, подлежащих восстановлению и изготовлению, приходящихся на единицу ремонтируемого объекта, кг (для определения массы можно пользоваться данными приложений 15 и 16).
Годовой объем кузнечных работ распределяют по видам работ с учетом их долевого соотношения, %:
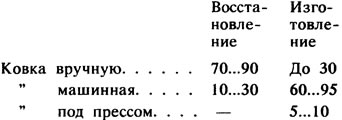
Для расчета молотов учитывают следующее распределение годового объема поковок по массе:
| Масса поковки, кг | Распределение объема, % |
| До 3 | 10 |
| 3—5 | 30 |
| 5—10 | 10 |
| 10—15 | 10 |
| 15—25 | 12 |
| 25—50 | 20 |
| Более 50 | 8 |
Годовой объем по рессорным работам определяется по формуле (6.1) и распределяется по видам работ, %:
- Разборочно-сборочные — 30
- Термические — 35
- Подгоночно-рихтовочные — 25
- Прессовые — 4
- Сверлильные — 3
- Испытательные — 3
Годовой объем работ по закалке и отпуску рессорных листов определяется по формуле (6.13) с использованием данных приложения 17.
Расчет и подбор оборудования
Число молотов по каждому виду кузнечных работ определяется по формуле (6.10) с использованием данных приложения 18. При выборе числа печей и размеров их пода необходимо учитывать возможность повторного нагрева деталей и поковок. Поэтому для каждого молота (пресса) предусматривается не менее одной печи.
Число горнов определяется по формуле (6.10), производительность горна 8...10 кг/ч.
Число печей для нагрева рессорных листов под закалку и отпуск рассчитывают также по формуле (6.10). Производительность рессорной печи 140...160 кг/ч при размере пода рессорной печи 2,0X0,6 м. Производительность машины для формовки и закалки рессорных листов составляет 120 листов в час. Количество оборудования для выполнения других видов рессорных работ рассчитывают по формуле (6-7).
Число производственных рабочих для кузнечных работ принимается по числу оборудования и закрепляемых за ним бригад. Состав бригады при машинной ковке под молотом: с массой падающих частей до 100 кг—2 чел. (кузнец и подручный); с массой падающих частей 150...400 кг — 3 чел. (кузнец, подручный и машинист); при ручной ковке — 2 чел. (кузнец и молотобоец).
Гальванический участок (рис. 6.7)
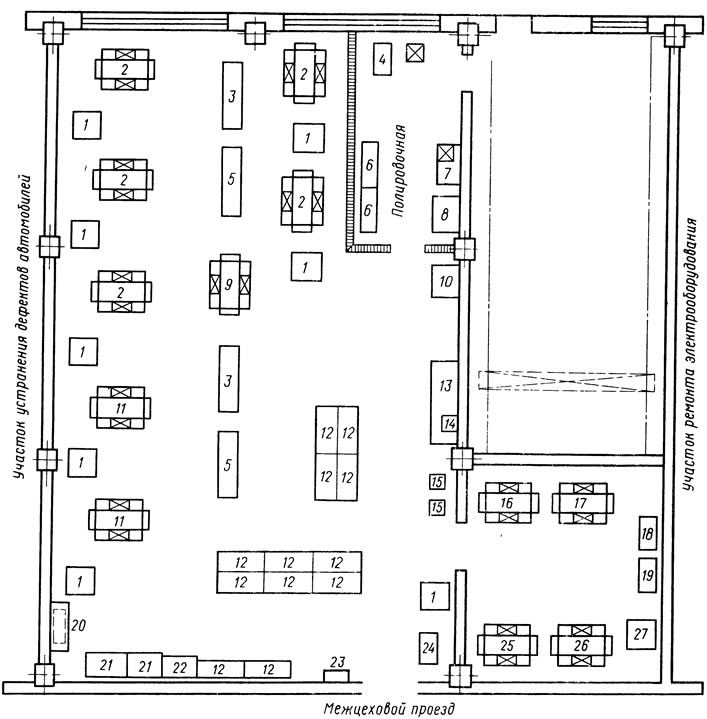
Рис. 6.7. Планировка гальванического участка АРЗс программой 8500 приведенных КР автомобилей ГАЗ-53 А в год: 1, 15 и 24 - выпрямительные устройства; 2 - ванны для железнения; 3 - ванны с холодной водой для промывки деталей после всех процессов, кроме хромирования; 4 - полировочный станок; 5 - ванны с теплой водой для промывки деталей после всех процессов, кроме хромирования; 5 и 6 - стеллажи для деталей; 7 - стол для накатки полировальных кругов; 8 - сушильный шкаф; 9 - ванна для нейтрализации; 10 - стол для навешивания деталей; 12 - ванна для анодного травления; 13 - стол для вневанного железнения деталей; 14 - ванна для улавливания электролита; 16 - ванна для никелирования; 17 - ванна для кислого меднения; 18 - ванна с холодной водой для промывки деталей в процессе хромирования; 19 - ванна с теплой водой для промывки деталей в процессе хромирования; 20 - бак для отстоя электролита; 21 - кислотостойкие насосы; 22 - конторский стол; 23 - раковина; 25 - ванна для снятия старого хромового покрытия; 26 - ванна для хромирования; 27 - ванна для улавливания электролита
Назначение участка
Гальванический участок предназначен для восстановления деталей электролитическим осаждением металла на изношенные поверхности. На участке выполняют износостойкое и защитно-декоративное хромирование, железнение, меднение, никелирование и цинкование.
Краткий технологический процесс
На участок детали поступают партиями. Детали, требующие восстановления размеров после предварительного шлифования, поступают с слесарно-механического участка. Туда же они возвращаются после гальванического наращивания на окончательную механическую обработку. Детали, отдельные поверхности которых подлежат меднению для защиты от цементации, также поступают с слесарно-механического участка и после меднения направляются на термический участок. Детали, нуждающиеся в восстановлении защитно-декоративного покрытия, поступают с участка дефектации или со склада деталей, ожидающих ремонта.
После восстановления покрытия детали поступают на участок комплектования или посты сборки.
Годовой объем гальванических работ по каждому виду покрытий
где S — площадь поверхностей деталей ремонтируемого объекта, подвергаемая гальваническому покрытию (табл. 6.4), дм².
Таблица 6.4. Ориентировочные площади, дм, гальванических покрытий деталей автомобиля ГА 3-53А
| Вид гальванических покрытий | Ремонтируемый объект | ||
| Автомобиль | Двигатель | Прочие агрегаты | |
| Износостойкое хромирование | 4,28 | 4,12 | 0,17 |
| Железнение | 10,90 | 2,26 | 8,55 |
| Цинкование | 14,60 | 0,59 | 2,77 |
| Меднение | 2,77 | 0,84 | 0,25 |
| Никелирование | 2,69 | — | — |
Для последующих расчетов целесообразно годовой объем выразить в часах:
где Sв — площадь поверхностей деталей при одной загрузке ванны, дм²; t — продолжительность гальванической операции, ч.
Площадь
где f —средняя площадь гальванического покрытия деталей при одной загрузке ванны, дм²/м (для износостойкого хромирования f=5; для защитно-декоративного хромирования f=20; для железнения f=10; для других гальванических процессов в щелочных электролитах f=50; в кислых электролитах f=30); lкш — длина катодной штанги ванны, м.
Время
где t₁ — продолжительность электролитического осаждения металла на детали (определяется по формуле (5.15), основные данные по видам покрытий приведены в приложении 19), мин; t₂ — время на загрузку и выгрузку деталей; t₂=5÷12 мин; Кпз — коэффициент, учитывающий подготовительно-заключительное время (при односменной работе участка Кпз=1,06÷1,10; при двухсменной Кпз=1,03÷1,05).
Расчет и подбор оборудования
Число ванн для гальванического покрытия
где Ки — коэффициент использования ванн (для износостойкого хромирования Ки=0,80; для других видов покрытий Ки=0,85).
Размеры ванн принимаются в зависимости от размеров деталей и подвесных приспособлений.
Источники тока назначают по требуемым силе тока и напряжению. Для износостойкого хромирования применяют напряжение 12 В, для остальных видов покрытия 6 В.
Число полировального оборудования определяют по формуле (6.11). Производительность этого оборудования для деталей с площадью покрытия до 1 дм² принимается: при износостойком хромировании и железнении 42...48 дм²/ч; при декоративном хромировании 22...23 дм²/ч. При обработке деталей с площадью покрытия более 1 дм² производительность оборудования повышается на 40...50%. Остальное оборудование и производственный инвентарь подбираются согласно принятой технологии.
Явочное число производственных рабочих
где η — коэффициент многоагрегатного обслуживания (при износостойком хромировании η=6÷8; при железнении η=0,8÷2,0; при других видах покрытия η=2÷3).
Сварочно-наплавочный участок (рис. 6.8)
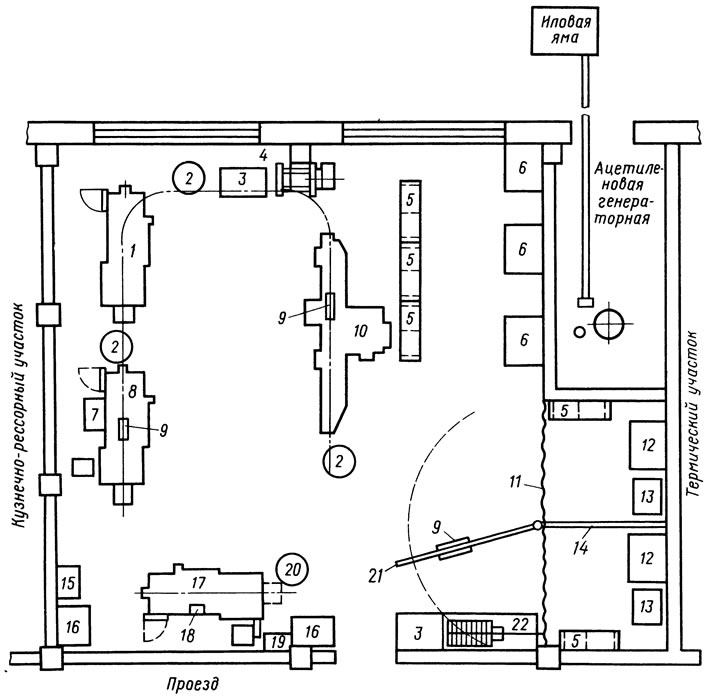
Рис. 6.8. Планировка наплавочного участка АРЗ: 1, 8 и 17 - токарно-винторезные станки; 2 - стеллажи для коленчатых валов; 3 - слесарный верстак; 4 - гидравлический пресс; 5 - секционные стеллажи; 6 - столы для газосварочных работ с нижним отсосом; 7 - головка для наплавки деталей под флюсом; 9 - пневматические полиспастные подъемники; 10 - станок для шлифования шеек коленчатых валов; 11 - брезентовый несгораемый занавес; 12 - столы для электросварочных работ; 13 и 16 - сварочные однопостовые выпрямители; 14 - металлический экран; 15 к 19 - распределительные электрические шкафы; 18 - головка для электроимпульсной наплавки; 20 - стеллаж для распределительных валов; 21 - консольный поворотный свободно стоящий кран; 22 - шкаф для сушки блоков цилиндров двигателей после устранения дефектов эпоксидными композициями
Назначение участка
Участок предназначен для восстановления изношенных и поврежденных деталей сваркой и наплавкой.
Краткий технологический процесс
Детали, подлежащие сварке и наплавке, согласно технологическим маршрутам поступают на сварочно-наплавочный участок со склада деталей, ожидающих ремонта или со слесарно-механического участка. На участке восстанавливаются различные детали, за исключением кузовов, кабин и рам, которые восстанавливаются на участках по их ремонту. После сварки и наплавки детали поступают на слесарно-механический участок ремонта деталей двигателя и агрегатов.
Годовой объем определяется по каждому виду сварочных и наплавочных работ по формуле (6.1) с увеличением этого объема на 10%, необходимым для выполнения работ по самообслуживанию производства.
Расчет и подбор оборудования
Расчет оборудования целесообразно выполнять по годовому объему работ в квадратных дециметрах. Он определяется по формуле (6.14). Площадь поверхностей сварочных швов и наплавленного металла ремонтируемого объекта приведены в табл. 6.5.
Основное технологическое оборудование рассчитывают по видам работ по формуле (6.11). Производительность оборудования при сварочно-наплавочных работах приведена в табл. 6.6. Остальное оборудование подбирается согласно требованиям технологического процесса.
Число производственных рабочих определяется по формулам (6.3) и (6.4).
Таблица 6.5. Ориентировочные площади, дм², сварочных швов и наплавленного металла (автомобиль ГАЗ-53А)
| Ремонтируемый объект | Виды сварки и наплавки | |||
| Газовая | Электродуговая | Вибродуговая | Под флюсом | |
| Полнокомплектный автомобиль | 2,50 | 6,10 | 10,74 | 4,00 |
| Двигатель | 1,00 | 1,00 | 1,50 | 1,90 |
| Коробка передач | 1,00 | 1,00 | 0,50 | 0,50 |
| Задний мост | 0,35 | 0,50 | 5,80 | 1,00 |
| Передний мост | 0,15 | 2,80 | 1,80 | — |
| Рулевое управление | — | 0,10 | 0,10 | — |
| Карданная передача | — | 0,05 | 1,14 | 1,00 |
Таблица 6.6. Производительность сварочно-наплавочных работ
| Вид работы | Производительность процесса, ДМ /ч | Толщина шва или слоя, мм |
| Газовая сварка | 0,3...0,5 | 2...6 |
| Электродуговая сварка и наплавка | 3,6...4,8 | 3...5 |
| Вибродуговая наплавка | 4,3...6,0 | 2...2,5 |
| Наплавка под флюсом | 7,2...9,0 | 2...5 |
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Основы проектирования производственных участков авторемонтных… (Основы ремонта автомобилей)
Последовательность проектирования производственных участков… (Основы ремонта автомобилей)
Особенности авторемонтного производства (Основы ремонта автомобилей)
Сборка соединений основных видов (Основы ремонта автомобилей)
Особенности сборки агрегатов и применяемое оборудование (Основы ремонта автомобилей)
Основы проектирования производственных участков авторемонтных… (Основы ремонта автомобилей)
Последовательность проектирования производственных участков… (Основы ремонта автомобилей)
Особенности авторемонтного производства (Основы ремонта автомобилей)
Сборка соединений основных видов (Основы ремонта автомобилей)
Особенности сборки агрегатов и применяемое оборудование (Основы ремонта автомобилей)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот