
Tartalomjegyzék: Rögzítőelemek ↓ Rögzítő mérete ↓
- Főoldal
- BMW X5
- E53
- Általános információ
- Karbantartás
- Az autójavítás általános követelményei
Az autójavítás általános követelményei (BMW X5 E53)
A mechanikai egységek és szerelvények működés közbeni hibáinak többsége súrlódási folyamatok, elemek deformációja, az alkatrészek csavargának öregedése stb. Ezek és más folyamatok kopáshoz és az alkatrészek károsodásához vezetnek.
A kopási folyamat általában három szakaszra oszlik: bejáratás; normál kopás; vészhelyzet.
A bejáratás során a dörzsölő részek intenzív kopása következik be, melynek következtében csökken az illeszkedő felületek mikroérdessége, nő az érintkezési felület, csökkennek a fajlagos terhelések, a kopási sebesség lelassul és normál kopássá alakul át.
A normál kopás időszakát a párosítási rés viszonylag kicsi növekedése jellemzi, azonban egy bizonyos rés elérésekor a kopási sebesség meredeken növekszik, ami a vészkopás kezdetét jelzi. A vészhelyzeti kopású egység működése olyan meghibásodásokhoz vezet, amelyeket nem lehet javítani.
Működés közben nagyon fontos az egységet megjavítani, mielőtt vészkopás lépne fel. Ezenkívül a javítási költségek lényegesen alacsonyabbak lesznek, mint a vészhelyzeti kopású egység javítása esetén. A javítási döntés meghozatala előtt diagnosztizálni kell a párosítás állapotát az egységekben. A diagnosztikát általában közvetett jelek alapján végzik, mint például: fokozott zaj, vibráció, olajfogyasztás, forgattyúház-gáz áttörés, teljesítményvesztés stb. A minőségibb diagnózis érdekében az egységet szét kell szerelni, az alkatrészeket le kell mosni, ellenőrizni és mikrometriás elemzésnek kell alávetni.
Az ellenőrzés és a mérések eredménye alapján döntés születik a javítás nélküli üzem folytatásáról, illetve a javítás megállapításáról. Ebben az esetben a következő szempontokat kell figyelembe venni: ha az alkatrészek tényleges méretei a jelen Kézikönyvben megengedett tűréshatárokon belül vannak, akkor lehetséges az egység javítás nélküli további működése; ha a méretek kívül esnek a tűréshatáron, akkor javításra van szükség.
Az Útmutatóban megadott tűrésmezők kiterjesztését lehetőségnek kell tekinteni az egység fennmaradó erőforrásának felhasználására a párosítás helyreállítása nélkül. A csatlakozások helyreállítása során az egység javítása esetén a tűrésmezők a megállapítotton túli kiterjesztése nem megengedett.
A javítási technológia általában négy munkaszakaszra oszlik: szétszerelés - mosás; ellenőrzés - válogatás; maga a javítás: az alkatrészek felületeinek mikro- és makrogeometriájának és fizikai és mechanikai tulajdonságaik helyreállítása; összeszerelés a munkába kerülő alkatrészek előzetes ellenőrzésével.
A szétszerelési és mosási műveletek több szakaszban zajlanak: az egység külső mosása, részleges szétszerelés, egység mosása, szétszerelés részekre, alkatrészek mosása és tisztítása. Ellenőrzés és válogatás előtt minden alkatrészt alaposan meg kell tisztítani a szennyeződésektől és szénlerakódásoktól, zsírtalanítani kell, ki kell mosni és meg kell szárítani (sűrített száraz levegő). Tisztítsa meg az olajcsatornákat és az alkatrészeken lévő lyukakat, öblítse le nyomás alatt és fújja ki sűrített levegővel.
Az alumínium és cink ötvözetből készült alkatrészeket nem szabad acél és öntöttvas alkatrészek mosására használt lúgos oldatban mosni, mivel az alumínium és a cink lúgokban oldódik.
Az alkatrészek ellenőrzése során a töréseket, repedéseket, horpadásokat, üregeket és egyéb sérüléseket külső vizsgálattal észleljük. Hibaérzékelővel ellenőrizze, hogy a kritikus részeken nincsenek-e repedések. Az alkatrészek méreteit a legnagyobb kopású területeken kell ellenőrizni. A fogaskerekek fogai egyenetlenül kopnak, ezért ellenőrzésükkor legalább három, 120°-os szögben elhelyezkedő fogat kell mérni.
A fogaskerekes hajtóművek működésének garantálása a javítások közötti teljes időszakban, a fogak töredezése és a fogak munkafelületének kifáradás miatti hámlása nem megengedett.
Az olyan összeszerelő egységek, mint: hajtórúd hajtórúdsapkával, hengerblokk főcsapágyfedelekkel, hajtómű fogaskerekei és véghajtóműve nem szerelhetők szét. Lehetőség van a fennmaradó összeszerelési egységek szétszerelésére, de ha úgy döntenek, hogy az illesztő elemeket javítás nélkül tovább használják, akkor azokat nem célszerű szétszedni.
A hegesztéssel és felületkezeléssel végzett javítás során a hegesztési varraton nem lehetnek salakzárványok, ellenőrizetlen területek, alámetszések vagy egyéb hibák. Hegesztés után tisztítsa meg a varrást. Távolítsa el a felesleges fémet, hogy ne zavarja az illeszkedő alkatrészek beszerelését.
A kopott vagy sérült menetű furatok helyreállítása megnövelt javító méretű menet vágásával, vagy a furatok hegesztésével, majd névleges méretű menet vágásával történik. Betétek és spirálmenetes betétek beépítésével.
A restaurálás minősége és a munkaerőköltségek miatt előnyösebb a menetes betétek használata. Az összeszereléshez szállított alkatrészeknek tisztáknak és szárazaknak kell lenniük. A menetes csatlakozásoknak nem lehetnek hibásak. Az eldobható önzáró menetes kötőelemeket újakra kell cserélni. Ha nem lehet új önzáró alkatrészeket használni, akkor a régiek beszerelésekor meg kell akadályozni azok elfordulását.
Összeszereléskor helyezzen be új tömítéseket és tömítéseket. Az összeszerelés során tiszta olajjal kenje meg az alkatrészek dörzsölő felületeit. A gumitömítések felszerelésekor kenje meg a mandzsetta munkafelületét, hogy elkerülje a szerelés során bekövetkező sérüléseket. Fém testű tömítések beszerelésekor vékony réteg tömítőanyaggal kenje meg a tömítés alatti üléket.
Az egységek és szerelvények összeszerelését ennek a kézikönyvnek megfelelően kell elvégezni. Mérőműszerrel összeszerelés előtt ellenőrizze az illeszkedést alkotó alkatrészek méreteit.
Az illeszkedési helyzetben mozgatható illesztésű alkatrészek összeszerelésénél biztosítani kell azok szabad egymáshoz viszonyított mozgását, elakadás nélkül. A perselyeket, a golyós- és görgőscsapágygyűrűket tüskék segítségével szerelik fel. A csapágyak préselésekor az erőt nem szabad átadni a golyókon vagy görgőkön keresztül. A présszerszámoknak a préselt gyűrűre kell támaszkodniuk. A nyomóerőnek egybe kell esnie a csapágy tengelyével, hogy elkerülje a gyűrűk torzulását.
Ha az összeszerelési feltételeknek megfelelően a kritikus részek beszerelése kalapácsütéssel történik, akkor színesfémből, műanyagból, gumiból készült tüskék és kalapácsok, valamint alkatrészek és tömítések használata szükséges.
A kulcsokat kalapáccsal vagy színesfém tüskével szilárdan be kell illeszteni a tengely hornyába. A tengely hornyaiban a kulcsok játéka nem megengedett.
A csapokat száraz és tiszta menetes furatokba szorosan, holtjáték nélkül kell csavarni. Az alkatrészeknek szabadon kell illeszkedniük a csapokra. A csapok hajlítása az alkatrészek beszerelésekor nem megengedett, ha az egységet vagy alkatrészt több anyával vagy csavarral egyenletesen kell rögzíteni a kerület mentén - először előzetesen, majd végül.
A kötés minden anyáját vagy csavarját azonos nyomatékkal kell meghúzni, hacsak másként nem rendelkezik, lásd a függeléket. A rögzítőelemek meghúzási nyomatékai a jelen Kézikönyv függelékében vannak megadva, olyan csavarkulcsokat kell használni, amelyek lehetővé teszik a nyomaték korlátozását.
Az alábbi lista tartalmazza a minimálisan szükséges szabványos szerszámokat a járműalkatrészek és -szerelvények eltávolításához, szétszereléséhez, javításához, összeszereléséhez és beszereléséhez:
A kiváló minőségű javítási műveletek elvégzéséhez speciális szerszámokra és eszközökre is szükség van:
A rögzítőelemek egy készletet tartalmaznak, amely anyákból, csavarokból, csapokból, szegecsekből, alátétekből és reteszelőelemekből áll, és két vagy több alkatrész összekapcsolására szolgál. A csatlakozások lehetnek leválaszthatók, a fő típus menetes, és nem leválaszthatóak - szegecselt és hegesztett. Minden beépített menetes rögzítőelemnek tisztának, egyenesnek, sértetlen menetekkel és tiszta élekkel kell lennie a csavar- és csavarfejeken, amelyekre a csavarkulcsfejek fel vannak szerelve.
A nejlon- és szálbetétes speciális önzáró anyák nem használhatók újra, és újakra cserélik őket.
Az eltávolítás megkönnyítése érdekében a berozsdásodott csavarokat és anyákat egy áthatoló csavarggal, például terpentinnel, kerozinnal vagy speciális folyadékokkal előkezelik, és egy ideig ott hagyják, mielőtt kicsavarják. Vészhelyzetben megengedett véső vagy fémfűrész használata, majd a rögzítőelem maradványainak eltávolítása a menetes részről. Lakás (bélés) és a rögzítő alátéteket összeszereléskor mindig ugyanolyan sorrendben és módon kell beszerelni a helyükre, mint a szét- és kiszereléskor.
Az autó összeszerelésénél hüvelykes mérési rendszer szerint készült rögzítőelemeket használnak (angol rendszer vagy SAE szabvány), és egy univerzálisabb – a metrikus mértékrendszer. Minden hasonlóságuk ellenére elfogadhatatlan, hogy összekeverjük őket (2.55. ábra).
Mind a metrikus, mind a szabványos csavarok azonosíthatók a fejek ellenőrzésével.
A BMW-AG által biztosított menetes csatlakozások meghúzási nyomatékait, ha a műszaki adatok külön nem írják elő, a menetátmérőtől függően határozzák meg.
A csavarmeneteknek ki kell állniuk az anyából (kivéve a speciálisan meghatározott eseteket) 2-3 szálra. A sasszegek nem nyúlhatnak ki az anyák réseiből. A sasszegek végeit szét kell húzni és meg kell hajlítani, az egyiket a csavarra, a másikat az anyára. Összeszereléskor sűrített levegővel fújja ki az üzemanyagvezetéket és a fékrendszer meghajtó csöveit, és megfelelő átmérőjű labdával tekerje fel. Az oldalelemek és más rögzítőelemek sérült menetei huzalspirálból készült menetes betétekkel javíthatók (2.56. ábra) a következő sorrendben:
A kopási folyamat általában három szakaszra oszlik: bejáratás; normál kopás; vészhelyzet.
A bejáratás során a dörzsölő részek intenzív kopása következik be, melynek következtében csökken az illeszkedő felületek mikroérdessége, nő az érintkezési felület, csökkennek a fajlagos terhelések, a kopási sebesség lelassul és normál kopássá alakul át.
A normál kopás időszakát a párosítási rés viszonylag kicsi növekedése jellemzi, azonban egy bizonyos rés elérésekor a kopási sebesség meredeken növekszik, ami a vészkopás kezdetét jelzi. A vészhelyzeti kopású egység működése olyan meghibásodásokhoz vezet, amelyeket nem lehet javítani.
Működés közben nagyon fontos az egységet megjavítani, mielőtt vészkopás lépne fel. Ezenkívül a javítási költségek lényegesen alacsonyabbak lesznek, mint a vészhelyzeti kopású egység javítása esetén. A javítási döntés meghozatala előtt diagnosztizálni kell a párosítás állapotát az egységekben. A diagnosztikát általában közvetett jelek alapján végzik, mint például: fokozott zaj, vibráció, olajfogyasztás, forgattyúház-gáz áttörés, teljesítményvesztés stb. A minőségibb diagnózis érdekében az egységet szét kell szerelni, az alkatrészeket le kell mosni, ellenőrizni és mikrometriás elemzésnek kell alávetni.
Az ellenőrzés és a mérések eredménye alapján döntés születik a javítás nélküli üzem folytatásáról, illetve a javítás megállapításáról. Ebben az esetben a következő szempontokat kell figyelembe venni: ha az alkatrészek tényleges méretei a jelen Kézikönyvben megengedett tűréshatárokon belül vannak, akkor lehetséges az egység javítás nélküli további működése; ha a méretek kívül esnek a tűréshatáron, akkor javításra van szükség.
Az Útmutatóban megadott tűrésmezők kiterjesztését lehetőségnek kell tekinteni az egység fennmaradó erőforrásának felhasználására a párosítás helyreállítása nélkül. A csatlakozások helyreállítása során az egység javítása esetén a tűrésmezők a megállapítotton túli kiterjesztése nem megengedett.
A javítási technológia általában négy munkaszakaszra oszlik: szétszerelés - mosás; ellenőrzés - válogatás; maga a javítás: az alkatrészek felületeinek mikro- és makrogeometriájának és fizikai és mechanikai tulajdonságaik helyreállítása; összeszerelés a munkába kerülő alkatrészek előzetes ellenőrzésével.
A szétszerelési és mosási műveletek több szakaszban zajlanak: az egység külső mosása, részleges szétszerelés, egység mosása, szétszerelés részekre, alkatrészek mosása és tisztítása. Ellenőrzés és válogatás előtt minden alkatrészt alaposan meg kell tisztítani a szennyeződésektől és szénlerakódásoktól, zsírtalanítani kell, ki kell mosni és meg kell szárítani (sűrített száraz levegő). Tisztítsa meg az olajcsatornákat és az alkatrészeken lévő lyukakat, öblítse le nyomás alatt és fújja ki sűrített levegővel.
Az alumínium és cink ötvözetből készült alkatrészeket nem szabad acél és öntöttvas alkatrészek mosására használt lúgos oldatban mosni, mivel az alumínium és a cink lúgokban oldódik.
Az alkatrészek ellenőrzése során a töréseket, repedéseket, horpadásokat, üregeket és egyéb sérüléseket külső vizsgálattal észleljük. Hibaérzékelővel ellenőrizze, hogy a kritikus részeken nincsenek-e repedések. Az alkatrészek méreteit a legnagyobb kopású területeken kell ellenőrizni. A fogaskerekek fogai egyenetlenül kopnak, ezért ellenőrzésükkor legalább három, 120°-os szögben elhelyezkedő fogat kell mérni.
A fogaskerekes hajtóművek működésének garantálása a javítások közötti teljes időszakban, a fogak töredezése és a fogak munkafelületének kifáradás miatti hámlása nem megengedett.
Az olyan összeszerelő egységek, mint: hajtórúd hajtórúdsapkával, hengerblokk főcsapágyfedelekkel, hajtómű fogaskerekei és véghajtóműve nem szerelhetők szét. Lehetőség van a fennmaradó összeszerelési egységek szétszerelésére, de ha úgy döntenek, hogy az illesztő elemeket javítás nélkül tovább használják, akkor azokat nem célszerű szétszedni.
A hegesztéssel és felületkezeléssel végzett javítás során a hegesztési varraton nem lehetnek salakzárványok, ellenőrizetlen területek, alámetszések vagy egyéb hibák. Hegesztés után tisztítsa meg a varrást. Távolítsa el a felesleges fémet, hogy ne zavarja az illeszkedő alkatrészek beszerelését.
A kopott vagy sérült menetű furatok helyreállítása megnövelt javító méretű menet vágásával, vagy a furatok hegesztésével, majd névleges méretű menet vágásával történik. Betétek és spirálmenetes betétek beépítésével.
A restaurálás minősége és a munkaerőköltségek miatt előnyösebb a menetes betétek használata. Az összeszereléshez szállított alkatrészeknek tisztáknak és szárazaknak kell lenniük. A menetes csatlakozásoknak nem lehetnek hibásak. Az eldobható önzáró menetes kötőelemeket újakra kell cserélni. Ha nem lehet új önzáró alkatrészeket használni, akkor a régiek beszerelésekor meg kell akadályozni azok elfordulását.
Összeszereléskor helyezzen be új tömítéseket és tömítéseket. Az összeszerelés során tiszta olajjal kenje meg az alkatrészek dörzsölő felületeit. A gumitömítések felszerelésekor kenje meg a mandzsetta munkafelületét, hogy elkerülje a szerelés során bekövetkező sérüléseket. Fém testű tömítések beszerelésekor vékony réteg tömítőanyaggal kenje meg a tömítés alatti üléket.
Az egységek és szerelvények összeszerelését ennek a kézikönyvnek megfelelően kell elvégezni. Mérőműszerrel összeszerelés előtt ellenőrizze az illeszkedést alkotó alkatrészek méreteit.
Az illeszkedési helyzetben mozgatható illesztésű alkatrészek összeszerelésénél biztosítani kell azok szabad egymáshoz viszonyított mozgását, elakadás nélkül. A perselyeket, a golyós- és görgőscsapágygyűrűket tüskék segítségével szerelik fel. A csapágyak préselésekor az erőt nem szabad átadni a golyókon vagy görgőkön keresztül. A présszerszámoknak a préselt gyűrűre kell támaszkodniuk. A nyomóerőnek egybe kell esnie a csapágy tengelyével, hogy elkerülje a gyűrűk torzulását.
Ha az összeszerelési feltételeknek megfelelően a kritikus részek beszerelése kalapácsütéssel történik, akkor színesfémből, műanyagból, gumiból készült tüskék és kalapácsok, valamint alkatrészek és tömítések használata szükséges.
A kulcsokat kalapáccsal vagy színesfém tüskével szilárdan be kell illeszteni a tengely hornyába. A tengely hornyaiban a kulcsok játéka nem megengedett.
A csapokat száraz és tiszta menetes furatokba szorosan, holtjáték nélkül kell csavarni. Az alkatrészeknek szabadon kell illeszkedniük a csapokra. A csapok hajlítása az alkatrészek beszerelésekor nem megengedett, ha az egységet vagy alkatrészt több anyával vagy csavarral egyenletesen kell rögzíteni a kerület mentén - először előzetesen, majd végül.
A kötés minden anyáját vagy csavarját azonos nyomatékkal kell meghúzni, hacsak másként nem rendelkezik, lásd a függeléket. A rögzítőelemek meghúzási nyomatékai a jelen Kézikönyv függelékében vannak megadva, olyan csavarkulcsokat kell használni, amelyek lehetővé teszik a nyomaték korlátozását.
Az alábbi lista tartalmazza a minimálisan szükséges szabványos szerszámokat a járműalkatrészek és -szerelvények eltávolításához, szétszereléséhez, javításához, összeszereléséhez és beszereléséhez:
- kombinált villáskulcs készlet (1/4-1 hüvelyk, 6-19 mm);
- csere aljzatfejek készlete (1/4-1 hüvelyk, 6-19 mm);
- racsnis megfordítható hajtás fogantyúval (250 mm);
- univerzális csuklós kardán típus dugaszolófejekhez;
- nyomatékkulcs;
- gépészkalapács (250-300 g);
- kalapács (fa, gumi vagy műanyag);
- állítható csavarkulcs készlet;
- külső dugókulcs készlet;
- gyújtógyertya kulcs;
- gyújtógyertya-köz beállító;
- mérőszondák készlete;
- fék légtelenítő kulcs;
- csavarhúzók ("-" 8x150 mm. 8,5x150 mm; "+" 2x6x150 mm, 3x8x203 mm);
- kombinált fogó;
- szorító fogó;
- dielektromos fogó;
- kacsacsőrű fogó;
- véső (13 mm);
- fémfűrész egy sor pengével;
- fájlok halmaza;
- gumiabroncs nyomásmérő; zsírpisztoly;
- színesfém kaparó;
- olajszűrő kulcs;
- fémmegmunkáló író;
- középső ütés;
- szakáll (1.8; 3,3; 4,8 mm);
- acél vonalzó-rúd;
- tartókészlet;
- csatlakozó,
- 3/8-os (9 mm) elektromos fúró fúró készlet;
- finom csiszolópapír;
- drótkefe (nagy és kicsi);
- olajtartály;
- tartály fagyállóhoz;
- kiöntő tölcsér.
A kiváló minőségű javítási műveletek elvégzéséhez speciális szerszámokra és eszközökre is szükség van:
- szeleprugók összenyomásához;
- a dugattyúgyűrű hornyainak tisztítására;
- dugattyúgyűrűk összenyomásához;
- dugattyúgyűrűk eltávolításához/beszereléséhez;
- a tengelykapcsoló tárcsa központosításához;
- a kormány lengéscsillapítójának eltávolításához;
- fékpofa rugósapkák eltávolításához;
- kompressziómérő;
- süllyesztő és csiszoló a henger élének és tükrének feldolgozásához;
- élesítő a fékhenger tükör feldolgozásához;
- henger átmérő mérő (nutrometer);
- egy sor mikrométer és egy tolómérő;
- hidraulikus szelepemelő-eltávolító szerszám;
- univerzális lehúzó;
- gömbcsukló lehúzó;
- ütőcsavarhúzó;
- villogó adapterrel;
- kézi kombinált szivattyú (vákuum/nyomás);
- fordulatszámmérő;
- vizsgáló;
- csapok és matricák készlete;
- emelő kötélzet;
- fékrugó-eltávolító szerszámok;
- emeleti garázsemelő. A speciális eszközök és rendeltetésük teljes listája a jelen kézikönyv függelékében található.
Rögzítőelemek
A rögzítőelemek egy készletet tartalmaznak, amely anyákból, csavarokból, csapokból, szegecsekből, alátétekből és reteszelőelemekből áll, és két vagy több alkatrész összekapcsolására szolgál. A csatlakozások lehetnek leválaszthatók, a fő típus menetes, és nem leválaszthatóak - szegecselt és hegesztett. Minden beépített menetes rögzítőelemnek tisztának, egyenesnek, sértetlen menetekkel és tiszta élekkel kell lennie a csavar- és csavarfejeken, amelyekre a csavarkulcsfejek fel vannak szerelve.
A nejlon- és szálbetétes speciális önzáró anyák nem használhatók újra, és újakra cserélik őket.
Figyelem! Sérült rögzítőelemek (anyák, csavarok, csapok, alátétek) kötelező cserére vonatkoznak.
Az eltávolítás megkönnyítése érdekében a berozsdásodott csavarokat és anyákat egy áthatoló csavarggal, például terpentinnel, kerozinnal vagy speciális folyadékokkal előkezelik, és egy ideig ott hagyják, mielőtt kicsavarják. Vészhelyzetben megengedett véső vagy fémfűrész használata, majd a rögzítőelem maradványainak eltávolítása a menetes részről. Lakás (bélés) és a rögzítő alátéteket összeszereléskor mindig ugyanolyan sorrendben és módon kell beszerelni a helyükre, mint a szét- és kiszereléskor.
Rögzítő mérete
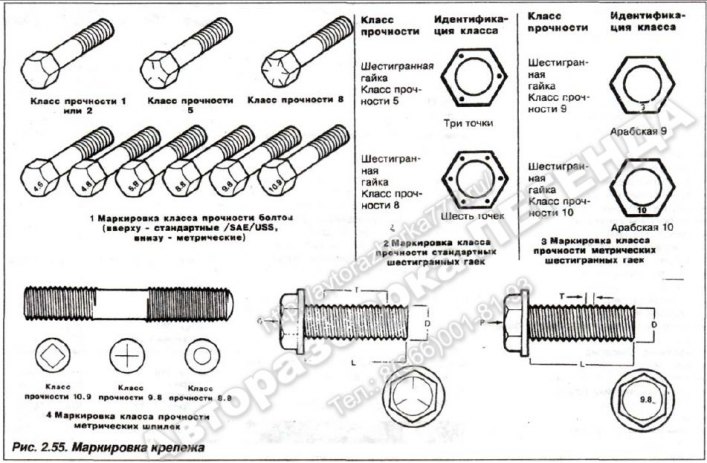
Az autó összeszerelésénél hüvelykes mérési rendszer szerint készült rögzítőelemeket használnak (angol rendszer vagy SAE szabvány), és egy univerzálisabb – a metrikus mértékrendszer. Minden hasonlóságuk ellenére elfogadhatatlan, hogy összekeverjük őket (2.55. ábra).
Mind a metrikus, mind a szabványos csavarok azonosíthatók a fejek ellenőrzésével.
A BMW-AG által biztosított menetes csatlakozások meghúzási nyomatékait, ha a műszaki adatok külön nem írják elő, a menetátmérőtől függően határozzák meg.
Figyelem! Az alábbiakban közöljük a szabványos menetes csatlakozások legnagyobb megengedett meghúzási nyomatékát a menetmérettől, a csavar, csavar, csavar stb. csavargától, felületi bevonatának színétől és szilárdsági osztályától függően, a BMW 600.02.0 számú belső szabványa szerint.
| Maximális meghúzási nyomaték M4 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 2,9 Nm; |
| - ezüst (ZNS) | (8,8) | 2,4 Nm; |
| - sárga (ZN) | (10,9) | 4,1 Nm; |
| - ezüst (ZNS) | (10,9) | 3,6 Nm; |
| - sárga (ZN) | (12,9) | 4,9 Nm. |
| Maximális meghúzási nyomaték M5 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 5,9 Nm; |
| - ezüst (ZNS) | (8,8) | 5,0 Nm; |
| - sárga (ZN) | (10,9) | 8,3 Nm; |
| - ezüst (ZNS) | (10,9) | 7,3 Nm; |
| - sárga (ZN) | (12,9) | 10,0 Nm; |
| - ezüst (ZNS) | (12,9) | 8,0 Nm. |
| Maximális meghúzási nyomaték M6 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 9,9 Nm; |
| - ezüst (ZNS) | (8,8) | 8,6 Nm; |
| - sárga (ZN) | (10,9) | 14,0 Nm; |
| - ezüst (ZNS) | (10,9) | 12,6 Nm; |
| - sárga (ZN) | (12,9) | 16,5 Nm; |
| - ezüst (ZNS) | (12,9) | 14,0 Nm. |
| Maximális meghúzási nyomaték M7 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 14,8 Nm; |
| - ezüst (ZNS) | (8,8) | 14,0 Nm; |
| - sárga (ZN) | (10,9) | 21,3 Nm; |
| - ezüst (ZNS) | (10,9) | 20,5 Nm; |
| - sárga (ZN) | (12,9) | 25,5 Nm; |
| - ezüst (ZNS) | (12,9) | 22,5 Nm. |
| Maximális meghúzási nyomaték M8 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 24,0 Nm; |
| - ezüst (ZNS) | (8,8) | 20,5 Nm; |
| - sárga (ZN) | (10,9) | 34,0 Nm; |
| - ezüst (ZNS) | (10,9) | 30,5 Nm; |
| - sárga (ZN) | (12,9) | 40,0 Nm; |
| - ezüst (ZNS) | (12,9) | 33,5 Nm. |
| Maximális meghúzási nyomaték M8x1 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 26,0 Nm; |
| - ezüst (ZNS) | (8,8) | 22,0 Nm; |
| - sárga (ZN) | (10,9) | 36,0 Nm; |
| - ezüst (ZNS) | (10,9) | 32,0 Nm; |
| - sárga (ZN) | (12,9) | 44,0 Nm; |
| - ezüst (ZNS) | (12,9) | 35,5 Nm. |
| Maximális meghúzási nyomaték M10 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 47,0 Nm; |
| - ezüst (ZNS) | (8,8) | 41,0 Nm; |
| - sárga (ZN) | (10,9) | 66,0 Nm; |
| - ezüst (ZNS) | (10,9) | 60,0 Nm; |
| - sárga (ZN) | (12,9) | 79,0 Nm; |
| - ezüst (ZNS) | (12,9) | 66,0 Nm. |
| Maximális meghúzási nyomaték M10x1 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 54,0 Nm; |
| - ezüst (ZNS) | (8,8) | 44,0 Nm; |
| - sárga (ZN) | (10,9) | 75,0 Nm; |
| - ezüst (ZNS) | (10,9) | 65,0 Nm; |
| - sárga (ZN) | (12,9) | 91,0 Nm; |
| - ezüst (ZNS) | (12,9) | 72,0 Nm. |
| Maximális meghúzási nyomaték M12 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 82,0 Nm; |
| - ezüst (ZNS) | (8,8) | 71,0 Nm; |
| - sárga (ZN) | (10,9) | 115,0 Nm; |
| - ezüst (ZNS) | (10,9) | 104,0 Nm; |
| - sárga (ZN) | (12,9) | 140,0 Nm; |
| - ezüst (ZNS) | (12,9) | 116,0 Nm. |
| Maximális meghúzási nyomaték M12x1,5 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 87,0 Nm; |
| - ezüst (ZNS) | (8,8) | 73,0 Nm; |
| - sárga (ZN) | (10,9) | 123,0 Nm; |
| - ezüst (ZNS) | (10,9) | 108,0 Nm; |
| - sárga (ZN) | (12,9) | 147,0 Nm; |
| - ezüst (ZNS) | (12,9) | 120,0 Nm. |
| Maximális meghúzási nyomaték M14 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 130,0 Nm; |
| - ezüst (ZNS) | (8,8) | 112,0 Nm; |
| - sárga (ZN) | (10,9) | 180,0 Nm; |
| - ezüst (ZNS) | (10,9) | 165,0 Nm; |
| - sárga (ZN) | (12,9) | 220,0 Nm; |
| - ezüst (ZNS) | (12,9) | 185,0 Nm. |
| Maximális meghúzási nyomaték M14x1,5 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 143,0 Nm; |
| - ezüst (ZNS) | (8,8) | 120,0 Nm; |
| - sárga (ZN) | (10,9) | 200,0 Nm; |
| - ezüst (ZNS) | (10,9) | 175,0 Nm; |
| - sárga (ZN) | (12,9) | 240,0 Nm; |
| - ezüst (ZNS) | (12,9) | 195,0 Nm. |
| Maximális meghúzási nyomaték M18 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 280,0 Nm; |
| - ezüst (ZNS) | (8,8) | 240,0 Nm; |
| - sárga (ZN) | (10,9) | 390,0 Nm; |
| - ezüst (ZNS) | (10,9) | 355,0 Nm; |
| - sárga (ZN) | (12,9) | 470,0 Nm; |
| - ezüst (ZNS) | (12,9) | 395,0 Nm. |
| Maximális meghúzási nyomaték M18x1,5 menetes csatlakozásokhoz: | ||
| - sárga (ZN) | (8,8) | 313,0 Nm; |
| - ezüst (ZNS) | (8,8) | 265,0 Nm; |
| - sárga (ZN) | (10,9) | 440,0 Nm; |
| - ezüst (ZNS) | (10,9) | 385,0 Nm; |
| - sárga (ZN) | (12,9) | 527,0 Nm; |
| - ezüst (ZNS) | (12,9) | 430,0 Nm. |
A csavarmeneteknek ki kell állniuk az anyából (kivéve a speciálisan meghatározott eseteket) 2-3 szálra. A sasszegek nem nyúlhatnak ki az anyák réseiből. A sasszegek végeit szét kell húzni és meg kell hajlítani, az egyiket a csavarra, a másikat az anyára. Összeszereléskor sűrített levegővel fújja ki az üzemanyagvezetéket és a fékrendszer meghajtó csöveit, és megfelelő átmérőjű labdával tekerje fel. Az oldalelemek és más rögzítőelemek sérült menetei huzalspirálból készült menetes betétekkel javíthatók (2.56. ábra) a következő sorrendben:
- fúrja ki a régi csavar (csap) maradványait;
- vágott menetek huzalbetéthez;
- válassza ki a betétet és csavarja be a lyukba;
- törje le és távolítsa el a betét farkát.
Ez a cikk a következő címen érhető el orosz, angol, bolgár, fehérorosz, ukrán, szerb, horvát, román, lengyel, szlovák
A cikk ellenőrizve: Zsuravleva Izolda
Információ megosztás:
Korábbi cikkek
БМВ E53: Karbantartás
Következő cikkek
Különböző formátumú hivatkozások erre az oldalra
Látogatói megjegyzések
Még nincsenek hozzászólások
- Általános információ
- Kézikönyv
- Karbantartás
- M54 benzinmotor
- Motorjavítás
- Kenőrendszer
- Hűtőrendszer
- Ellátó rendszer
- Befecskendező rendszer
- Kipufogórendszer
- Motor elektromosság
- M62 benzinmotor
- Motorjavítás
- Kenőrendszer
- Hűtőrendszer
- Ellátó rendszer
- Kipufogórendszer
- Motor elektromosság
- N62 benzinmotor
- Motorjavítás
- Hűtő- és kenőrendszer
- Üzemanyag es kipufogó rendszer
- Motor elektromosság
- M57 dízelmotor
- Motorjavítás
- Kenőrendszer
- Hűtőrendszer
- Üzemanyag es kipufogó rendszer
- Motor elektromosság
- Turbófeltöltő rendszer
- Jármű sebességváltó
- Kuplung
- Mechanikus doboz
- Automata doboz
- Átadó tok és kardán
- Alváz
- Fékrendszer
- Jármű kormányzás
- Első felfüggesztés
- Hátsó felfüggesztés
- Kerekek és gumik
- Karosszéria
- Külső
- Belső
- Ajtók és ablakok
- Javítás és karbantartás
- Fűtés és klíma
- Elektromos felszerelés
- Berendezések és eszközök
- Karok és kapcsolók
- Elektromos áramkörök