
- Hlavná
- BMW X5
- E53
- Všeobecné informácie
- Údržba auta
- Všeobecné požiadavky na opravu auta
Všeobecné požiadavky na opravu auta (BMW X5 E53)
K väčšine porúch mechanických jednotiek a zostáv počas prevádzky dochádza v dôsledku procesov trenia, deformácií prvkov, starnutia materiálov častí atď. Tieto a ďalšie procesy vedú k opotrebovaniu a poškodeniu dielov.
Proces opotrebovania sa zvyčajne delí na tri obdobia: zábeh; bežné opotrebenie; núdzový.
Počas zábehu dochádza k intenzívnemu opotrebovaniu trecích častí, v dôsledku čoho sa zmenšuje mikrodrsnosť dosadacích plôch, zväčšuje sa kontaktná plocha, zmenšujú sa špecifické zaťaženia, spomaľuje sa rýchlosť opotrebenia a prechádza do normálneho opotrebenia.
Obdobie normálneho opotrebovania je charakterizované relatívne malou rýchlosťou rastu medzery v spojení, avšak po dosiahnutí určitej medzery rýchlosť opotrebovania prudko narastá, čo naznačuje začiatok núdzového opotrebovania. Prevádzka jednotky s núdzovým opotrebovaním vedie k poruchám, ktoré sa nedajú opraviť.
Počas prevádzky je veľmi dôležité opraviť jednotku pred núdzovým opotrebovaním. Navyše náklady na opravu budú výrazne nižšie ako pri oprave jednotky s núdzovým opotrebovaním. Pred rozhodnutím o opravách je potrebné diagnostikovať stav spojenia v jednotkách. Spravidla sa diagnostika vykonáva na základe nepriamych znakov, ako sú: zvýšený hluk, vibrácie, spotreba oleja, prieraz plynu v kľukovej skrini, strata výkonu atď. Pre kvalitnejšiu diagnostiku je potrebné jednotku rozobrať, diely umyť, skontrolovať a podrobiť mikrometrickej analýze.
Na základe výsledkov kontroly a meraní sa rozhodne o pokračovaní prevádzky bez opravy alebo o určení opravy. V tomto prípade je potrebné vziať do úvahy nasledujúce skutočnosti: ak sú skutočné rozmery dielov v rámci tolerančných polí povolených touto príručkou, potom je možná ďalšia prevádzka jednotky bez opravy; ak sú rozmery mimo tolerančného rozsahu, sú potrebné opravy.
Rozšírenie tolerančných polí uvedených v tejto príručke by sa malo považovať za príležitosť využiť zostávajúce zdroje jednotky bez obnovenia párenia. V prípade opravy jednotky počas obnovy spojov nie je povolené rozširovanie tolerančných polí nad rámec stanovených.
Technológia opravy je zvyčajne rozdelená do štyroch etáp práce: demontáž - umývanie; ovládanie - triedenie; samotná oprava: obnovenie mikro a makro geometrie povrchov dielov a ich fyzikálnych a mechanických vlastností; montáž s predbežnou kontrolou dielov vstupujúcich do práce.
Operácie demontáže a umývania sa vykonávajú v niekoľkých etapách: vonkajšie umývanie jednotky, čiastočná demontáž, umývanie jednotky, demontáž na diely, umývanie a čistenie dielov. Pred kontrolou a triedením je potrebné všetky diely dôkladne očistiť od nečistôt a karbónových usadenín, odmastiť, umyť a vysušiť (stlačený suchý vzduch). Vyčistite olejové kanály a otvory v častiach, prepláchnite pod tlakom a vyfúknite stlačeným vzduchom.
Diely vyrobené zo zliatin hliníka a zinku sa nesmú umývať v alkalických roztokoch používaných na umývanie oceľových a liatinových dielov, pretože hliník a zinok sa rozpúšťajú v zásadách.
Pri kontrole dielov sa vonkajšou kontrolou zisťujú zlomy, praskliny, preliačiny, dutiny a iné poškodenia. Skontrolujte kritické časti na praskliny pomocou detektora chýb. Rozmery dielov musia byť kontrolované v oblastiach najväčšieho opotrebovania. Zuby ozubených kolies sa opotrebovávajú nerovnomerne, preto by ste pri ich kontrole mali zmerať aspoň tri zuby umiestnené pod uhlom 120°.
Z dôvodu potreby zaručenia chodu ozubených prevodov počas celej doby medzi opravami nie je povolené vylamovanie zubov a odlupovanie pracovnej plochy zubov v dôsledku únavy.
Montážne jednotky ako: ojnica s vekom ojnice, blok valcov s vekami hlavných ložísk, ozubené kolesá prevodovky a rozvodovka sa nedajú rozobrať. Zostávajúce montážne jednotky je možné demontovať, ale ak sa rozhodne pokračovať v používaní spojovacích prvkov bez opravy, neodporúča sa ich rozoberať.
Vo všetkých prípadoch opravy zváraním a naváraním nesmie mať zvarový šev troskové inklúzie, nekontrolované oblasti, podrezania alebo iné chyby. Po zváraní očistite šev. Odstráňte prebytočný kov, aby neprekážal pri inštalácii spojovacích častí.
Otvory s opotrebovaným alebo poškodeným závitom sa obnovia vyrezaním závitu so zväčšeným opravným rozmerom, prípadne zvarením otvorov a následným vyrezaním závitu menovitého rozmeru. Inštaláciou vložiek a vložiek so špirálovým závitom.
Použitie závitových vložiek je vhodnejšie z dôvodov kvality výplne a nákladov na prácu. Diely dodávané na montáž musia byť čisté a suché. Závitové spoje nesmú mať žiadne chyby. Jednorazové samosvorné závitové spojovacie prvky je potrebné vymeniť za nové. Ak nie je možné použiť nové samosvorné diely, pri inštalácii starých je potrebné zabrániť ich otáčaniu.
Pri montáži nainštalujte nové tesnenia a tesnenia. Počas montáže namažte trecie plochy dielov čistým olejom. Pri inštalácii gumových tesnení namažte pracovný povrch manžety, aby ste predišli poškodeniu počas inštalácie. Pri inštalácii olejových tesnení s kovovým telom namažte sedlo pod tesnením tenkou vrstvou tmelu.
Montáž jednotiek a zostáv sa musí vykonávať v súlade s týmto návodom. Pred montážou skontrolujte pomocou meracieho prístroja rozmery dielov tvoriacich lícovanie.
Pri montáži dielov, ktoré majú v spojovacej polohe pohyblivé uloženie, musí byť zabezpečený ich voľný relatívny pohyb bez zaseknutia. Puzdrá, krúžky guľkových a valivých ložísk sa inštalujú pomocou tŕňov. Pri lisovaní ložísk sa sila nesmie prenášať cez guľôčky alebo valčeky. Lisovacie nástroje musia dosadať na lisovaný krúžok. Prítlačná sila sa musí zhodovať s osou ložiska, aby sa zabránilo deformácii krúžkov.
Ak sa podľa montážnych podmienok inštalácia kritických častí vykonáva údermi kladiva, je potrebné použiť tŕne a kladivá z neželezných kovov, plastov, gumy, ako aj zariadenia a tesnenia na lisovanie dielov.
Kľúče musia byť pevne usadené v drážkach hriadeľov pomocou kladiva alebo tŕňa z neželezného kovu. Vôľa v perách v drážkach hriadeľa nie je povolená.
Čapy musia byť zaskrutkované do suchých a čistých závitových otvorov tesne bez vôle. Časti by mali voľne zapadnúť na kolíky. Ohýbanie kolíkov pri inštalácii dielov na ne nie je povolené, upevnenie jednotky alebo dielu niekoľkými maticami alebo skrutkami sa musí vykonať rovnomerne po obvode - najprv predbežne a potom nakoniec.
Všetky matice alebo skrutky spoja musia byť utiahnuté rovnakým momentom, pokiaľ nie je uvedené inak, pozri prílohu. Uťahovacie momenty upevňovacích prvkov sú uvedené v prílohe tohto návodu, je nutné použiť kľúče, ktoré umožňujú obmedzenie uťahovacieho momentu.
Nižšie uvedený zoznam obsahuje minimum štandardných nástrojov potrebných na vykonávanie operácií pri demontáži, demontáži, oprave, montáži a inštalácii komponentov a zostáv vozidla:
Na vykonávanie vysokokvalitných opráv je tiež potrebné mať špeciálne nástroje a zariadenia:
Spojovací materiál obsahuje súpravu matíc, skrutiek, svorníkov, nitov, podložiek a uzamykacích prvkov určených na spojenie dvoch alebo viacerých častí. Spoje môžu byť odnímateľné, hlavný typ je závitový a nerozoberateľné - nitované a zvárané. Všetky namontované závitové spojovacie prvky musia byť čisté, rovné, s nepoškodenými závitmi a čistými okrajmi na hlavách skrutiek a matíc, na ktoré sú namontované hlavy kľúčov.
Špeciálne samosvorné matice s nylonovými a vláknitými vložkami nie je možné opätovne použiť a nahrádzajú sa novými.
Na uľahčenie demontáže sú zhrdzavené skrutky a matice vopred ošetrené penetračnou zmesou, ako je terpentín, petrolej alebo špeciálne kvapaliny, a pred odskrutkovaním sa tam chvíľu nechajú. V núdzových prípadoch je dovolené použiť dláto alebo pílku, po ktorej nasleduje odstránenie zvyškov upevňovacieho prvku zo závitovej časti. Plochý (podšívka) a poistné podložky počas montáže musia byť vždy nainštalované na mieste v rovnakom poradí a rovnakým spôsobom ako pri demontáži a demontáži.
Pri montáži automobilu sa používajú upevňovacie prvky vyrobené podľa palcového systému meraní (anglický systém alebo štandard SAE), a univerzálnejší - metrický systém mier. Napriek všetkej podobnosti je neprípustné ich zamieňať (kresba 2.55).
Metrické aj štandardné skrutky je možné identifikovať kontrolou hláv.
Uťahovacie momenty závitových spojov, ktoré poskytuje BMW-AG, ak nie sú výslovne uvedené v technických špecifikáciách, sú určené v závislosti od priemeru závitu.
Závity skrutiek by mali vyčnievať z matice (okrem osobitne určených prípadov) pre 2-3 vlákna. Závlačky nesmú vyčnievať z drážok matíc. Konce závlačiek musia byť roztiahnuté a ohnuté, jeden na skrutku a druhý na maticu. Pri montáži vyfúknite palivové potrubie a rúrky pohonu brzdového systému stlačeným vzduchom a zrolujte ich guľou príslušného priemeru. Poškodené závity v bočniciach a iných upevňovacích prvkoch je možné opraviť pomocou závitových vložiek vyrobených z drôtenej špirály (kresba 2.56) v nasledujúcom poradí:
Originál si môžete prečítať na webovej stránke BMWman.ru
Proces opotrebovania sa zvyčajne delí na tri obdobia: zábeh; bežné opotrebenie; núdzový.
Počas zábehu dochádza k intenzívnemu opotrebovaniu trecích častí, v dôsledku čoho sa zmenšuje mikrodrsnosť dosadacích plôch, zväčšuje sa kontaktná plocha, zmenšujú sa špecifické zaťaženia, spomaľuje sa rýchlosť opotrebenia a prechádza do normálneho opotrebenia.
Obdobie normálneho opotrebovania je charakterizované relatívne malou rýchlosťou rastu medzery v spojení, avšak po dosiahnutí určitej medzery rýchlosť opotrebovania prudko narastá, čo naznačuje začiatok núdzového opotrebovania. Prevádzka jednotky s núdzovým opotrebovaním vedie k poruchám, ktoré sa nedajú opraviť.
Počas prevádzky je veľmi dôležité opraviť jednotku pred núdzovým opotrebovaním. Navyše náklady na opravu budú výrazne nižšie ako pri oprave jednotky s núdzovým opotrebovaním. Pred rozhodnutím o opravách je potrebné diagnostikovať stav spojenia v jednotkách. Spravidla sa diagnostika vykonáva na základe nepriamych znakov, ako sú: zvýšený hluk, vibrácie, spotreba oleja, prieraz plynu v kľukovej skrini, strata výkonu atď. Pre kvalitnejšiu diagnostiku je potrebné jednotku rozobrať, diely umyť, skontrolovať a podrobiť mikrometrickej analýze.
Na základe výsledkov kontroly a meraní sa rozhodne o pokračovaní prevádzky bez opravy alebo o určení opravy. V tomto prípade je potrebné vziať do úvahy nasledujúce skutočnosti: ak sú skutočné rozmery dielov v rámci tolerančných polí povolených touto príručkou, potom je možná ďalšia prevádzka jednotky bez opravy; ak sú rozmery mimo tolerančného rozsahu, sú potrebné opravy.
Rozšírenie tolerančných polí uvedených v tejto príručke by sa malo považovať za príležitosť využiť zostávajúce zdroje jednotky bez obnovenia párenia. V prípade opravy jednotky počas obnovy spojov nie je povolené rozširovanie tolerančných polí nad rámec stanovených.
Technológia opravy je zvyčajne rozdelená do štyroch etáp práce: demontáž - umývanie; ovládanie - triedenie; samotná oprava: obnovenie mikro a makro geometrie povrchov dielov a ich fyzikálnych a mechanických vlastností; montáž s predbežnou kontrolou dielov vstupujúcich do práce.
Operácie demontáže a umývania sa vykonávajú v niekoľkých etapách: vonkajšie umývanie jednotky, čiastočná demontáž, umývanie jednotky, demontáž na diely, umývanie a čistenie dielov. Pred kontrolou a triedením je potrebné všetky diely dôkladne očistiť od nečistôt a karbónových usadenín, odmastiť, umyť a vysušiť (stlačený suchý vzduch). Vyčistite olejové kanály a otvory v častiach, prepláchnite pod tlakom a vyfúknite stlačeným vzduchom.
Diely vyrobené zo zliatin hliníka a zinku sa nesmú umývať v alkalických roztokoch používaných na umývanie oceľových a liatinových dielov, pretože hliník a zinok sa rozpúšťajú v zásadách.
Pri kontrole dielov sa vonkajšou kontrolou zisťujú zlomy, praskliny, preliačiny, dutiny a iné poškodenia. Skontrolujte kritické časti na praskliny pomocou detektora chýb. Rozmery dielov musia byť kontrolované v oblastiach najväčšieho opotrebovania. Zuby ozubených kolies sa opotrebovávajú nerovnomerne, preto by ste pri ich kontrole mali zmerať aspoň tri zuby umiestnené pod uhlom 120°.
Z dôvodu potreby zaručenia chodu ozubených prevodov počas celej doby medzi opravami nie je povolené vylamovanie zubov a odlupovanie pracovnej plochy zubov v dôsledku únavy.
Montážne jednotky ako: ojnica s vekom ojnice, blok valcov s vekami hlavných ložísk, ozubené kolesá prevodovky a rozvodovka sa nedajú rozobrať. Zostávajúce montážne jednotky je možné demontovať, ale ak sa rozhodne pokračovať v používaní spojovacích prvkov bez opravy, neodporúča sa ich rozoberať.
Vo všetkých prípadoch opravy zváraním a naváraním nesmie mať zvarový šev troskové inklúzie, nekontrolované oblasti, podrezania alebo iné chyby. Po zváraní očistite šev. Odstráňte prebytočný kov, aby neprekážal pri inštalácii spojovacích častí.
Otvory s opotrebovaným alebo poškodeným závitom sa obnovia vyrezaním závitu so zväčšeným opravným rozmerom, prípadne zvarením otvorov a následným vyrezaním závitu menovitého rozmeru. Inštaláciou vložiek a vložiek so špirálovým závitom.
Použitie závitových vložiek je vhodnejšie z dôvodov kvality výplne a nákladov na prácu. Diely dodávané na montáž musia byť čisté a suché. Závitové spoje nesmú mať žiadne chyby. Jednorazové samosvorné závitové spojovacie prvky je potrebné vymeniť za nové. Ak nie je možné použiť nové samosvorné diely, pri inštalácii starých je potrebné zabrániť ich otáčaniu.
Pri montáži nainštalujte nové tesnenia a tesnenia. Počas montáže namažte trecie plochy dielov čistým olejom. Pri inštalácii gumových tesnení namažte pracovný povrch manžety, aby ste predišli poškodeniu počas inštalácie. Pri inštalácii olejových tesnení s kovovým telom namažte sedlo pod tesnením tenkou vrstvou tmelu.
Montáž jednotiek a zostáv sa musí vykonávať v súlade s týmto návodom. Pred montážou skontrolujte pomocou meracieho prístroja rozmery dielov tvoriacich lícovanie.
Pri montáži dielov, ktoré majú v spojovacej polohe pohyblivé uloženie, musí byť zabezpečený ich voľný relatívny pohyb bez zaseknutia. Puzdrá, krúžky guľkových a valivých ložísk sa inštalujú pomocou tŕňov. Pri lisovaní ložísk sa sila nesmie prenášať cez guľôčky alebo valčeky. Lisovacie nástroje musia dosadať na lisovaný krúžok. Prítlačná sila sa musí zhodovať s osou ložiska, aby sa zabránilo deformácii krúžkov.
Ak sa podľa montážnych podmienok inštalácia kritických častí vykonáva údermi kladiva, je potrebné použiť tŕne a kladivá z neželezných kovov, plastov, gumy, ako aj zariadenia a tesnenia na lisovanie dielov.
Kľúče musia byť pevne usadené v drážkach hriadeľov pomocou kladiva alebo tŕňa z neželezného kovu. Vôľa v perách v drážkach hriadeľa nie je povolená.
Čapy musia byť zaskrutkované do suchých a čistých závitových otvorov tesne bez vôle. Časti by mali voľne zapadnúť na kolíky. Ohýbanie kolíkov pri inštalácii dielov na ne nie je povolené, upevnenie jednotky alebo dielu niekoľkými maticami alebo skrutkami sa musí vykonať rovnomerne po obvode - najprv predbežne a potom nakoniec.
Všetky matice alebo skrutky spoja musia byť utiahnuté rovnakým momentom, pokiaľ nie je uvedené inak, pozri prílohu. Uťahovacie momenty upevňovacích prvkov sú uvedené v prílohe tohto návodu, je nutné použiť kľúče, ktoré umožňujú obmedzenie uťahovacieho momentu.
Nižšie uvedený zoznam obsahuje minimum štandardných nástrojov potrebných na vykonávanie operácií pri demontáži, demontáži, oprave, montáži a inštalácii komponentov a zostáv vozidla:
- sada kombinovaných kľúčov (1/4-1 palca, 6-19 mm);
- sada náhradných nástrčných hláv (1/4-1 palca, 6-19 mm);
- račňa obojstranný pohon s rukoväťou (250 mm);
- kardanový typ univerzálneho kĺbu pre nástrčné hlavy;
- momentový kľúč;
- strojárske kladivo (250-300 g);
- palička (drevo, guma alebo plast);
- sada nastaviteľných kľúčov;
- sada externých nástrčných kľúčov;
- kľúč na zapaľovacie sviečky;
- nastavovač vzdialenosti zapaľovacích sviečok;
- sada meracích sond;
- kľúč na odvzdušňovanie bŕzd;
- skrutkovače ("-" 8x150 mm. 8,5x150 mm; "+" 2x6x150 mm, 3x8x203 mm);
- kombinované kliešte;
- upínacie kliešte;
- dielektrické kliešte;
- kliešte;
- sekáč (13 mm);
- píla na železo so sadou čepelí;
- súbor súborov;
- merač tlaku v pneumatikách; mazacia pištoľ;
- škrabka na neželezné kovy;
- kľúč na olejový filter;
- kovoobrábací ryžovač;
- stredový razník;
- fúzy (1.8; 3,3; 4,8 mm);
- oceľové pravítko;
- sada podpier;
- zdvihák,
- 3/8-palcový (9 mm), elektrickú vŕtačku a vrtákov;
- jemný brúsny papier;
- drôtená kefa (veľký a malý);
- nádoba na olej;
- nádoba na nemrznúcu zmes;
- nalievací lievik.
Na vykonávanie vysokokvalitných opráv je tiež potrebné mať špeciálne nástroje a zariadenia:
- na stláčanie ventilových pružín;
- na čistenie drážok piestnych krúžkov;
- na stláčanie piestnych krúžkov;
- na demontáž/montáž piestnych krúžkov;
- na centrovanie kotúča spojky;
- na odstránenie tlmiča volantu;
- na odstránenie krytov pružín brzdových čeľustí;
- merač kompresie;
- zahĺbenie a honovanie na opracovanie hrany a zrkadla valca;
- leštiť na spracovanie zrkadla brzdového valca;
- priemer valca meter (nutrometer);
- sada mikrometrov a posuvné meradlo;
- hydraulický nástroj na demontáž zdvihátka;
- univerzálny sťahovák;
- sťahovák guľových kĺbov;
- nárazový skrutkovač;
- stroboskop s adaptérom;
- ručná kombinovaná pumpa (podtlak/tlak);
- tachometer;
- tester;
- sada kohútikov a matríc;
- zdvíhacie vybavenie;
- nástroje na demontáž brzdových pružín;
- podlahový garážový zdvihák. Úplný zoznam špeciálnych zariadení a ich účel je uvedený v prílohe tohto návodu.
Spojovacie prvky
Spojovací materiál obsahuje súpravu matíc, skrutiek, svorníkov, nitov, podložiek a uzamykacích prvkov určených na spojenie dvoch alebo viacerých častí. Spoje môžu byť odnímateľné, hlavný typ je závitový a nerozoberateľné - nitované a zvárané. Všetky namontované závitové spojovacie prvky musia byť čisté, rovné, s nepoškodenými závitmi a čistými okrajmi na hlavách skrutiek a matíc, na ktoré sú namontované hlavy kľúčov.
Špeciálne samosvorné matice s nylonovými a vláknitými vložkami nie je možné opätovne použiť a nahrádzajú sa novými.
Pozor! Poškodené upevňovacie prvky (matice, skrutky, čapy, podložky) podliehajú povinnej výmene.
Na uľahčenie demontáže sú zhrdzavené skrutky a matice vopred ošetrené penetračnou zmesou, ako je terpentín, petrolej alebo špeciálne kvapaliny, a pred odskrutkovaním sa tam chvíľu nechajú. V núdzových prípadoch je dovolené použiť dláto alebo pílku, po ktorej nasleduje odstránenie zvyškov upevňovacieho prvku zo závitovej časti. Plochý (podšívka) a poistné podložky počas montáže musia byť vždy nainštalované na mieste v rovnakom poradí a rovnakým spôsobom ako pri demontáži a demontáži.
Veľkosť zapínania
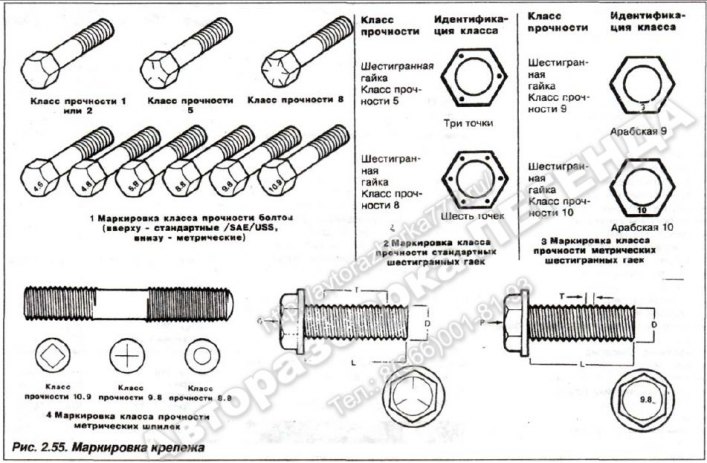
Pri montáži automobilu sa používajú upevňovacie prvky vyrobené podľa palcového systému meraní (anglický systém alebo štandard SAE), a univerzálnejší - metrický systém mier. Napriek všetkej podobnosti je neprípustné ich zamieňať (kresba 2.55).
Metrické aj štandardné skrutky je možné identifikovať kontrolou hláv.
Uťahovacie momenty závitových spojov, ktoré poskytuje BMW-AG, ak nie sú výslovne uvedené v technických špecifikáciách, sú určené v závislosti od priemeru závitu.
Pozor! Nižšie sú uvedené údaje o maximálnom prípustnom uťahovacom momente štandardných závitových spojov v závislosti od veľkosti závitu, materiálu svorníka, skrutky, matice atď., farby jej povrchovej úpravy a triedy pevnosti, ako je stanovené v internej norme BMW č. 600.02.0.
| Maximálny uťahovací moment pre spoje so závitom M4: | ||
| - žltá (ZN) | (8,8) | 2,9 Nm; |
| - striebro (ZNS) | (8,8) | 2,4 Nm; |
| - žltá (ZN) | (10,9) | 4,1 Nm; |
| - striebro (ZNS) | (10,9) | 3,6 Nm; |
| - žltá (ZN) | (12,9) | 4,9 Nm. |
| Maximálny uťahovací moment pre spojenia so závitom M5: | ||
| - žltá (ZN) | (8,8) | 5,9 Nm; |
| - striebro (ZNS) | (8,8) | 5,0 Nm; |
| - žltá (ZN) | (10,9) | 8,3 Nm; |
| - striebro (ZNS) | (10,9) | 7,3 Nm; |
| - žltá (ZN) | (12,9) | 10,0 Nm; |
| - striebro (ZNS) | (12,9) | 8,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M6: | ||
| - žltá (ZN) | (8,8) | 9,9 Nm; |
| - striebro (ZNS) | (8,8) | 8,6 Nm; |
| - žltá (ZN) | (10,9) | 14,0 Nm; |
| - striebro (ZNS) | (10,9) | 12,6 Nm; |
| - žltá (ZN) | (12,9) | 16,5 Nm; |
| - striebro (ZNS) | (12,9) | 14,0 Nm. |
| Maximálny uťahovací moment pre spojenia so závitom M7: | ||
| - žltá (ZN) | (8,8) | 14,8 Nm; |
| - striebro (ZNS) | (8,8) | 14,0 Nm; |
| - žltá (ZN) | (10,9) | 21,3 Nm; |
| - striebro (ZNS) | (10,9) | 20,5 Nm; |
| - žltá (ZN) | (12,9) | 25,5 Nm; |
| - striebro (ZNS) | (12,9) | 22,5 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M8: | ||
| - žltá (ZN) | (8,8) | 24,0 Nm; |
| - striebro (ZNS) | (8,8) | 20,5 Nm; |
| - žltá (ZN) | (10,9) | 34,0 Nm; |
| - striebro (ZNS) | (10,9) | 30,5 Nm; |
| - žltá (ZN) | (12,9) | 40,0 Nm; |
| - striebro (ZNS) | (12,9) | 33,5 Nm. |
| Maximálny uťahovací moment pre spojenia so závitom M8x1: | ||
| - žltá (ZN) | (8,8) | 26,0 Nm; |
| - striebro (ZNS) | (8,8) | 22,0 Nm; |
| - žltá (ZN) | (10,9) | 36,0 Nm; |
| - striebro (ZNS) | (10,9) | 32,0 Nm; |
| - žltá (ZN) | (12,9) | 44,0 Nm; |
| - striebro (ZNS) | (12,9) | 35,5 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M10: | ||
| - žltá (ZN) | (8,8) | 47,0 Nm; |
| - striebro (ZNS) | (8,8) | 41,0 Nm; |
| - žltá (ZN) | (10,9) | 66,0 Nm; |
| - striebro (ZNS) | (10,9) | 60,0 Nm; |
| - žltá (ZN) | (12,9) | 79,0 Nm; |
| - striebro (ZNS) | (12,9) | 66,0 Nm. |
| Maximálny uťahovací moment pre spojenia so závitom M10x1: | ||
| - žltá (ZN) | (8,8) | 54,0 Nm; |
| - striebro (ZNS) | (8,8) | 44,0 Nm; |
| - žltá (ZN) | (10,9) | 75,0 Nm; |
| - striebro (ZNS) | (10,9) | 65,0 Nm; |
| - žltá (ZN) | (12,9) | 91,0 Nm; |
| - striebro (ZNS) | (12,9) | 72,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M12: | ||
| - žltá (ZN) | (8,8) | 82,0 Nm; |
| - striebro (ZNS) | (8,8) | 71,0 Nm; |
| - žltá (ZN) | (10,9) | 115,0 Nm; |
| - striebro (ZNS) | (10,9) | 104,0 Nm; |
| - žltá (ZN) | (12,9) | 140,0 Nm; |
| - striebro (ZNS) | (12,9) | 116,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M12x1,5: | ||
| - žltá (ZN) | (8,8) | 87,0 Nm; |
| - striebro (ZNS) | (8,8) | 73,0 Nm; |
| - žltá (ZN) | (10,9) | 123,0 Nm; |
| - striebro (ZNS) | (10,9) | 108,0 Nm; |
| - žltá (ZN) | (12,9) | 147,0 Nm; |
| - striebro (ZNS) | (12,9) | 120,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M14: | ||
| - žltá (ZN) | (8,8) | 130,0 Nm; |
| - striebro (ZNS) | (8,8) | 112,0 Nm; |
| - žltá (ZN) | (10,9) | 180,0 Nm; |
| - striebro (ZNS) | (10,9) | 165,0 Nm; |
| - žltá (ZN) | (12,9) | 220,0 Nm; |
| - striebro (ZNS) | (12,9) | 185,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M14x1,5: | ||
| - žltá (ZN) | (8,8) | 143,0 Nm; |
| - striebro (ZNS) | (8,8) | 120,0 Nm; |
| - žltá (ZN) | (10,9) | 200,0 Nm; |
| - striebro (ZNS) | (10,9) | 175,0 Nm; |
| - žltá (ZN) | (12,9) | 240,0 Nm; |
| - striebro (ZNS) | (12,9) | 195,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M18: | ||
| - žltá (ZN) | (8,8) | 280,0 Nm; |
| - striebro (ZNS) | (8,8) | 240,0 Nm; |
| - žltá (ZN) | (10,9) | 390,0 Nm; |
| - striebro (ZNS) | (10,9) | 355,0 Nm; |
| - žltá (ZN) | (12,9) | 470,0 Nm; |
| - striebro (ZNS) | (12,9) | 395,0 Nm. |
| Maximálny uťahovací moment pre spoje so závitom M18x1,5: | ||
| - žltá (ZN) | (8,8) | 313,0 Nm; |
| - striebro (ZNS) | (8,8) | 265,0 Nm; |
| - žltá (ZN) | (10,9) | 440,0 Nm; |
| - striebro (ZNS) | (10,9) | 385,0 Nm; |
| - žltá (ZN) | (12,9) | 527,0 Nm; |
| - striebro (ZNS) | (12,9) | 430,0 Nm. |
Závity skrutiek by mali vyčnievať z matice (okrem osobitne určených prípadov) pre 2-3 vlákna. Závlačky nesmú vyčnievať z drážok matíc. Konce závlačiek musia byť roztiahnuté a ohnuté, jeden na skrutku a druhý na maticu. Pri montáži vyfúknite palivové potrubie a rúrky pohonu brzdového systému stlačeným vzduchom a zrolujte ich guľou príslušného priemeru. Poškodené závity v bočniciach a iných upevňovacích prvkoch je možné opraviť pomocou závitových vložiek vyrobených z drôtenej špirály (kresba 2.56) v nasledujúcom poradí:
- vyvŕtajte zvyšky starej skrutky (čapu);
- rezané závity pre drôtenú vložku;
- vyberte vložku a zaskrutkujte ju do otvoru;
- odlomte a odstráňte koniec vložky.
Originál si môžete prečítať na webovej stránke BMWman.ru
Tento článok je dostupný na ruský, anglicky, bulharský, bieloruský, ukrajinský, srbský, chorvátsky, rumunský, poľský, maďarský
Článok overený: Zhuravleva Isolda
Zdielať informácie:
Predchádzajúce články
БМВ E53: Údržba auta
Najnovšie články
Podobné články o iných typoch áut BMW:
Zdvíhanie a ťahanie auta BMW 3 Series E21 (1975-1983)
Rýchla údržba auta BMW 3 Series E30 (1982-1994)
Zdvíhanie a ťahanie auta BMW 5 Series E12 (1972-1981)
Tankovanie auta BMW 5 Series E34 (1988-1996)
Všeobecný popis auta BMW 7 Series E32 (1986-1994)
Diagnostika poruchy auta BMW 7 Series E38 (1994-2001)
Úvod do manuálu na opravu automobilov BMW X3 E83 (2003-2010)
Zdvíhanie a ťahanie auta BMW 3 Series E21 (1975-1983)
Rýchla údržba auta BMW 3 Series E30 (1982-1994)
Zdvíhanie a ťahanie auta BMW 5 Series E12 (1972-1981)
Tankovanie auta BMW 5 Series E34 (1988-1996)
Všeobecný popis auta BMW 7 Series E32 (1986-1994)
Diagnostika poruchy auta BMW 7 Series E38 (1994-2001)
Úvod do manuálu na opravu automobilov BMW X3 E83 (2003-2010)
Odkaz na túto stránku v rôznych formátoch
Komentáre návštevníkov
Zatiaľ žiadne komentáre
- Všeobecné informácie
- Manuálny
- Údržba auta
- Benzínový motor M54
- Oprava motora
- Systém mazania
- Chladiaci systém
- Palivový systém
- Vstrekovací systém
- Výfukový systém
- Elektrika motora
- Benzínový motor M62
- Oprava motora
- Systém mazania
- Chladiaci systém
- Palivový systém
- Výfukový systém
- Elektrika motora
- Benzínový motor N62
- Oprava motora
- Chladiaci a mazací systém
- Systém napájania a výfuk
- Elektrika motora
- Dieselový motor M57
- Oprava motora
- Systém mazania
- Chladiaci systém
- Systém napájania a výfuk
- Elektrika motora
- Systém preplňovania turbodúchadlom
- Prevodovka
- Spojka
- Manuálna prevodovka
- Automatická prevodovka
- Prevodovka a kardan
- Podvozok
- Brzdový systém
- Systém riadenia
- Predné odpruženie
- Zadné odpruženie
- Kolesá a pneumatiky
- Karoséria
- Exteriér
- Interiér
- Dvere a okná
- Oprava a údržba
- Kúrenie a klimatizácia
- Elektrické vybavenie
- Vybavenie a prístroje
- Páky a spínače
- Elektrické obvody