Proces trošenja obično se dijeli na tri razdoblja: uhodavanje; normalno trošenje; hitan slučaj.
U procesu uhodavanja dolazi do intenzivnog trošenja dijelova koji se trljaju, kao rezultat mikrohrapavosti spojnih površina, one se smanjuju, kontaktna površina se povećava, specifična opterećenja se smanjuju, brzina trošenja se usporava i prelazi u normalno trošenje..
Razdoblje normalnog trošenja karakterizira relativno mala stopa rasta razmaka u sučelju, međutim, kada se postigne određeni razmak, stopa trošenja se naglo povećava, što ukazuje na početak hitnog trošenja. Rad jedinice s habanjem u hitnim slučajevima dovodi do kvarova koji se ne mogu obnoviti.
Tijekom rada vrlo je važno sklop podvrgnuti popravku prije nego što dođe do hitnog trošenja. u isto vrijeme, troškovi popravka bit će znatno niži nego kod popravka jedinice s hitnim trošenjem. Prije donošenja odluke o popravku potrebno je dijagnosticirati stanje uparivanja u jedinicama. Dijagnostika se u pravilu provodi neizravnim znakovima, kao što su povećana buka, vibracije, potrošnja ulja, probijanje plinova iz kartera, gubitak snage itd. Za bolju dijagnostiku jedinicu je potrebno rastaviti, dijelove oprati, pregledati i podvrgnuti mikrometriranju.
Na temelju rezultata pregleda i mjerenja donosi se odluka o nastavku rada bez popravka ili se utvrđuje popravak. U ovom slučaju treba se voditi sljedećim razmatranjima: ako su stvarne dimenzije dijelova unutar polja tolerancije dopuštenih ovim priručnikom, tada je moguć nastavak rada jedinice bez popravka; ako su dimenzije izvan tolerancije, potreban je popravak.
Proširenje polja tolerancije dano u ovom Vodiču treba smatrati mogućnošću korištenja zaostalog resursa čvora bez vraćanja uparivanja. U slučaju popravka jedinice tijekom obnove sučelja, proširenje polja tolerancije izvan utvrđenih nije dopušteno.
Tehnologija popravka obično se dijeli na četiri faze rada: demontaža - pranje; kontrola - sortiranje; sam popravak: obnavljanje mikro i makro geometrije površina dijelova i njihovih fizičkih i mehaničkih svojstava; montaža uz prethodnu kontrolu dijelova koji ulaze u rad.
Operacije demontaže i pranja provode se u nekoliko faza: vanjsko pranje jedinice, djelomično rastavljanje, čvorno pranje, rastavljanje na dijelove, pranje i čišćenje dijelova. Prije provjere-sortiranja sve dijelove temeljito očistite od prljavštine i naslaga ugljika, odmastite, isperite i osušite (komprimirani suhi zrak). Očistite uljne kanale i rupe u dijelovima, isperite pod pritiskom i propuhajte komprimiranim zrakom.
Dijelove od legura aluminija i cinka nije dopušteno prati u alkalnim otopinama koje se koriste za pranje dijelova od čelika i lijevanog željeza, jer se aluminij i cink otapaju u alkalijama.
U postupku provjere dijelova vanjskim pregledom treba otkriti lomove, pukotine, udubljenja, školjke i druga oštećenja. U kritičnim dijelovima provjerite ima li pukotina detektorom nedostataka. Dimenzije dijelova moraju se kontrolirati na mjestima najvećeg trošenja. Zubi zupčanika troše se neravnomjerno, pa pri njihovoj provjeri treba izmjeriti najmanje tri zuba koji se nalaze pod kutom od 120°.
S obzirom na potrebu da se zajamči rad zupčanika tijekom cijelog remonta, nisu dopušteni strugotine na zubima i lomljenje radne površine zuba zamorne prirode.
Montažne jedinice kao što su: klipnjača s poklopcem klipnjače, blok cilindra s poklopcima glavnih ležajeva, mjenjač i završni pogonski zupčanici ne smiju se rastavljati. Moguće je rastaviti preostale montažne jedinice, ali ako se donese odluka o nastavku rada spojnih elemenata bez popravka, tada ih nije preporučljivo rastaviti.
U svim slučajevima popravka zavarivanjem i navarivanjem, zavar ne bi trebao imati uključke troske, neprovjerena područja, podrezivanja i druge nedostatke. Očistite šav nakon zavarivanja. Uklonite metalne ugibe tako da ne ometaju ugradnju spojnih dijelova.
Rupe s istrošenim ili oštećenim navojem popravljaju se urezivanjem navoja povećane sanacijske veličine ili zavarivanjem rupa, a zatim narezivanjem navoja nazivne veličine. Postavljanje vijaka i spiralnih navojnih umetaka.
Korištenje umetaka s navojem je poželjno zbog kvalitete restauracije i troškova rada. Dijelovi predani za montažu moraju biti čisti i suhi. Navojne veze ne bi trebale imati komentare. Jednokratne samozaključavajuće navojne spojnice moraju se zamijeniti novima. Ako je nemoguće koristiti nove samozaključavajuće dijelove, potrebno je spriječiti njihovo okretanje prilikom ugradnje starih.
Prilikom sastavljanja ugradite nove brtve i brtve. Tijekom sastavljanja podmažite površine za trljanje dijelova čistim uljem. Prilikom postavljanja gumenih brtvila podmažite radnu površinu manšete kako biste izbjegli oštećenje tijekom postavljanja. Prilikom postavljanja uljnih brtvi s metalnim kućištem, podmažite utičnicu brtve tankim slojem brtvila.
Sastavite jedinice i sklopove u skladu s ovim priručnikom. Pomoću mjernog alata prije sastavljanja provjerite dimenzije dijelova koji odgovaraju.
Pri sastavljanju dijelova koji imaju pomično nalijeganje u spajanje mora se osigurati njihovo slobodno relativno kretanje, bez zapinjanja. Montirajte čahure, prstenove kugličnih i valjkastih ležajeva pomoću igala. Pri prešanju ležajeva sila se ne smije prenositi kroz kuglice ili valjke. Alati za prešanje moraju biti naslonjeni na prešani prsten. Sila pritiska mora biti usklađena s osi ležaja kako bi se izbjeglo pogrešno poravnanje prstenova.
Ako se prema uvjetima montaže ugradnja kritičnih dijelova izvodi udarcem čekića, potrebno je koristiti igle i čekića od obojenih metala, plastike, gume, kao i stege i brtve za prešanje dijelova.
Kljunovi moraju biti čvrsto postavljeni u utore za klinove osovine pomoću čekića ili trna od obojenih metala. Nije dopušteno pomicanje ključeva u žljebovima osovine.
Vijci se moraju uvrnuti u suhe i čiste rupe s navojem čvrsto bez zazora. Pojedinosti treba slobodno staviti na klinove. Savijanje šiljaka prilikom ugradnje dijelova na njih nije dopušteno, pričvršćivanje sklopa ili dijela s nekoliko matica ili vijaka treba obaviti ravnomjerno po obodu - prvo preliminarno, a zatim konačno.
Sve matice ili vijci istog spoja moraju biti zategnuti istim momentom, osim ako nije drugačije navedeno u Dodatku. Momenti pritezanja pričvrsnih elemenata dati su u prilogu ovog priručnika, a potrebno je koristiti ključeve koji omogućuju ograničenje momenta.
Donji popis uključuje minimum standardnih alata potrebnih za obavljanje operacija uklanjanja, rastavljanja, popravka, sastavljanja i ugradnje komponenti i sklopova vozila:
- set kombiniranih ključeva (1/4» — 1», 6 - 19 mm);
- set izmjenjivih utičnica (1/4» — 1», 6 - 19 mm);
- čegrtaljka reverzibilni pogon s ručicom (250 mm);
- univerzalni kardanski spoj za utičnice;
- momentni ključ;
- metalni čekić (250-300.);
- malj (drvo, guma ili plastika);
- set ključeva;
- set vanjskih nasadnih ključeva;
- ključ za svijeće;
- uređaj za podešavanje razmaka svijeće;
- set mjernih sondi;
- iipelny ključ za pumpanje kočnica;
- odvijači («-» 8x150 mm. 8,5x150 mm; «+» 2x6x150 mm, 3x8x203 mm);
- kombinirana kliješta;
- stezna kliješta;
- dielektrična kliješta;
- kliješta-platypuses;
- sječivo (13 mm);
- pila za metal s setom oštrica;
- skup datoteka;
- mjerač tlaka u gumama; pištolj za podmazivanje;
- strugač od obojenih metala;
- ključ za uklanjanje filtera ulja;
- bravarski pisar;
- bušiti;
- brade (1,8; 3.3; 4,8 mm);
- čelična ravnala-bar;
- set rekvizita;
- utičnica,
- električna bušilica 3/8» (9 mm) i set bušilica;
- fini brusni papir;
- žičana četka (velike i male);
- spremnik za ulje;
- spremnik za antifriz;
- lijevak za punjenje.
Za visokokvalitetne popravke također je potrebno imati posebne alate i uređaje:
- za sabijanje opruga ventila;
- za čišćenje žljebova klipnih prstenova;
- za kompresiju klipnih prstenova;
- za skidanje/ugradnju klipnih prstenova;
- za centriranje diska kvačila;
- za uklanjanje amortizera upravljača;
- za skidanje kapica opruga kočionih pločica;
- kompresometar;
- upuštač i brus za obradu ruba i zrcala cilindra;
- brus za obradu ogledala kočionog cilindra;
- mjerač promjera cilindra (čeljust);
- set mikrometara i čeljusti;
- uređaj za uklanjanje hidrauličkih gurača;
- univerzalni izvlakač;
- izvlakač kuglastog zgloba;
- udarni odvijač;
- stroboskop s adapterom;
- ručna kombinirana pumpa (vakuum/pritisak);
- tahometar;
- tester;
- set slavina i leroka;
- oprema za podizanje;
- alati za demontažu kočionih opruga;
- podna garažna dizalica. Potpun popis posebnih uređaja i njihova namjena nalazi se u Dodatku ovog priručnika.
Spojnice
Spojni elementi uključuju set koji se sastoji od matica, vijaka, klinova, zakovica, podložaka i elemenata za zaključavanje, dizajniranih za spajanje dva ili više dijelova. Priključci su odvojivi, glavni tip je navojni i jednodijelni - zakovicama i zavarenim. Svi pričvrsni elementi s navojem koji se ugrađuju moraju biti čisti, ravni, s netaknutim navojima i strogim rubovima glava vijaka i matica na koje su glave ključeva ugrađene.
Posebne samosigurnosne matice s najlonskim i vlaknastim umetcima ne mogu se ponovno koristiti i moraju se zamijeniti novima.
Pažnja! Oštećeni pričvršćivači (matice, vijci, klinovi, podloške) mora se zamijeniti.
Zahrđali vijci i matice prethodno se tretiraju penetrirajućim spojem kao što je terpentin, kerozin ili posebne tekućine i privremeno drže prije otpuštanja kako bi se olakšalo uklanjanje. U hitnim slučajevima dopušteno je koristiti dlijeto ili pilu za metal, nakon čega slijedi uklanjanje ostataka pričvršćivača s navojnog dijela. ravan (oblaganje) i sigurnosne podloške uvijek se moraju ponovno postaviti istim redoslijedom i na isti način tijekom ponovnog sastavljanja kao i tijekom rastavljanja i uklanjanja.
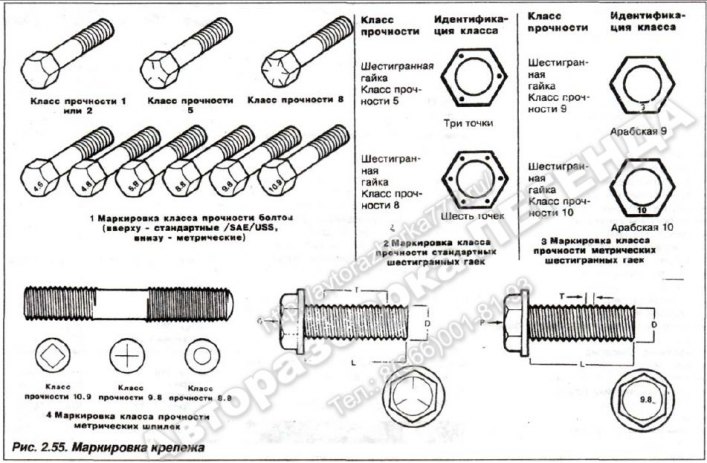
Veličina pričvršćivača
Prilikom sastavljanja automobila koriste se pričvrsni elementi izrađeni prema inčnom sustavu mjera (Engleski sustav ili SAE standard), i univerzalniji - metrički sustav mjera. Uz svu njihovu sličnost, nije ih dopušteno miješati (riža. 2.55).
I metrički i standardni vijci mogu se identificirati gledanjem u glave.
Momenti pritezanja za navojne spojeve koje osigurava tvrtka «BMW-AG», osim ako nisu posebno navedeni u tehničkim specifikacijama, određuju se ovisno o promjeru navoja.
Pažnja! U nastavku su podaci o najvećem dopuštenom momentu pritezanja standardnih navojnih spojeva, ovisno o veličini navoja, materijalu vijka, vijka, matice itd., boji njihove površinske prevlake i klasi čvrstoće koju je odredio BMW interni standard br. 600.02.0.
| Maksimalni zatezni moment za spojeve s M4 navojem: | ||
| - žuto (ZN) | (8,8) | 2,9 N.m; |
| - srebro (ZNS) | (8,8) | 2,4 N.m; |
| - žuto (ZN) | (10,9) | 4,1 N.m; |
| - srebro (ZNS) | (10,9) | 3,6 N.m; |
| - žuto (ZN) | (12,9) | 4,9 N.m. |
| Maksimalni zatezni moment za M5 navojne spojeve: | ||
| - žuto (ZN) | (8,8) | 5,9 N.m; |
| - srebro (ZNS) | (8,8) | 5,0 N.m; |
| - žuto (ZN) | (10,9) | 8,3 N.m; |
| - srebro (ZNS) | (10,9) | 7,3 N.m; |
| - žuto (ZN) | (12,9) | 10,0 N.m; |
| - srebro (ZNS) | (12,9) | 8,0 N.m. |
| Maksimalni zatezni moment za M6 navojne spojeve: | ||
| - žuto (ZN) | (8,8) | 9,9 N.m; |
| - srebro (ZNS) | (8,8) | 8,6 N.m; |
| - žuto (ZN) | (10,9) | 14,0 N.m; |
| - srebro (ZNS) | (10,9) | 12,6 N.m; |
| - žuto (ZN) | (12,9) | 16,5 N.m; |
| - srebro (ZNS) | (12,9) | 14,0 N.m. |
| Maksimalni zatezni moment za M7 navojne spojeve: | ||
| - žuto (ZN) | (8,8) | 14,8 N.m; |
| - srebro (ZNS) | (8,8) | 14,0 N.m; |
| - žuto (ZN) | (10,9) | 21,3 N.m; |
| - srebro (ZNS) | (10,9) | 20,5 N.m; |
| - žuto (ZN) | (12,9) | 25,5 N.m; |
| - srebro (ZNS) | (12,9) | 22,5 N.m. |
| Maksimalni zatezni moment za M8 navojne spojeve: | ||
| - žuto (ZN) | (8,8) | 24,0 N.m; |
| - srebro (ZNS) | (8,8) | 20,5 N.m; |
| - žuto (ZN) | (10,9) | 34,0 N.m; |
| - srebro (ZNS) | (10,9) | 30,5 N.m; |
| - žuto (ZN) | (12,9) | 40,0 N.m; |
| - srebro (ZNS) | (12,9) | 33,5 N.m. |
| Maksimalni moment pritezanja za navojne spojeve M8x1: | ||
| - žuto (ZN) | (8,8) | 26,0 N.m; |
| - srebro (ZNS) | (8,8) | 22,0 N.m; |
| - žuto (ZN) | (10,9) | 36,0 N.m; |
| - srebro (ZNS) | (10,9) | 32,0 N.m; |
| - žuto (ZN) | (12,9) | 44,0 N.m; |
| - srebro (ZNS) | (12,9) | 35,5 N.m. |
| Maksimalni zatezni moment za M10 navojne spojeve: | ||
| - žuto (ZN) | (8,8) | 47,0 N.m; |
| - srebro (ZNS) | (8,8) | 41,0 N.m; |
| - žuto (ZN) | (10,9) | 66,0 N.m; |
| - srebro (ZNS) | (10,9) | 60,0 N.m; |
| - žuto (ZN) | (12,9) | 79,0 N.m; |
| - srebro (ZNS) | (12,9) | 66,0 N.m. |
| Maksimalni moment pritezanja za navojne spojeve M10x1: | ||
| - žuto (ZN) | (8,8) | 54,0 N.m; |
| - srebro (ZNS) | (8,8) | 44,0 N.m; |
| - žuto (ZN) | (10,9) | 75,0 N.m; |
| - srebro (ZNS) | (10,9) | 65,0 N.m; |
| - žuto (ZN) | (12,9) | 91,0 N.m; |
| - srebro (ZNS) | (12,9) | 72,0 N.m. |
| Maksimalni zatezni moment za M12 navojne spojeve: | ||
| - žuto (ZN) | (8,8) | 82,0 N.m; |
| - srebro (ZNS) | (8,8) | 71,0 N.m; |
| - žuto (ZN) | (10,9) | 115,0 N.m; |
| - srebro (ZNS) | (10,9) | 104,0 N.m; |
| - žuto (ZN) | (12,9) | 140,0 N.m; |
| - srebro (ZNS) | (12,9) | 116,0 N.m. |
| Maksimalni zatezni moment za navojne spojeve M12x1,5: | ||
| - žuto (ZN) | (8,8) | 87,0 N.m; |
| - srebro (ZNS) | (8,8) | 73,0 N.m; |
| - žuto (ZN) | (10,9) | 123,0 N.m; |
| - srebro (ZNS) | (10,9) | 108,0 N.m; |
| - žuto (ZN) | (12,9) | 147,0 N.m; |
| - srebro (ZNS) | (12,9) | 120,0 N.m. |
| Maksimalni zatezni moment za spojeve s M14 navojem: | ||
| - žuto (ZN) | (8,8) | 130,0 N.m; |
| - srebro (ZNS) | (8,8) | 112,0 N.m; |
| - žuto (ZN) | (10,9) | 180,0 N.m; |
| - srebro (ZNS) | (10,9) | 165,0 N.m; |
| - žuto (ZN) | (12,9) | 220,0 N.m; |
| - srebro (ZNS) | (12,9) | 185,0 N.m. |
| Maksimalni zatezni moment za navojne spojeve M14x1,5: | ||
| - žuto (ZN) | (8,8) | 143,0 N.m; |
| - srebro (ZNS) | (8,8) | 120,0 N.m; |
| - žuto (ZN) | (10,9) | 200,0 N.m; |
| - srebro (ZNS) | (10,9) | 175,0 N.m; |
| - žuto (ZN) | (12,9) | 240,0 N.m; |
| - srebro (ZNS) | (12,9) | 195,0 N.m. |
| Maksimalni zatezni moment za spojeve s navojem M18: | ||
| - žuto (ZN) | (8,8) | 280,0 N.m; |
| - srebro (ZNS) | (8,8) | 240,0 N.m; |
| - žuto (ZN) | (10,9) | 390,0 N.m; |
| - srebro (ZNS) | (10,9) | 355,0 N.m; |
| - žuto (ZN) | (12,9) | 470,0 N.m; |
| - srebro (ZNS) | (12,9) | 395,0 N.m. |
| Maksimalni zatezni moment za navojne spojeve M18x1,5: | ||
| - žuto (ZN) | (8,8) | 313,0 N.m; |
| - srebro (ZNS) | (8,8) | 265,0 N.m; |
| - žuto (ZN) | (10,9) | 440,0 N.m; |
| - srebro (ZNS) | (10,9) | 385,0 N.m; |
| - žuto (ZN) | (12,9) | 527,0 N.m; |
| - srebro (ZNS) | (12,9) | 430,0 N.m. |
Navoj vijka mora viriti iz matice (osim u posebnim slučajevima) 2-3 niti. Rascjepke ne smiju viriti iz utora matica. Krajevi klinova moraju biti razdvojeni i saviti jedan na vijak, a drugi na maticu. Prilikom sastavljanja propuhajte pogonske cijevi goriva i kočionog sustava komprimiranim zrakom i zarolajte ih kuglicom odgovarajućeg promjera. Oštećeni navoji u polugama i drugim pričvrsnim elementima mogu se popraviti pomoću navojnih umetaka iz spirale žice (riža. 2.56) sljedećim redoslijedom:
- izbušite ostatke starog vijka (ukosnice);
- izrezati navoj za umetak žice;
- odaberite umetak i uvrnite ga u rupu;
- odlomiti i odstraniti rep umetka.