
Spis treści: Elementy złączne ↓ Rozmiar zapięcia ↓
- Główna
- BMW X5
- E53
- Informacje ogólne
- Konserwacja
- Ogólne wymagania dotyczące naprawy samochodu
Ogólne wymagania dotyczące naprawy samochodu (BMW X5 E53)
Większość usterek układów i zespołów mechanicznych w trakcie eksploatacji powstaje na skutek procesów tarcia, odkształceń elementów, starzenia się materiałów części itp. Te i inne procesy prowadzą do zużycia i uszkodzenia części.
Proces zużycia dzieli się zazwyczaj na trzy okresy: docieranie; normalne zużycie; nagły wypadek.
W procesie docierania następuje intensywne zużycie elementów trących, w wyniku czego mikrochropowatość powierzchni współpracujących maleje, powierzchnia styku zwiększa się, obciążenia właściwe maleją, szybkość zużycia zwalnia i przechodzi w zużycie normalne.
Okres normalnego zużycia charakteryzuje się stosunkowo niewielkim tempem wzrostu szczeliny w styku; jednak po osiągnięciu pewnej szczeliny tempo zużycia gwałtownie wzrasta, co świadczy o rozpoczęciu zużycia awaryjnego. Eksploatacja urządzenia w warunkach awaryjnego zużycia prowadzi do awarii, których nie można już naprawić.
Podczas eksploatacji urządzenia bardzo ważne jest, aby naprawiać je zanim dojdzie do jego awaryjnego zużycia. Co więcej, koszty naprawy będą znacznie niższe niż w przypadku naprawy urządzenia z powodu nagłego zużycia. Przed podjęciem decyzji o naprawie konieczne jest zdiagnozowanie stanu połączeń w podzespołach. Z reguły diagnostykę przeprowadza się na podstawie objawów pośrednich, takich jak: zwiększony hałas, wibracje, zużycie oleju, przebicie gazów w skrzyni korbowej, utrata mocy itp. Aby uzyskać diagnozę lepszej jakości, należy rozmontować urządzenie, umyć części, sprawdzić je i poddać analizie mikrometrycznej.
Na podstawie wyników kontroli i pomiarów podejmowana jest decyzja o kontynuowaniu eksploatacji bez naprawy lub o konieczności jej naprawy. W takim przypadku należy wziąć pod uwagę następujące kwestie: jeżeli rzeczywiste wymiary części mieszczą się w polach tolerancji dozwolonych w niniejszej instrukcji, wówczas możliwa jest dalsza eksploatacja urządzenia bez konieczności naprawy; jeżeli wymiary wykraczają poza zakres tolerancji, konieczna jest naprawa.
Rozszerzenie pól tolerancji podanych w niniejszym Przewodniku należy traktować jako okazję do wykorzystania pozostałych zasobów jednostki bez konieczności przywracania dopasowania. W przypadku naprawy urządzenia podczas przywracania połączeń, nie dopuszcza się rozszerzania pól tolerancji poza ustalone wartości.
Technologia naprawy dzieli się zazwyczaj na cztery etapy prac: demontaż – mycie; kontrola - sortowanie; naprawa sama w sobie: przywracanie mikro i makro geometrii powierzchni części oraz ich właściwości fizycznych i mechanicznych; montaż z wstępną kontrolą części wchodzących do pracy.
Operacje demontażu i mycia przeprowadzane są w kilku etapach: mycie zewnętrzne urządzenia, częściowy demontaż, mycie urządzenia, demontaż na części, mycie i czyszczenie części. Przed kontrolą i sortowaniem wszystkie części muszą zostać dokładnie oczyszczone z brudu i osadów węglowych, odtłuszczone, umyte i wysuszone (sprężone suche powietrze). Wyczyść kanały i otwory olejowe w częściach, przepłucz pod ciśnieniem i przedmuchaj sprężonym powietrzem.
Części wykonanych ze stopów aluminium i cynku nie wolno myć w roztworach alkalicznych, stosowanych do mycia części stalowych i żeliwnych, ponieważ aluminium i cynk rozpuszczają się w alkaliach.
Podczas kontroli części, poprzez oględziny zewnętrzne wykrywane są pęknięcia, wgniecenia, ubytki i inne uszkodzenia. Sprawdź, czy w newralgicznych częściach nie występują pęknięcia, używając defektoskopu. Należy kontrolować wymiary części w obszarach największego zużycia. Zęby kół zębatych zużywają się nierównomiernie, dlatego przy ich sprawdzaniu należy zmierzyć co najmniej trzy zęby ustawione pod kątem 120°.
Ze względu na konieczność zagwarantowania prawidłowej pracy przekładni zębatych przez cały okres międzyremontowy, nie dopuszcza się wykruszeń zębów ani łuszczenia się powierzchni roboczej zębów na skutek zmęczenia materiału.
Zespoły montażowe takie jak: korbowód z pokrywą korbowodu, blok cylindrów z pokrywami łożysk głównych, koła zębate skrzyni biegów i przekładnia główna nie podlegają rozbiórce. Można zdemontować pozostałe zespoły montażowe, ale jeśli zdecydujemy się na dalsze użytkowanie współpracujących elementów bez naprawy, nie zaleca się ich demontażu.
W przypadku wszystkich napraw wykonywanych poprzez spawanie i napawanie, spoina nie może zawierać wtrąceń żużla, niekontrolowanych obszarów, podcięć ani innych wad. Po spawaniu należy oczyścić spoinę. Usuń nadmiar metalu, aby nie przeszkadzał w montażu pasujących części.
Otwory ze zużytymi lub uszkodzonymi gwintami naprawia się poprzez nacięcie gwintu o większym rozmiarze naprawy lub poprzez zespawanie otworów, a następnie nacięcie gwintu o nominalnym rozmiarze. Poprzez montaż wkładek i wkładek z gwintem spiralnym.
Ze względu na jakość renowacji i koszty robocizny preferowane jest stosowanie wkładek gwintowanych. Części dostarczone do montażu muszą być czyste i suche. Połączenia gwintowane nie mogą mieć żadnych wad. Jednorazowe, samoblokujące się gwintowane elementy złączne należy wymienić na nowe. Jeżeli nie ma możliwości zastosowania nowych części samoblokujących, podczas montażu starych należy zadbać o to, aby nie mogły się one obracać.
Podczas montażu należy zamontować nowe uszczelki i pierścienie uszczelniające. Podczas montażu należy smarować powierzchnie trące części czystym olejem. Podczas montażu uszczelek gumowych należy nasmarować powierzchnię roboczą mankietu, aby uniknąć uszkodzeń podczas montażu. W przypadku montażu uszczelniaczy olejowych z korpusem metalowym należy nasmarować gniazdo pod uszczelniaczem olejowym cienką warstwą środka uszczelniającego.
Montaż podzespołów i zespołów należy wykonywać zgodnie z niniejszą Instrukcją. Przed montażem należy sprawdzić wymiary części, które mają zostać ze sobą połączone, za pomocą przyrządu pomiarowego.
Podczas montażu części, które w położeniu stycznym mają ruchomą powierzchnię, należy zapewnić ich swobodny względny ruch, bez zacinania się. Tuleje, pierścienie łożysk kulkowych i wałeczkowych montuje się za pomocą trzpieni. Przy naciskaniu łożysk siła nie może być przenoszona za pośrednictwem kulek lub rolek. Narzędzia zaciskowe muszą przylegać do zaciskanego pierścienia. Siła nacisku musi pokrywać się z osią łożyska, aby uniknąć odkształcenia pierścieni.
Jeżeli warunki montażu przewidują, że montaż elementów krytycznych odbywa się za pomocą uderzeń młotka, konieczne jest stosowanie trzpieni i młotków z metali kolorowych, tworzyw sztucznych, gumy, a także przyrządów i uszczelek do wciskania elementów.
Klucze muszą być mocno osadzone w rowkach klinowych wałów za pomocą młotka lub trzpienia z metalu nieżelaznego. Nie dopuszcza się luzu klinów w rowkach trzonka.
Szpilki należy wkręcać mocno w suche i czyste otwory gwintowane, bez żadnego luzu. Części powinny swobodnie pasować do kołków. Niedopuszczalne jest zginanie kołków przy mocowaniu na nich części; mocowanie zespołu lub części kilkoma nakrętkami lub śrubami musi odbywać się równomiernie po całym obwodzie - najpierw wstępnie, a następnie ostatecznie.
Wszystkie nakrętki i śruby połączenia należy dokręcać tym samym momentem obrotowym, chyba że określono inaczej, patrz Załącznik. Momenty dokręcania elementów mocujących podane są w załączniku do niniejszej instrukcji; należy używać kluczy umożliwiających ograniczenie momentu dokręcania.
Poniżej znajduje się lista zawierająca minimum standardowych narzędzi wymaganych do wykonywania operacji demontażu, rozmontowania, naprawy, montażu i instalacji podzespołów i zespołów pojazdu:
Aby wykonać wysokiej jakości prace naprawcze konieczne jest również posiadanie specjalistycznych narzędzi i urządzeń:
Elementy złączne obejmują zestaw składający się z nakrętek, śrub, szpilek, nitów, podkładek i elementów blokujących, przeznaczony do łączenia dwóch lub więcej części. Połączenia mogą być rozłączne – najczęściej gwintowane – oraz nierozłączne – nitowane i spawane. Wszystkie zamontowane elementy złączne muszą być czyste, proste, z nieuszkodzonym gwintem i czystymi krawędziami na łbach śrub i nakrętek, na których zamontowane są głowice kluczy.
Specjalne nakrętki samoblokujące z wkładkami nylonowymi i fibrowymi nie nadają się do ponownego użycia i należy je wymienić na nowe.
Aby ułatwić demontaż, zardzewiałe śruby i nakrętki należy wstępnie potraktować środkiem penetrującym, np. terpentyną, naftą lub specjalnym płynem, a następnie pozostawić na pewien czas przed odkręceniem. W nagłych przypadkach dopuszczalne jest użycie dłuta lub piły do metalu, a następnie usunięcie resztek elementu mocującego z części gwintowanej. Płaski (podkład) a podkładki zabezpieczające podczas montażu muszą być zawsze instalowane w tej samej kolejności i w ten sam sposób, jak podczas demontażu i usuwania.
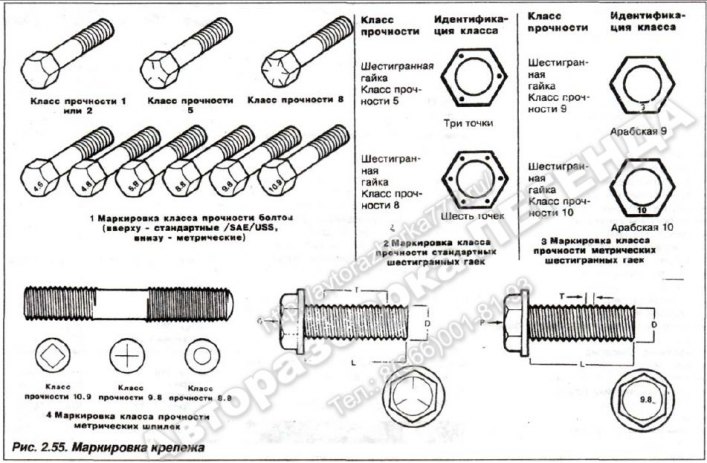
Przy montażu samochodu stosuje się elementy mocujące wykonane według systemu miar calowych (system angielski lub norma SAE), i bardziej uniwersalny – metryczny system miar. Pomimo wszystkich podobieństw, niedopuszczalne jest ich mylenie (rysunek 2.55).
Zarówno śruby metryczne, jak i standardowe można zidentyfikować poprzez sprawdzenie ich łbów.
Podane przez BMW-AG momenty dokręcania połączeń gwintowanych, o ile nie są wyraźnie określone w specyfikacjach technicznych, są ustalane w zależności od średnicy gwintu.
Gwint śruby powinien wystawać poza nakrętkę (z wyjątkiem przypadków specjalnie określonych) na 2-3 wątki. Kołki ustalające nie mogą wystawać poza otwory nakrętek. Końce zawleczek należy rozchylić i wygiąć, jeden na śrubie, a drugi na nakrętce. Podczas montażu należy przedmuchać przewody paliwowe i hamulcowe sprężonym powietrzem, a następnie rozwałkować je kulką o odpowiedniej średnicy. Naprawa uszkodzonych gwintów w podłużnicach i innych elementach mocujących może być przeprowadzona za pomocą wkładek gwintowanych wykonanych ze spirali drucianej (rysunek 2.56) w następującej kolejności:
Proces zużycia dzieli się zazwyczaj na trzy okresy: docieranie; normalne zużycie; nagły wypadek.
W procesie docierania następuje intensywne zużycie elementów trących, w wyniku czego mikrochropowatość powierzchni współpracujących maleje, powierzchnia styku zwiększa się, obciążenia właściwe maleją, szybkość zużycia zwalnia i przechodzi w zużycie normalne.
Okres normalnego zużycia charakteryzuje się stosunkowo niewielkim tempem wzrostu szczeliny w styku; jednak po osiągnięciu pewnej szczeliny tempo zużycia gwałtownie wzrasta, co świadczy o rozpoczęciu zużycia awaryjnego. Eksploatacja urządzenia w warunkach awaryjnego zużycia prowadzi do awarii, których nie można już naprawić.
Podczas eksploatacji urządzenia bardzo ważne jest, aby naprawiać je zanim dojdzie do jego awaryjnego zużycia. Co więcej, koszty naprawy będą znacznie niższe niż w przypadku naprawy urządzenia z powodu nagłego zużycia. Przed podjęciem decyzji o naprawie konieczne jest zdiagnozowanie stanu połączeń w podzespołach. Z reguły diagnostykę przeprowadza się na podstawie objawów pośrednich, takich jak: zwiększony hałas, wibracje, zużycie oleju, przebicie gazów w skrzyni korbowej, utrata mocy itp. Aby uzyskać diagnozę lepszej jakości, należy rozmontować urządzenie, umyć części, sprawdzić je i poddać analizie mikrometrycznej.
Na podstawie wyników kontroli i pomiarów podejmowana jest decyzja o kontynuowaniu eksploatacji bez naprawy lub o konieczności jej naprawy. W takim przypadku należy wziąć pod uwagę następujące kwestie: jeżeli rzeczywiste wymiary części mieszczą się w polach tolerancji dozwolonych w niniejszej instrukcji, wówczas możliwa jest dalsza eksploatacja urządzenia bez konieczności naprawy; jeżeli wymiary wykraczają poza zakres tolerancji, konieczna jest naprawa.
Rozszerzenie pól tolerancji podanych w niniejszym Przewodniku należy traktować jako okazję do wykorzystania pozostałych zasobów jednostki bez konieczności przywracania dopasowania. W przypadku naprawy urządzenia podczas przywracania połączeń, nie dopuszcza się rozszerzania pól tolerancji poza ustalone wartości.
Technologia naprawy dzieli się zazwyczaj na cztery etapy prac: demontaż – mycie; kontrola - sortowanie; naprawa sama w sobie: przywracanie mikro i makro geometrii powierzchni części oraz ich właściwości fizycznych i mechanicznych; montaż z wstępną kontrolą części wchodzących do pracy.
Operacje demontażu i mycia przeprowadzane są w kilku etapach: mycie zewnętrzne urządzenia, częściowy demontaż, mycie urządzenia, demontaż na części, mycie i czyszczenie części. Przed kontrolą i sortowaniem wszystkie części muszą zostać dokładnie oczyszczone z brudu i osadów węglowych, odtłuszczone, umyte i wysuszone (sprężone suche powietrze). Wyczyść kanały i otwory olejowe w częściach, przepłucz pod ciśnieniem i przedmuchaj sprężonym powietrzem.
Części wykonanych ze stopów aluminium i cynku nie wolno myć w roztworach alkalicznych, stosowanych do mycia części stalowych i żeliwnych, ponieważ aluminium i cynk rozpuszczają się w alkaliach.
Podczas kontroli części, poprzez oględziny zewnętrzne wykrywane są pęknięcia, wgniecenia, ubytki i inne uszkodzenia. Sprawdź, czy w newralgicznych częściach nie występują pęknięcia, używając defektoskopu. Należy kontrolować wymiary części w obszarach największego zużycia. Zęby kół zębatych zużywają się nierównomiernie, dlatego przy ich sprawdzaniu należy zmierzyć co najmniej trzy zęby ustawione pod kątem 120°.
Ze względu na konieczność zagwarantowania prawidłowej pracy przekładni zębatych przez cały okres międzyremontowy, nie dopuszcza się wykruszeń zębów ani łuszczenia się powierzchni roboczej zębów na skutek zmęczenia materiału.
Zespoły montażowe takie jak: korbowód z pokrywą korbowodu, blok cylindrów z pokrywami łożysk głównych, koła zębate skrzyni biegów i przekładnia główna nie podlegają rozbiórce. Można zdemontować pozostałe zespoły montażowe, ale jeśli zdecydujemy się na dalsze użytkowanie współpracujących elementów bez naprawy, nie zaleca się ich demontażu.
W przypadku wszystkich napraw wykonywanych poprzez spawanie i napawanie, spoina nie może zawierać wtrąceń żużla, niekontrolowanych obszarów, podcięć ani innych wad. Po spawaniu należy oczyścić spoinę. Usuń nadmiar metalu, aby nie przeszkadzał w montażu pasujących części.
Otwory ze zużytymi lub uszkodzonymi gwintami naprawia się poprzez nacięcie gwintu o większym rozmiarze naprawy lub poprzez zespawanie otworów, a następnie nacięcie gwintu o nominalnym rozmiarze. Poprzez montaż wkładek i wkładek z gwintem spiralnym.
Ze względu na jakość renowacji i koszty robocizny preferowane jest stosowanie wkładek gwintowanych. Części dostarczone do montażu muszą być czyste i suche. Połączenia gwintowane nie mogą mieć żadnych wad. Jednorazowe, samoblokujące się gwintowane elementy złączne należy wymienić na nowe. Jeżeli nie ma możliwości zastosowania nowych części samoblokujących, podczas montażu starych należy zadbać o to, aby nie mogły się one obracać.
Podczas montażu należy zamontować nowe uszczelki i pierścienie uszczelniające. Podczas montażu należy smarować powierzchnie trące części czystym olejem. Podczas montażu uszczelek gumowych należy nasmarować powierzchnię roboczą mankietu, aby uniknąć uszkodzeń podczas montażu. W przypadku montażu uszczelniaczy olejowych z korpusem metalowym należy nasmarować gniazdo pod uszczelniaczem olejowym cienką warstwą środka uszczelniającego.
Montaż podzespołów i zespołów należy wykonywać zgodnie z niniejszą Instrukcją. Przed montażem należy sprawdzić wymiary części, które mają zostać ze sobą połączone, za pomocą przyrządu pomiarowego.
Podczas montażu części, które w położeniu stycznym mają ruchomą powierzchnię, należy zapewnić ich swobodny względny ruch, bez zacinania się. Tuleje, pierścienie łożysk kulkowych i wałeczkowych montuje się za pomocą trzpieni. Przy naciskaniu łożysk siła nie może być przenoszona za pośrednictwem kulek lub rolek. Narzędzia zaciskowe muszą przylegać do zaciskanego pierścienia. Siła nacisku musi pokrywać się z osią łożyska, aby uniknąć odkształcenia pierścieni.
Jeżeli warunki montażu przewidują, że montaż elementów krytycznych odbywa się za pomocą uderzeń młotka, konieczne jest stosowanie trzpieni i młotków z metali kolorowych, tworzyw sztucznych, gumy, a także przyrządów i uszczelek do wciskania elementów.
Klucze muszą być mocno osadzone w rowkach klinowych wałów za pomocą młotka lub trzpienia z metalu nieżelaznego. Nie dopuszcza się luzu klinów w rowkach trzonka.
Szpilki należy wkręcać mocno w suche i czyste otwory gwintowane, bez żadnego luzu. Części powinny swobodnie pasować do kołków. Niedopuszczalne jest zginanie kołków przy mocowaniu na nich części; mocowanie zespołu lub części kilkoma nakrętkami lub śrubami musi odbywać się równomiernie po całym obwodzie - najpierw wstępnie, a następnie ostatecznie.
Wszystkie nakrętki i śruby połączenia należy dokręcać tym samym momentem obrotowym, chyba że określono inaczej, patrz Załącznik. Momenty dokręcania elementów mocujących podane są w załączniku do niniejszej instrukcji; należy używać kluczy umożliwiających ograniczenie momentu dokręcania.
Poniżej znajduje się lista zawierająca minimum standardowych narzędzi wymaganych do wykonywania operacji demontażu, rozmontowania, naprawy, montażu i instalacji podzespołów i zespołów pojazdu:
- zestaw kluczy płasko-oczkowych (1/4-1 cala, 6-19 mm);
- zestaw wymiennych głowic nasadowych (1/4-1 cala, 6-19 mm);
- grzechotka z napędem rewersyjnym i rączką (250 mm);
- przegub Cardana do głowic gniazdowych;
- klucz dynamometryczny;
- młotek ślusarski (250-300 g);
- knypel (drewno, guma lub plastik);
- zestaw kluczy nastawnych;
- zestaw kluczy nasadowych zewnętrznych;
- klucz do świec zapłonowych;
- regulator szczeliny świec zapłonowych;
- zestaw sond pomiarowych;
- klucz do odpowietrzania hamulców;
- śrubokręty ("-" 8x150 mm. 8,5x150 mm; "+" 2x6x150mm, 3x8x203mm);
- szczypce uniwersalne;
- szczypce zaciskowe;
- szczypce dielektryczne;
- szczypce do dzioba kaczki;
- dłuto (13 mm);
- piła do metalu z zestawem ostrzy;
- zestaw plików;
- miernik ciśnienia w oponach; pistolet do smarowania;
- skrobak do metali nieżelaznych;
- klucz do filtra oleju;
- rysik do obróbki metalu;
- dziurkacz centralny;
- brody (1.8; 3,3; 4,8 mm);
- stalowy pręt linijkowy;
- zestaw podpór;
- podnośnik,
- wiertarka 3/8 cala (9 mm) i zestaw wierteł;
- drobny papier ścierny;
- szczotka druciana (duży i mały);
- pojemnik na olej;
- pojemnik na płyn niezamarzający;
- lejek do nalewania.
Aby wykonać wysokiej jakości prace naprawcze konieczne jest również posiadanie specjalistycznych narzędzi i urządzeń:
- do ściskania sprężyn zaworowych;
- do czyszczenia rowków pierścieni tłokowych;
- do ściskania pierścieni tłokowych;
- do zdejmowania/montażu pierścieni tłokowych;
- do centrowania tarczy sprzęgła;
- aby usunąć amortyzator kierownicy;
- do zdejmowania osłon sprężyn szczęk hamulcowych;
- miernik kompresji;
- pogłębiacz stożkowy i honowanie do obróbki krawędzi i lustra cylindra;
- szlifierka do obróbki lusterka cylindra hamulcowego;
- miernik średnicy cylindra (miernik średnicy);
- zestaw mikrometrów i suwmiarka;
- narzędzie do demontażu popychaczy hydraulicznych;
- ściągacz uniwersalny;
- ściągacz sworzni kulowych;
- wkrętak udarowy;
- stroboskop z adapterem;
- pompa ręczna kombinowana (próżnia/ciśnienie);
- tachometr;
- próbnik;
- zestaw gwintowników i narzynek;
- podnoszenie olinowania;
- narzędzia do demontażu sprężyn hamulcowych;
- podnośnik garażowy. Pełna lista urządzeń specjalnych i ich przeznaczenia znajduje się w Załączniku do niniejszego Podręcznika.
Elementy złączne
Elementy złączne obejmują zestaw składający się z nakrętek, śrub, szpilek, nitów, podkładek i elementów blokujących, przeznaczony do łączenia dwóch lub więcej części. Połączenia mogą być rozłączne – najczęściej gwintowane – oraz nierozłączne – nitowane i spawane. Wszystkie zamontowane elementy złączne muszą być czyste, proste, z nieuszkodzonym gwintem i czystymi krawędziami na łbach śrub i nakrętek, na których zamontowane są głowice kluczy.
Specjalne nakrętki samoblokujące z wkładkami nylonowymi i fibrowymi nie nadają się do ponownego użycia i należy je wymienić na nowe.
Uwaga! Uszkodzone elementy mocujące (nakrętki, śruby, szpilki, podkładki) podlegają obowiązkowej wymianie.
Aby ułatwić demontaż, zardzewiałe śruby i nakrętki należy wstępnie potraktować środkiem penetrującym, np. terpentyną, naftą lub specjalnym płynem, a następnie pozostawić na pewien czas przed odkręceniem. W nagłych przypadkach dopuszczalne jest użycie dłuta lub piły do metalu, a następnie usunięcie resztek elementu mocującego z części gwintowanej. Płaski (podkład) a podkładki zabezpieczające podczas montażu muszą być zawsze instalowane w tej samej kolejności i w ten sam sposób, jak podczas demontażu i usuwania.
Rozmiar zapięcia
Przy montażu samochodu stosuje się elementy mocujące wykonane według systemu miar calowych (system angielski lub norma SAE), i bardziej uniwersalny – metryczny system miar. Pomimo wszystkich podobieństw, niedopuszczalne jest ich mylenie (rysunek 2.55).
Zarówno śruby metryczne, jak i standardowe można zidentyfikować poprzez sprawdzenie ich łbów.
Podane przez BMW-AG momenty dokręcania połączeń gwintowanych, o ile nie są wyraźnie określone w specyfikacjach technicznych, są ustalane w zależności od średnicy gwintu.
Uwaga! Poniżej podano dane dotyczące maksymalnego dopuszczalnego momentu dokręcania standardowych połączeń gwintowych w zależności od rozmiaru gwintu, materiału śruby, wkrętu, nakrętki itp., koloru powłoki powierzchniowej oraz klasy wytrzymałości, zgodnie z normą wewnętrzną BMW nr 600.02.0.
| Maksymalny moment dokręcania dla połączeń z gwintem M4: | ||
| - żółty (ZN) | (8,8) | 2,9 Nm; |
| -srebrny (ZNS) | (8,8) | 2,4 Nm; |
| - żółty (ZN) | (10,9) | 4,1 Nm; |
| -srebrny (ZNS) | (10,9) | 3,6 Nm; |
| - żółty (ZN) | (12,9) | 4,9 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M5: | ||
| - żółty (ZN) | (8,8) | 5,9 Nm; |
| -srebrny (ZNS) | (8,8) | 5,0 Nm; |
| - żółty (ZN) | (10,9) | 8,3 Nm; |
| -srebrny (ZNS) | (10,9) | 7,3 Nm; |
| - żółty (ZN) | (12,9) | 10,0 Nm; |
| -srebrny (ZNS) | (12,9) | 8,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M6: | ||
| - żółty (ZN) | (8,8) | 9,9 Nm; |
| -srebrny (ZNS) | (8,8) | 8,6 Nm; |
| - żółty (ZN) | (10,9) | 14,0 Nm; |
| -srebrny (ZNS) | (10,9) | 12,6 Nm; |
| - żółty (ZN) | (12,9) | 16,5 Nm; |
| -srebrny (ZNS) | (12,9) | 14,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M7: | ||
| - żółty (ZN) | (8,8) | 14,8 Nm; |
| -srebrny (ZNS) | (8,8) | 14,0 Nm; |
| - żółty (ZN) | (10,9) | 21,3 Nm; |
| -srebrny (ZNS) | (10,9) | 20,5 Nm; |
| - żółty (ZN) | (12,9) | 25,5 Nm; |
| -srebrny (ZNS) | (12,9) | 22,5 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M8: | ||
| - żółty (ZN) | (8,8) | 24,0 Nm; |
| -srebrny (ZNS) | (8,8) | 20,5 Nm; |
| - żółty (ZN) | (10,9) | 34,0 Nm; |
| -srebrny (ZNS) | (10,9) | 30,5 Nm; |
| - żółty (ZN) | (12,9) | 40,0 Nm; |
| -srebrny (ZNS) | (12,9) | 33,5 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M8x1: | ||
| - żółty (ZN) | (8,8) | 26,0 Nm; |
| -srebrny (ZNS) | (8,8) | 22,0 Nm; |
| - żółty (ZN) | (10,9) | 36,0 Nm; |
| -srebrny (ZNS) | (10,9) | 32,0 Nm; |
| - żółty (ZN) | (12,9) | 44,0 Nm; |
| -srebrny (ZNS) | (12,9) | 35,5 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M10: | ||
| - żółty (ZN) | (8,8) | 47,0 Nm; |
| -srebrny (ZNS) | (8,8) | 41,0 Nm; |
| - żółty (ZN) | (10,9) | 66,0 Nm; |
| -srebrny (ZNS) | (10,9) | 60,0 Nm; |
| - żółty (ZN) | (12,9) | 79,0 Nm; |
| -srebrny (ZNS) | (12,9) | 66,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M10x1: | ||
| - żółty (ZN) | (8,8) | 54,0 Nm; |
| -srebrny (ZNS) | (8,8) | 44,0 Nm; |
| - żółty (ZN) | (10,9) | 75,0 Nm; |
| -srebrny (ZNS) | (10,9) | 65,0 Nm; |
| - żółty (ZN) | (12,9) | 91,0 Nm; |
| -srebrny (ZNS) | (12,9) | 72,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M12: | ||
| - żółty (ZN) | (8,8) | 82,0 Nm; |
| -srebrny (ZNS) | (8,8) | 71,0 Nm; |
| - żółty (ZN) | (10,9) | 115,0 Nm; |
| -srebrny (ZNS) | (10,9) | 104,0 Nm; |
| - żółty (ZN) | (12,9) | 140,0 Nm; |
| -srebrny (ZNS) | (12,9) | 116,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M12x1,5: | ||
| - żółty (ZN) | (8,8) | 87,0 Nm; |
| -srebrny (ZNS) | (8,8) | 73,0 Nm; |
| - żółty (ZN) | (10,9) | 123,0 Nm; |
| -srebrny (ZNS) | (10,9) | 108,0 Nm; |
| - żółty (ZN) | (12,9) | 147,0 Nm; |
| -srebrny (ZNS) | (12,9) | 120,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M14: | ||
| - żółty (ZN) | (8,8) | 130,0 Nm; |
| -srebrny (ZNS) | (8,8) | 112,0 Nm; |
| - żółty (ZN) | (10,9) | 180,0 Nm; |
| -srebrny (ZNS) | (10,9) | 165,0 Nm; |
| - żółty (ZN) | (12,9) | 220,0 Nm; |
| -srebrny (ZNS) | (12,9) | 185,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M14x1,5: | ||
| - żółty (ZN) | (8,8) | 143,0 Nm; |
| -srebrny (ZNS) | (8,8) | 120,0 Nm; |
| - żółty (ZN) | (10,9) | 200,0 Nm; |
| -srebrny (ZNS) | (10,9) | 175,0 Nm; |
| - żółty (ZN) | (12,9) | 240,0 Nm; |
| -srebrny (ZNS) | (12,9) | 195,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M18: | ||
| - żółty (ZN) | (8,8) | 280,0 Nm; |
| -srebrny (ZNS) | (8,8) | 240,0 Nm; |
| - żółty (ZN) | (10,9) | 390,0 Nm; |
| -srebrny (ZNS) | (10,9) | 355,0 Nm; |
| - żółty (ZN) | (12,9) | 470,0 Nm; |
| -srebrny (ZNS) | (12,9) | 395,0 Nm. |
| Maksymalny moment dokręcania dla połączeń z gwintem M18x1,5: | ||
| - żółty (ZN) | (8,8) | 313,0 Nm; |
| -srebrny (ZNS) | (8,8) | 265,0 Nm; |
| - żółty (ZN) | (10,9) | 440,0 Nm; |
| -srebrny (ZNS) | (10,9) | 385,0 Nm; |
| - żółty (ZN) | (12,9) | 527,0 Nm; |
| -srebrny (ZNS) | (12,9) | 430,0 Nm. |
Gwint śruby powinien wystawać poza nakrętkę (z wyjątkiem przypadków specjalnie określonych) na 2-3 wątki. Kołki ustalające nie mogą wystawać poza otwory nakrętek. Końce zawleczek należy rozchylić i wygiąć, jeden na śrubie, a drugi na nakrętce. Podczas montażu należy przedmuchać przewody paliwowe i hamulcowe sprężonym powietrzem, a następnie rozwałkować je kulką o odpowiedniej średnicy. Naprawa uszkodzonych gwintów w podłużnicach i innych elementach mocujących może być przeprowadzona za pomocą wkładek gwintowanych wykonanych ze spirali drucianej (rysunek 2.56) w następującej kolejności:
- wywiercić resztki starej śruby (szpilki);
- gwinty cięte do wkładki drucianej;
- wybierz wkładkę i wkręć ją w otwór na równo;
- odłamać i usunąć ogon wkładki.
Ten artykuł jest dostępny pod adresem rosyjski, angielski, bułgarski, białoruski, ukraiński, serbski, chorwacki, rumuński, słowacki, węgierski
Artykuł zweryfikowany: Żurawlewa Izolda
Dzielić informacje:
Poprzednie artykuły
БМВ E53: Konserwacja
Kolejne artykuły
Podobne artykuły na temat innych typów samochodów BMW:
Wymagania dotyczące stanu technicznego samochodu i silnika BMW 3 Series E46 (1998-2006, benzyna)
Podnoszenie i holowanie samochodu BMW 3 Series E21 (1975-1983)
Podnoszenie i holowanie samochodu BMW 5 Series E12 (1972-1981)
Paliwo do Twojego samochodu BMW 5 Series E34 (1988-1996)
Ogólny opis samochodu BMW 7 Series E32 (1986-1994)
Wprowadzenie do instrukcji obsługi i naprawy BMW serii 7 BMW 7 Series E38 (1994-2001)
Sprawdzanie samochodu przed jazdą BMW X3 E83 (2003-2010)
Wymagania dotyczące stanu technicznego samochodu i silnika BMW 3 Series E46 (1998-2006, benzyna)
Podnoszenie i holowanie samochodu BMW 3 Series E21 (1975-1983)
Podnoszenie i holowanie samochodu BMW 5 Series E12 (1972-1981)
Paliwo do Twojego samochodu BMW 5 Series E34 (1988-1996)
Ogólny opis samochodu BMW 7 Series E32 (1986-1994)
Wprowadzenie do instrukcji obsługi i naprawy BMW serii 7 BMW 7 Series E38 (1994-2001)
Sprawdzanie samochodu przed jazdą BMW X3 E83 (2003-2010)
Link w różnych formatach do tej strony
Komentarze gości
Brak komentarzy
- Informacje ogólne
- Instrukcja obsługi
- Konserwacja
- Silnik benzynowy M54
- Naprawa silnika
- System smarowania
- Układ chłodzenia
- Układ zasilania
- Układ wtryskowy
- Układ wydechowy
- Elektryka silnika
- Silnik benzynowy M62
- Naprawa silnika
- System smarowania
- Układ chłodzenia
- Układ zasilania
- Układ wydechowy
- Elektryka silnika
- Silnik benzynowy N62
- Naprawa silnika
- Układ chłodzenia i smarowania
- Układ zasilania i wydechu
- Elektryka silnika
- Silnik diesla M57
- Naprawa silnika
- System smarowania
- Układ chłodzenia
- Układ zasilania i wydechu
- Elektryka silnika
- Układ turbodoładowania
- Transmisja
- Sprzęgło
- Mechaniczna skrzynia
- Automatyczna skrzynia
- Skrzynia rozdzielcza i kardan
- Podwozie
- Układ hamulcowy
- Układ kierowniczy
- Przednie zawieszenie
- Tylne zawieszenie
- Koła i opony
- Karoseria
- Zewnętrzny
- Wnętrze
- Drzwi i okna
- Naprawa i pielęgnacja
- Grzejnik i klimatyzator
- Sprzęt elektryczny
- Sprzęt i urządzenia
- Dźwignie i przełączniki
- Obwody elektryczne