
Зміст: Кріплення ↓ Розмір кріплення ↓
- Головна
- БМВ Х5
- E53
- Загальна інформація
- Технічне обслуговування
- Загальні вимоги до ремонту автомобіля
Загальні вимоги до ремонту автомобіля (BMW X5 E53)
Основна частина несправностей механічних вузлів і агрегатів в експлуатації виникає внаслідок тертя, деформації елементів, старіння матеріалів деталей і т.д. Ці та інші процеси спричиняють зношування та пошкодження деталей.
Процес зношування прийнято ділити на три періоди: підробіток; нормальний знос; аварійний.
У процесі приробітку йде інтенсивне зношування деталей, що труться, в результаті мікронерівнестей сполучених поверхонь зменшуються, зростає площа контакту, питомі навантаження знижуються, швидкість зносу сповільнюється і переходить в нормальний знос.
Період нормального зносу характеризується відносно невеликим темпом зростання зазору у поєднанні, однак після досягнення певного зазору швидкість зносу різко зростає, що свідчить про початок аварійного зносу. Експлуатація агрегату з аварійними зношуваннями призводить до поломок, які неможливо відновити.
У процесі експлуатації дуже важливо піддати вузол ремонту до настання аварійного зношування. при цьому витрати на ремонт будуть значно нижчими, ніж при ремонті агрегату з аварійними зносами. До ухвалення рішення про ремонт необхідно провести діагностику стану сполучення в агрегатах. Як правило, діагностування ведеться за непрямими ознаками, такими як: підвищений шум, вібрація, витрата масла, прорив картерних газів, падіння потужності тощо. Для якіснішої діагностики агрегат необхідно розібрати, деталі промити, оглянути і піддати мікрометражу.
За результатами огляду та вимірювань приймається рішення про продовження експлуатації без ремонту або визначення ремонту. У цьому слід керуватися такими міркуваннями: якщо фактичні розміри деталей перебувають у межах полів допусків, дозволених цим Посібником, то продовження експлуатації агрегату без ремонту можливо; якщо розміри вийшли за поля допусків, то необхідний ремонт.
Розширення полів допусків, наведених у цьому Посібнику, слід розцінювати як можливість використання залишкового ресурсу вузла без відновлення сполучення. У разі ремонту агрегату при відновленні пар, розширення полів допусків понад встановлені не допускається.
Технологію ремонту прийнято ділити на чотири етапи робіт: розбирання - миття; контроль - сортування; власне ремонт: відновлення мікро та макро геометрії поверхонь деталей та її фізико-механічних властивостей; складання з попереднім контролем деталей вступників у роботу.
Розбирально-мийні операції ведеться в кілька стадій: зовнішнє миття агрегату, часткове розбирання, вузлове миття, розбирання на деталі, миття та чищення деталей. Усі деталі перед контролем-сортировкою ретельно очистити від бруду та нагару, знежирити, промити та висушити (стисненим сухим повітрям). Масляні канали та отвори в деталях прочистити, промити під тиском і продути стисненим повітрям.
Деталі з алюмінієвих та цинкових сплавів не допускається промивати в лужних розчинах, що застосовуються для миття сталевих та чавунних деталей, оскільки алюміній та цинк розчиняються у лугах.
У процесі контролю деталей обломи, тріщини, вм'ятини, раковини та інші ушкодження виявляти зовнішнім оглядом. У відповідальних деталей наявність тріщин перевіряти з допомогою дефектоскопа. Розміри деталей необхідно контролювати у місцях найбільшого зносу. Зуби шестерень зношуються нерівномірно, тому за їх контролі слід заміряти щонайменше трьох зубів, розташованих під кутом 120°.
У зв'язку з необхідністю гарантувати роботу зубчастих передач протягом усього міжремонтного пробігу відколи на зубах і фарбування робочої поверхні зубів втомного характеру не допускається.
Складальні одиниці такі як: шатун з кришкою шатуна, блок циліндрів з кришками корінних підшипників, шестерні коробки передач та головної передачі не можна розукомплектовувати. Інші складальні одиниці розукомплектовувати можливо, але якщо прийнято рішення про продовження експлуатації елементів, що сполучаються без ремонту, то їх розукомплектовувати не доцільно.
У всіх випадках ремонту зварюванням та наплавленням, зварний шов не повинен мати шлакових включень, неперевірених ділянок, підрізів та інших дефектів. Після зварювання шов зачистити. Напливи металу усунути, щоб вони не заважали встановленню деталей, що сполучаються.
Отвори з зношеним або пошкодженим різьбленням відновлюють нарізанням різьблення збільшеного ремонтного розміру, або заварюванням отворів з наступним нарізуванням номінального різьблення. Постановкою вкрутих та спіральними різьбовими вставками.
Застосування різьбових вставок краще з міркувань якості відновлення та трудових витрат. Деталі, що подаються на складання, повинні бути чистими та сухими. Різьбові з'єднання не повинні мати зауважень. Одноразові саморізні кріпильні деталі повинні бути замінені новими. У разі неможливості застосувати нові деталі, що самоконтрятся, при постановці старих необхідно стопорити їх від відвертання.
При складанні встановлювати нові прокладки та сальники. Поверхні деталей, що труться, при складанні змастити чистою олією. При постановці гумових сальників робочу поверхню змастити манжети, щоб уникнути пошкоджень при монтажі. При встановленні сальників з металевим корпусом гніздо під сальник змастити тонким шаром герметика.
Складання вузлів та агрегатів виконувати відповідно до цього Посібника. За допомогою вимірювального інструменту проконтролювати перед складання розміри деталей утворюють посадки.
При складанні деталей, що мають у поєднанні рухливу посадку, має бути забезпечене їхнє вільне відносне переміщення, без заїдання. Втулки, кільця кулькових та роликових підшипників встановлювати за допомогою оправок. Під час запресування підшипників зусилля не повинно передаватися через кульки або ролики. Інструменти для запресування повинні упиратися в запресоване кільце. Зусилля запресування має збігатися з віссю підшипника, щоб уникнути перекосу кілець.
Якщо за умовами складання установка відповідальних деталей проводиться ударом молотка, необхідно застосовувати оправки та молотки з кольорових металів, пластмаси, гуми, а також пристрої та прокладки для запресування деталей.
Шпонки повинні бути щільно посаджені в пази шпонки валів за допомогою молотка або оправки з кольорового металу. Люфт шпонок у пазах валів не допускається.
Шпильки повинні бути вкручені у сухі та чисті різьбові отвори щільно без люфту. Деталі повинні надягати на шпильки вільно. Підгинання шпилів при встановленні на них деталей не допускається, кріплення вузла або деталі декількома гайками або болтами повинно проводитися рівномірно по периметру спочатку спочатку, а потім остаточно.
Всі гайки або болти одного з'єднання повинні бути затягнуті з одним крутним моментом, якщо цього не зазначено особливо, з Додаток. Моменти затягувань елементів кріплення наведені в Додатку до цього Посібника, при цьому необхідно застосовувати ключі, що дозволяють обмежувати момент, що крутить.
Нижче наведений список включає мінімум стандартних інструментів необхідних для виконання операцій зі зняття, розбирання, ремонту, складання та встановлення вузлів і агрегатів автомобіля:
Для якісного виконання операцій з ремонту необхідно мати також спеціальний інструмент та пристосування:
До кріпильних елементів відноситься набір, що складається з гайок, болт, шпильок, заклепок, шайб і елементів, що контрастують, призначений для з'єднання двох і більше деталей. З'єднання бувають роз'ємні, основний вид - різьбові та нероз'ємні - заклепувальні та зварні. Все різьбове кріплення, що встановлюється, повинно бути чистим, прямим, з непорушеним різьбленням і строгими гранями головок болтів і гайок, на які встановлюються головки гайкових ключів.
Спеціальні гайки з нейлоновими і волоконними вставками повторному використанню не підлягають і замінюються новими.
Приржавілі болти та гайки для полегшення зняття піддаються попередньої обробки проникаючим складом, таким як скипидар, гас або спеціальні рідини, та тимчасової витримки перед відвертанням. В екстрених випадках допускається застосування зубила або ножівки з подальшим видаленням залишків кріплення з різьбової частини. Плоскі (підкладкові) і стопорні шайби при складанні повинні завжди встановлюватися на місце в тому ж порядку і тим самим способом, що і при розбиранні та знятті.
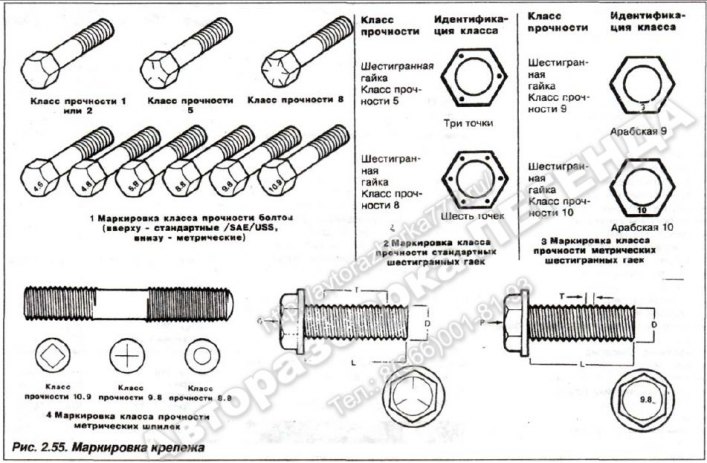
При збиранні автомобіля використовуються елементи кріплення виготовлені, як за дюймовою системою (англійська система або стандарт SAE), так і універсальніша — метричній системі заходів. При всій своїй схожості не можна плутати їх (мал. 2.55).
Як метричні, і стандартні болти можуть бути ідентифіковані шляхом огляду головок.
Моменти затягувань різьбових з'єднань передбачений фірмою "BMW-AG", якщо вони спеціально не обумовлені в технічних умовах, визначаються залежно від діаметра різьблення.
Різьблення болта має виступати з гайки (крім особливо обумовлених випадків) на 2-3 нитки різьблення. Шплінти не повинні виступати із прорізів гайок. Кінці шплінтів повинні бути розведені та відігнуті один на болт, а інший на гайку. Трубки паливопроводу та приводу гальмівної системи при складанні продуть стисненим повітрям та прокатати кулькою відповідного діаметра. Пошкоджене різьблення в лонжеронах та в інших елементах кріплення допускається ремонтувати за допомогою різьбових вставок із дротяної спіралі (мал. 2.56) у наступному порядку:
Процес зношування прийнято ділити на три періоди: підробіток; нормальний знос; аварійний.
У процесі приробітку йде інтенсивне зношування деталей, що труться, в результаті мікронерівнестей сполучених поверхонь зменшуються, зростає площа контакту, питомі навантаження знижуються, швидкість зносу сповільнюється і переходить в нормальний знос.
Період нормального зносу характеризується відносно невеликим темпом зростання зазору у поєднанні, однак після досягнення певного зазору швидкість зносу різко зростає, що свідчить про початок аварійного зносу. Експлуатація агрегату з аварійними зношуваннями призводить до поломок, які неможливо відновити.
У процесі експлуатації дуже важливо піддати вузол ремонту до настання аварійного зношування. при цьому витрати на ремонт будуть значно нижчими, ніж при ремонті агрегату з аварійними зносами. До ухвалення рішення про ремонт необхідно провести діагностику стану сполучення в агрегатах. Як правило, діагностування ведеться за непрямими ознаками, такими як: підвищений шум, вібрація, витрата масла, прорив картерних газів, падіння потужності тощо. Для якіснішої діагностики агрегат необхідно розібрати, деталі промити, оглянути і піддати мікрометражу.
За результатами огляду та вимірювань приймається рішення про продовження експлуатації без ремонту або визначення ремонту. У цьому слід керуватися такими міркуваннями: якщо фактичні розміри деталей перебувають у межах полів допусків, дозволених цим Посібником, то продовження експлуатації агрегату без ремонту можливо; якщо розміри вийшли за поля допусків, то необхідний ремонт.
Розширення полів допусків, наведених у цьому Посібнику, слід розцінювати як можливість використання залишкового ресурсу вузла без відновлення сполучення. У разі ремонту агрегату при відновленні пар, розширення полів допусків понад встановлені не допускається.
Технологію ремонту прийнято ділити на чотири етапи робіт: розбирання - миття; контроль - сортування; власне ремонт: відновлення мікро та макро геометрії поверхонь деталей та її фізико-механічних властивостей; складання з попереднім контролем деталей вступників у роботу.
Розбирально-мийні операції ведеться в кілька стадій: зовнішнє миття агрегату, часткове розбирання, вузлове миття, розбирання на деталі, миття та чищення деталей. Усі деталі перед контролем-сортировкою ретельно очистити від бруду та нагару, знежирити, промити та висушити (стисненим сухим повітрям). Масляні канали та отвори в деталях прочистити, промити під тиском і продути стисненим повітрям.
Деталі з алюмінієвих та цинкових сплавів не допускається промивати в лужних розчинах, що застосовуються для миття сталевих та чавунних деталей, оскільки алюміній та цинк розчиняються у лугах.
У процесі контролю деталей обломи, тріщини, вм'ятини, раковини та інші ушкодження виявляти зовнішнім оглядом. У відповідальних деталей наявність тріщин перевіряти з допомогою дефектоскопа. Розміри деталей необхідно контролювати у місцях найбільшого зносу. Зуби шестерень зношуються нерівномірно, тому за їх контролі слід заміряти щонайменше трьох зубів, розташованих під кутом 120°.
У зв'язку з необхідністю гарантувати роботу зубчастих передач протягом усього міжремонтного пробігу відколи на зубах і фарбування робочої поверхні зубів втомного характеру не допускається.
Складальні одиниці такі як: шатун з кришкою шатуна, блок циліндрів з кришками корінних підшипників, шестерні коробки передач та головної передачі не можна розукомплектовувати. Інші складальні одиниці розукомплектовувати можливо, але якщо прийнято рішення про продовження експлуатації елементів, що сполучаються без ремонту, то їх розукомплектовувати не доцільно.
У всіх випадках ремонту зварюванням та наплавленням, зварний шов не повинен мати шлакових включень, неперевірених ділянок, підрізів та інших дефектів. Після зварювання шов зачистити. Напливи металу усунути, щоб вони не заважали встановленню деталей, що сполучаються.
Отвори з зношеним або пошкодженим різьбленням відновлюють нарізанням різьблення збільшеного ремонтного розміру, або заварюванням отворів з наступним нарізуванням номінального різьблення. Постановкою вкрутих та спіральними різьбовими вставками.
Застосування різьбових вставок краще з міркувань якості відновлення та трудових витрат. Деталі, що подаються на складання, повинні бути чистими та сухими. Різьбові з'єднання не повинні мати зауважень. Одноразові саморізні кріпильні деталі повинні бути замінені новими. У разі неможливості застосувати нові деталі, що самоконтрятся, при постановці старих необхідно стопорити їх від відвертання.
При складанні встановлювати нові прокладки та сальники. Поверхні деталей, що труться, при складанні змастити чистою олією. При постановці гумових сальників робочу поверхню змастити манжети, щоб уникнути пошкоджень при монтажі. При встановленні сальників з металевим корпусом гніздо під сальник змастити тонким шаром герметика.
Складання вузлів та агрегатів виконувати відповідно до цього Посібника. За допомогою вимірювального інструменту проконтролювати перед складання розміри деталей утворюють посадки.
При складанні деталей, що мають у поєднанні рухливу посадку, має бути забезпечене їхнє вільне відносне переміщення, без заїдання. Втулки, кільця кулькових та роликових підшипників встановлювати за допомогою оправок. Під час запресування підшипників зусилля не повинно передаватися через кульки або ролики. Інструменти для запресування повинні упиратися в запресоване кільце. Зусилля запресування має збігатися з віссю підшипника, щоб уникнути перекосу кілець.
Якщо за умовами складання установка відповідальних деталей проводиться ударом молотка, необхідно застосовувати оправки та молотки з кольорових металів, пластмаси, гуми, а також пристрої та прокладки для запресування деталей.
Шпонки повинні бути щільно посаджені в пази шпонки валів за допомогою молотка або оправки з кольорового металу. Люфт шпонок у пазах валів не допускається.
Шпильки повинні бути вкручені у сухі та чисті різьбові отвори щільно без люфту. Деталі повинні надягати на шпильки вільно. Підгинання шпилів при встановленні на них деталей не допускається, кріплення вузла або деталі декількома гайками або болтами повинно проводитися рівномірно по периметру спочатку спочатку, а потім остаточно.
Всі гайки або болти одного з'єднання повинні бути затягнуті з одним крутним моментом, якщо цього не зазначено особливо, з Додаток. Моменти затягувань елементів кріплення наведені в Додатку до цього Посібника, при цьому необхідно застосовувати ключі, що дозволяють обмежувати момент, що крутить.
Нижче наведений список включає мінімум стандартних інструментів необхідних для виконання операцій зі зняття, розбирання, ремонту, складання та встановлення вузлів і агрегатів автомобіля:
- комплект комбінованих ключів (1/4-1 дюйма, 6-19 мм);
- комплект змінних торцевих головок (1/4-1 дюйма, 6-19 мм);
- храповий реверсивний привід з коміром (250 мм);
- універсальний шарнір карданного типу під торцеві головки;
- динамометричний ключ;
- молоток слюсарний (250-300 р.);
- киянка (дерев'яна, гумова чи пластикова);
- комплект розвідних ключів;
- комплект зовнішніх торцевих ключів;
- свічковий ключ;
- пристосування для регулювання свічкового зазору;
- набір вимірювальних щупів;
- ііпельний ключ для прокачування гальм;
- викрутки ("-" 8x150 мм. 8,5x150 мм; "+" 2x6х150 мм, 3х8х203 мм);
- комбіновані плоскогубці;
- притискні кліщі;
- діелектричні плоскогубці;
- гострогубці-качконоси;
- зубило (13 мм);
- ножівка по металу з набором полотен;
- набір напилків;
- шинний манометр; мастильний шприц;
- скребок із кольорового металу;
- ключ для зняття масляного фільтра;
- кресларя слюсарна;
- кернер;
- борідки (1,8; 3,3; 4,8 мм);
- сталева лінійка-брусок;
- набір підпорок;
- домкрат,
- електродриль на 3/8 дюйма (9 мм) та набір свердл;
- дрібний наждачний папір;
- дротяна щітка (велика та мала);
- ємність під олію;
- ємність під антифриз;
- воронка наливна.
Для якісного виконання операцій з ремонту необхідно мати також спеціальний інструмент та пристосування:
- для стиснення клапанних пружин;
- для прочищення канавок поршневих кілець;
- для обтиснення поршневих кілець;
- для зняття/установки поршневих кілець;
- для центрування диска зчеплення;
- для зняття демпфера рульового колеса;
- для зняття капелюшків пружин гальмівних колодок;
- компресометр;
- зенкер і хон для обробки краю та дзеркала циліндра;
- хон для обробки дзеркала гальмівного циліндра;
- вимірювач діаметра циліндрів (нутромір);
- набір мікрометрів та штангенциркуль;
- пристосування для зняття гідравлічних штовхачів;
- універсальний знімач;
- знімач кульових шарнірів;
- ударна викрутка;
- стробоскоп із адаптером;
- ручний комбінований насос (вакуум/тиск);
- тахометр;
- тестер;
- набір мітчиків та лерок;
- підйомний такелаж;
- пристосування для демонтажу гальмівних пружин;
- підлоговий гаражний домкрат. Повний перелік спеціальних пристроїв та їх призначення наведено у Додатку до цього Посібника.
Кріплення
До кріпильних елементів відноситься набір, що складається з гайок, болт, шпильок, заклепок, шайб і елементів, що контрастують, призначений для з'єднання двох і більше деталей. З'єднання бувають роз'ємні, основний вид - різьбові та нероз'ємні - заклепувальні та зварні. Все різьбове кріплення, що встановлюється, повинно бути чистим, прямим, з непорушеним різьбленням і строгими гранями головок болтів і гайок, на які встановлюються головки гайкових ключів.
Спеціальні гайки з нейлоновими і волоконними вставками повторному використанню не підлягають і замінюються новими.
Увага! Пошкоджені елементи кріплення (гайки, болти, шпильки, шайби) підлягають обов'язковій заміні.
Приржавілі болти та гайки для полегшення зняття піддаються попередньої обробки проникаючим складом, таким як скипидар, гас або спеціальні рідини, та тимчасової витримки перед відвертанням. В екстрених випадках допускається застосування зубила або ножівки з подальшим видаленням залишків кріплення з різьбової частини. Плоскі (підкладкові) і стопорні шайби при складанні повинні завжди встановлюватися на місце в тому ж порядку і тим самим способом, що і при розбиранні та знятті.
Розмір кріплення
При збиранні автомобіля використовуються елементи кріплення виготовлені, як за дюймовою системою (англійська система або стандарт SAE), так і універсальніша — метричній системі заходів. При всій своїй схожості не можна плутати їх (мал. 2.55).
Як метричні, і стандартні болти можуть бути ідентифіковані шляхом огляду головок.
Моменти затягувань різьбових з'єднань передбачений фірмою "BMW-AG", якщо вони спеціально не обумовлені в технічних умовах, визначаються залежно від діаметра різьблення.
Увага! Нижче наведено дані щодо максимально допустимого моменту затягувань стандартних різьбових з'єднань залежно від величини різьблення, матеріалу болта, гвинта, гайки тощо, кольору покриття його поверхні та класу міцності, викладених у внутрішньозаводській нормалі BMW № 600.02.0.
| Максимальний момент затягування з'єднань з різьбленням М4: | ||
| - жовтий (ZN) | (8,8) | 2,9 Н·м; |
| - сріблястий (ZNS) | (8,8) | 2,4 Н·м; |
| - жовтий (ZN) | (10,9) | 4,1 Н·м; |
| - сріблястий (ZNS) | (10,9) | 3,6 Н·м; |
| - жовтий (ZN) | (12,9) | 4,9 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М5: | ||
| - жовтий (ZN) | (8,8) | 5,9 Н·м; |
| - сріблястий (ZNS) | (8,8) | 5,0 Н·м; |
| - жовтий (ZN) | (10,9) | 8,3 Н·м; |
| - сріблястий (ZNS) | (10,9) | 7,3 Н·м; |
| - жовтий (ZN) | (12,9) | 10,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 8,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М6: | ||
| - жовтий (ZN) | (8,8) | 9,9 Н·м; |
| - сріблястий (ZNS) | (8,8) | 8,6 Н·м; |
| - жовтий (ZN) | (10,9) | 14,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 12,6 Н·м; |
| - жовтий (ZN) | (12,9) | 16,5 Н·м; |
| - сріблястий (ZNS) | (12,9) | 14,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М7: | ||
| - жовтий (ZN) | (8,8) | 14,8 Н·м; |
| - сріблястий (ZNS) | (8,8) | 14,0 Н·м; |
| - жовтий (ZN) | (10,9) | 21,3 Н·м; |
| - сріблястий (ZNS) | (10,9) | 20,5 Н·м; |
| - жовтий (ZN) | (12,9) | 25,5 Н·м; |
| - сріблястий (ZNS) | (12,9) | 22,5 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М8: | ||
| - жовтий (ZN) | (8,8) | 24,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 20,5 Н·м; |
| - жовтий (ZN) | (10,9) | 34,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 30,5 Н·м; |
| - жовтий (ZN) | (12,9) | 40,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 33,5 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М8х1: | ||
| - жовтий (ZN) | (8,8) | 26,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 22,0 Н·м; |
| - жовтий (ZN) | (10,9) | 36,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 32,0 Н·м; |
| - жовтий (ZN) | (12,9) | 44,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 35,5 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М10: | ||
| - жовтий (ZN) | (8,8) | 47,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 41,0 Н·м; |
| - жовтий (ZN) | (10,9) | 66,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 60,0 Н·м; |
| - жовтий (ZN) | (12,9) | 79,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 66,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М10х1: | ||
| - жовтий (ZN) | (8,8) | 54,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 44,0 Н·м; |
| - жовтий (ZN) | (10,9) | 75,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 65,0 Н·м; |
| - жовтий (ZN) | (12,9) | 91,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 72,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М12: | ||
| - жовтий (ZN) | (8,8) | 82,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 71,0 Н·м; |
| - жовтий (ZN) | (10,9) | 115,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 104,0 Н·м; |
| - жовтий (ZN) | (12,9) | 140,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 116,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М12х1,5: | ||
| - жовтий (ZN) | (8,8) | 87,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 73,0 Н·м; |
| - жовтий (ZN) | (10,9) | 123,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 108,0 Н·м; |
| - жовтий (ZN) | (12,9) | 147,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 120,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М14: | ||
| - жовтий (ZN) | (8,8) | 130,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 112,0 Н·м; |
| - жовтий (ZN) | (10,9) | 180,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 165,0 Н·м; |
| - жовтий (ZN) | (12,9) | 220,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 185,0 Н·м. |
| Максимальний момент затягування з'єднань з різьбленням М14х1,5: | ||
| - жовтий (ZN) | (8,8) | 143,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 120,0 Н·м; |
| - жовтий (ZN) | (10,9) | 200,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 175,0 Н·м; |
| - жовтий (ZN) | (12,9) | 240,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 195,0 Нм. |
| Максимальний момент затягування з'єднань з різьбленням М18: | ||
| - жовтий (ZN) | (8,8) | 280,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 240,0 Н·м; |
| - жовтий (ZN) | (10,9) | 390,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 355,0 Н·м; |
| - жовтий (ZN) | (12,9) | 470,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 395,0 Нм. |
| Максимальний момент затягування з'єднань з різьбленням М18х1,5: | ||
| - жовтий (ZN) | (8,8) | 313,0 Н·м; |
| - сріблястий (ZNS) | (8,8) | 265,0 Н·м; |
| - жовтий (ZN) | (10,9) | 440,0 Н·м; |
| - сріблястий (ZNS) | (10,9) | 385,0 Н·м; |
| - жовтий (ZN) | (12,9) | 527,0 Н·м; |
| - сріблястий (ZNS) | (12,9) | 430,0 Н·м. |
Різьблення болта має виступати з гайки (крім особливо обумовлених випадків) на 2-3 нитки різьблення. Шплінти не повинні виступати із прорізів гайок. Кінці шплінтів повинні бути розведені та відігнуті один на болт, а інший на гайку. Трубки паливопроводу та приводу гальмівної системи при складанні продуть стисненим повітрям та прокатати кулькою відповідного діаметра. Пошкоджене різьблення в лонжеронах та в інших елементах кріплення допускається ремонтувати за допомогою різьбових вставок із дротяної спіралі (мал. 2.56) у наступному порядку:
- висвердлити залишки старого болта (шпильки);
- нарізати різьблення для дротяної вставки;
- вибрати вставку і повернути її в отвір врівень;
- відламати та вийняти хвостик вставки.
Ця стаття доступна на російською, англійській, болгарською, білоруською, сербською, хорватською, румунською, польською, словацькою, угорською
Статтю перевірено: Журавльова Ізольда
Поділіться інформацією:
Попередні статті
БМВ E53: Технічне обслуговування
Наступні статті
Схожі статті інших типів автомобілів БМВ:
Введення в посібник з експлуатації та ремонту BMW 3 Series E46 (1998-2006, бензин)
Посібник з ремонту двигуна. Загальні відомості BMW 5 Series E34 (1988-1996)
Варіанти капітального ремонту двигуна BMW 5 Series E28 (1981-1988)
Варіанти ремонту двигуна BMW 7 Series E32 (1986-1994)
Введення в посібник з експлуатації та ремонту БМВ 7 серії BMW 7 Series E38 (1994-2001)
Введення в посібник з ремонту автомобіля BMW X3 E83 (2003-2010)
Введення в посібник з експлуатації та ремонту BMW 3 Series E46 (1998-2006, бензин)
Посібник з ремонту двигуна. Загальні відомості BMW 5 Series E34 (1988-1996)
Варіанти капітального ремонту двигуна BMW 5 Series E28 (1981-1988)
Варіанти ремонту двигуна BMW 7 Series E32 (1986-1994)
Введення в посібник з експлуатації та ремонту БМВ 7 серії BMW 7 Series E38 (1994-2001)
Введення в посібник з ремонту автомобіля BMW X3 E83 (2003-2010)
Посилання у різних форматах на цю сторінку
Коментарі відвідувачів
Коментарів поки що немає
- Загальна інформація
- Посібник з експлуатації
- Технічне обслуговування
- Бензиновий двигун M54
- Ремонт двигуна
- Система мастила
- Система охолодження
- Система живлення
- Система упорскування
- Вихлопна система
- Електрика двигуна
- Бензиновий двигун M62
- Ремонт двигуна
- Система мастила
- Система охолодження
- Система живлення
- Вихлопна система
- Електрика двигуна
- Бензиновий двигун N62
- Ремонт двигуна
- Система охолодження та мастила
- Система живлення та випуску
- Електрика двигуна
- Двигун дизельний М57
- Ремонт двигуна
- Система мастила
- Система охолодження
- Система живлення та випуску
- Електрика двигуна
- Система турбонаддуву
- Трансмісія
- Зчеплення
- Механічна коробка
- Автоматична коробка
- Роздавальна коробка та кардан
- Шасі
- Тормозна система
- Рульове управління
- Передня підвіска
- Задня підвіска
- Колеса та шини
- Кузов
- Екстер'єр
- Інтер'єр
- Двері та вікна
- Ремонт та догляд
- Обігрівач та кондиціонер
- Електроустаткування
- Обладнання та прилади
- Важелі та перемикачі
- Електричні схеми