
Змест: Крапеж ↓ Памер крапяжу ↓
- Галоўная
- БМВ Х5
- E53
- Агульная інфармацыя
- Тэхнічнае абслугоўванне
- Агульныя патрабаванні да рамонту аўтамабіля
Агульныя патрабаванні да рамонту аўтамабіля (BMW X5 E53)
Асноўная частка няспраўнасцяў механічных вузлоў і агрэгатаў у эксплуатацыі ўзнікае з прычыны працэсаў трэння, дэфармацыі элементаў, старэнні матэрыялаў дэталяў і г.д. Гэтыя і іншыя працэсы цягнуць за сабой знос і пашкоджанне дэталяў.
Працэс зношвання прынята дзяліць на тры перыяды: прыпрацоўку; нармальны знос; аварыйны.
У працэсе прыпрацоўкі ідзе інтэнсіўны знос якія труцца дэталяў, у выніку микронеровнестей спалучаных паверхняў памяншаюцца, расце пляц кантакту, удзельныя нагрузкі змяншаюцца, хуткасць зносу запавольваецца і пераходзіць у звычайны знос.
Перыяд звычайнага зносу характарызуецца адносна невялікім тэмпам росту зазору ў спалучэнні, аднак па дасягненні вызначанага зазору хуткасць зносу рэзка ўзрастае, што сведчыць аб пачатку аварыйнага зносу. Эксплуатацыя агрэгата з аварыйнымі зносамі прыводзіць да паломак, якія немагчыма аднавіць.
Падчас эксплуатацый вельмі важна падвергнуць вузел рамонту да наступу аварыйнага зносу. пры гэтым выдаткі на рамонт будуць значна ніжэйшыя чым пры рамонце агрэгата з аварыйнымі зносамі. Да прыняцця рашэння аб рамонце неабходна правесці дыягностыку стану спалучэння ў агрэгатах. Як правіла, дыягнаставанне вядзецца па ўскосных прыкметах, такім як: падвышаны шум, вібрацыя, выдатак алею, прарыў картэрных газаў, падзенне магутнасці і да т.п. Для больш якаснай дыягностыкі агрэгат неабходна разабраць, дэталі прамыць, агледзець і падвергнуць мікрамятажу.
Па выніках агляду і вымярэнняў прымаецца рашэнне аб працягу эксплуатацыі без рамонту ці вызначэнне рамонту. Пры гэтым варта кіравацца наступнымі меркаваннямі: калі фактычныя памеры дэталяў знаходзяцца ў межах палёў допускаў, якія дазваляюцца дадзеным Кіраўніцтвам, то працяг эксплуатацыі агрэгата без рамонту магчыма; калі ж памеры выйшлі за палі допускаў, то неабходны рамонт.
Пашырэнне палёў допускаў, якія прыводзяцца ў гэтым Кіраўніцтве, варта расцэньваць як магчымасць выкарыстання рэшткавага рэсурсу вузла без узнаўлення спалучэння. У выпадку рамонту агрэгата пры аднаўленні спалучэнняў, пашырэнне палёў допускаў звыш усталяваных не дапушчаецца.
Тэхналогію рамонту прынята дзяліць на чатыры этапы работ: разборка - мыйка; кантроль - сартаванне; уласна рамонт: аднаўленне мікра і макра геаметрыі паверхняў дэталяў і яе фізіка-механічных уласцівасцяў; зборка з папярэднім кантролем дэталяў, якія паступаюць у працу.
Разборачна-мыйныя аперацыі вядзецца ў некалькі стадый: вонкавая мыйка агрэгата, частковая разборка, вузлавая мыйка, разборка на дэталі, мыйка і чыстка дэталяў. Усе дэталі перад кантролем-сартаваннем старанна ачысціць ад бруду і нагару, абястлусціць, прамыць і высушыць (сціснутым сухім паветрам). Алейныя каналы і адтуліны ў дэталях прачысціць, прамыць пад ціскам і прадуць сціснутым паветрам.
Дэталі з алюмініевых і цынкавых сплаваў не дапушчаецца прамываць у шчолачных растворах, якія ўжываюцца для мыйкі сталёвых і чыгунных дэталяў, бо алюміній і цынк раствараюцца ў шчолачах.
Падчас кантролю дэталяў абломы, расколіны, увагнутасці, ракавіны і іншыя пашкоджанні выяўляць вонкавым аглядам. У адказных дэталяў наяўнасць расколін правяраць пры дапамозе дэфектаскоп. Памеры дэталяў неабходна кантраляваць у месцах найвялікага зносу. Зуб'і шасцерняў зношваюцца нераўнамерна, таму пры іх кантролі варта замяраць не менш за тры зуб'і, размешчаных пад вуглом 120°.
У выглядзе неабходнасці гарантаваць працу зубчастых перадач на працягу ўсяго міжрамонтнага прабегу сколы на зубьях і выфарбоўванне працоўнай паверхні зуб'яў стомленага характару не дапушчаецца.
Зборачныя адзінкі такія як: шатун з вечкам шатуна, блок цыліндраў з вечкамі карэнных падшыпнікаў, шасцярні скрынкі перадач і галоўнай перадачы нельга разукамплектоўваць. Астатнія зборачныя адзінкі разукамплектоўваць магчыма, але калі прынята рашэнне аб працягу эксплуатацыі спалучаных элементаў без рамонту, то іх разукамплектоўваць не мэтазгодна.
Ва ўсіх выпадках рамонту зваркай і наплаўкай, зварное шво не павінна мець шлаковых уключэнняў, неправераных участкаў, падрэзаў і іншых дэфектаў. Пасля зваркі шво зачысціць. Наплывы металу ўхіліць, каб яны не мяшалі ўсталёўцы спалучаных дэталяў.
Адтуліны з зношаным або пашкоджаным разьбярствам аднаўляюць наразаннем разьбярства павялічанага рамонтнага памеру, або заваркой адтулін з наступным наразаннем разьбярства намінальнага памеру. Пастаноўкай круцішы і спіральнымі разьбовымі ўстаўкамі.
Ужыванне разьбовых уставак пераважней па меркаваннях якасці ўзнаўлення і працоўных выдаткаў. Дэталі, якія падаюцца на зборку, павінны быць чыстымі і сухімі. Разьбовыя злучэнні не павінны мець заўваг. Аднаразовыя самоконтрящиеся разьбовыя крапежныя дэталі павінны быць заменены новымі. У выпадку немагчымасці прымяніць новыя самоконтрящиеся дэталі, пры пастаноўцы старых неабходна стопорить іх ад адварочвання.
Пры зборцы ўсталёўваць новыя пракладкі і сальнікі. Якія труцца паверхні дэталяў пры зборцы вышмараваць чыстым алеем. Пры пастаноўцы гумовых сальнікаў працоўную паверхню абшэўкі вышмараваць у пазбяганне пашкоджанняў пры мантажы. Пры ўсталёўцы сальнікаў з металічным корпусам, гняздо пад сальнік вышмараваць тонкім пластом герметыка.
Зборку вузлоў і агрэгатаў выконваць у адпаведнасці з гэтым Кіраўніцтвам. З дапамогай вымяральнай прылады пракантраляваць перад зборкай памеры дэталяў утваральных пасадкі.
Пры зборцы дэталяў, мелых у спалучэнні рухомую пасадку, павінна быць забяспечана іх вольнае адноснае перасоўванне, без заедания. Утулкі, кольцы шарыкавых і ролікавых падшыпнікаў усталёўваць пры дапамозе аправак. Пры запрэсоўцы падшыпнікаў высілак не павінна перадавацца праз шарыкі ці ролікі. Прылады для запрэсоўкі павінны ўпірацца ў запрасаванае кольца. Высілкі запрэсоўкі павінна супадаць з воссю падшыпніка ў пазбяганне перакосу кольцаў.
Калі па ўмовах зборкі ўсталёўка адказных дэталяў вырабляецца ўдарам малатка, неабходна ўжываць апраўкі і малаткі з каляровых металаў, пластмасы, гумы, а таксама прынады і пракладкі для запрэсоўкі дэталяў.
Шпонкі павінны быць шчыльна пасаджаныя ў шпоночные пазы валаў пры дапамозе малатка ці апраўкі з каляровага металу. Люфт шпонак у пазах валаў не дапушчаецца.
Шпількі павінны быць укручаны ў сухія і чыстыя разьбовыя адтуліны шчыльна без люфту. Дэталі павінны апранацца на шпількі свабодна. Падгінанне шпіляў пры ўсталёўцы на іх дэталяў не дапушчаецца, мацаванне вузла ці дэталі некалькімі гайкамі ці нітамі павінна вырабляцца раўнамерна па перыметры спачатку спачатку, а затым канчаткова.
Усе гайкі або балты аднаго злучэнняў павінны быць зацягнуты з адным круцячы момант, калі гэтага не абумоўлена асабліва, з Дадатак. Моманты зацяжак элементаў мацавання прыведзены ў Дадатку да гэтага Кіраўніцтва, пры гэтым неабходна ўжываць ключы, якія дазваляюць абмяжоўваць крутоўны момант.
Прыведзены ніжэй спіс уключае ў сябе мінімум стандартных прылад неабходных для выканання аперацый па здыманні, разборцы, рамонце, зборцы і ўсталёўцы вузлоў і агрэгатаў аўтамабіля:
Для якаснага выканання аперацый па рамонце неабходна мець таксама адмысловую прыладу і прынады:
Да крапежных элементаў ставіцца набор, які складаецца з гаек, ніт, шпілек, заклёпванняў, шайбаў і кантраляльных элементаў, прызначаны для злучэння дзвюх і больш дэталяў. Злучэнні бываюць раздымныя, асноўны выгляд - разьбовыя і нераздымныя - заклёпачныя і зварныя. Увесь які ўсталёўваецца разьбовая крапеж павінен быць чыстым, прамым, з непарушанай разьбой і строгімі гранямі галовак нітаў і гаек, на якія ўсталёўваюцца галоўкі гаечных ключоў.
Адмысловыя самоконтрящиеся гайкі з нейлонавымі і валаконнымі ўстаўкамі паўторнаму выкарыстанню не падлягаюць і замяняюцца новымі.
Іржавыя балты і гайкі для палягчэння зняцця падвяргаюцца папярэдняй апрацоўцы пранікальным складам, такім як шкіпінар, газа або спецыяльныя вадкасці, і часовай вытрымцы перад адварочваннем. У экстраных выпадках дапушчаецца ўжыванне зубіла ці ножовки, з наступным выдаленнем рэштак крапяжу з разьбовай часткі. Плоскія (падкладачныя) і стопорные шайбы пры зборцы павінны заўсёды ўсталёўвацца на месца ў тым жа парадку і тым жа спосабам, што і пры разборцы і здыманні.
Пры зборцы аўтамабіля выкарыстоўваюцца элементы мацавання вырабленыя, як па цалевай сістэме мер (ангельская сістэма або стандарт SAE), так і больш універсальная - метрычнай сістэме мер. Пры ўсёй сваёй падобнасці не дапушчальна блытаць іх (мал. 2.55).
Як метрычныя, так і стандартныя балты могуць быць ідэнтыфікаваны шляхам агляду галовак.
Моманты зацяжак разьбовых злучэнняў прадугледжаны фірмай "BMW-AG", калі яны спецыяльна не агавораны ў тэхнічных умовах, вызначаюцца ў залежнасці ад дыяметра разьбы.
Разьба ніта павінна выступаць з гайкі (акрамя асабліва абумоўленых выпадкаў) на 2-3 ніткі разьбы. Шплінты не павінны выступаць з прарэзаў гаек. Канцы шплінтаў павінны быць разведзены і адагнуты адзін на ніт, а іншы на гайку. Трубкі паліваправода і прывада тармазной сістэмы пры зборцы прадуць сціснутым паветрам і пракатаць шарыкам адпаведнага дыяметра. Пашкоджанае разьбярства ў ланжэронах і ў іншых элементах мацавання дапушчаецца рамантаваць з дапамогай разьбовых уставак з драцяной спіралі (мал. 2.56) у наступным парадку:
Першапачатковая версія знаходзіцца на партале: BMWman.ru
Працэс зношвання прынята дзяліць на тры перыяды: прыпрацоўку; нармальны знос; аварыйны.
У працэсе прыпрацоўкі ідзе інтэнсіўны знос якія труцца дэталяў, у выніку микронеровнестей спалучаных паверхняў памяншаюцца, расце пляц кантакту, удзельныя нагрузкі змяншаюцца, хуткасць зносу запавольваецца і пераходзіць у звычайны знос.
Перыяд звычайнага зносу характарызуецца адносна невялікім тэмпам росту зазору ў спалучэнні, аднак па дасягненні вызначанага зазору хуткасць зносу рэзка ўзрастае, што сведчыць аб пачатку аварыйнага зносу. Эксплуатацыя агрэгата з аварыйнымі зносамі прыводзіць да паломак, якія немагчыма аднавіць.
Падчас эксплуатацый вельмі важна падвергнуць вузел рамонту да наступу аварыйнага зносу. пры гэтым выдаткі на рамонт будуць значна ніжэйшыя чым пры рамонце агрэгата з аварыйнымі зносамі. Да прыняцця рашэння аб рамонце неабходна правесці дыягностыку стану спалучэння ў агрэгатах. Як правіла, дыягнаставанне вядзецца па ўскосных прыкметах, такім як: падвышаны шум, вібрацыя, выдатак алею, прарыў картэрных газаў, падзенне магутнасці і да т.п. Для больш якаснай дыягностыкі агрэгат неабходна разабраць, дэталі прамыць, агледзець і падвергнуць мікрамятажу.
Па выніках агляду і вымярэнняў прымаецца рашэнне аб працягу эксплуатацыі без рамонту ці вызначэнне рамонту. Пры гэтым варта кіравацца наступнымі меркаваннямі: калі фактычныя памеры дэталяў знаходзяцца ў межах палёў допускаў, якія дазваляюцца дадзеным Кіраўніцтвам, то працяг эксплуатацыі агрэгата без рамонту магчыма; калі ж памеры выйшлі за палі допускаў, то неабходны рамонт.
Пашырэнне палёў допускаў, якія прыводзяцца ў гэтым Кіраўніцтве, варта расцэньваць як магчымасць выкарыстання рэшткавага рэсурсу вузла без узнаўлення спалучэння. У выпадку рамонту агрэгата пры аднаўленні спалучэнняў, пашырэнне палёў допускаў звыш усталяваных не дапушчаецца.
Тэхналогію рамонту прынята дзяліць на чатыры этапы работ: разборка - мыйка; кантроль - сартаванне; уласна рамонт: аднаўленне мікра і макра геаметрыі паверхняў дэталяў і яе фізіка-механічных уласцівасцяў; зборка з папярэднім кантролем дэталяў, якія паступаюць у працу.
Разборачна-мыйныя аперацыі вядзецца ў некалькі стадый: вонкавая мыйка агрэгата, частковая разборка, вузлавая мыйка, разборка на дэталі, мыйка і чыстка дэталяў. Усе дэталі перад кантролем-сартаваннем старанна ачысціць ад бруду і нагару, абястлусціць, прамыць і высушыць (сціснутым сухім паветрам). Алейныя каналы і адтуліны ў дэталях прачысціць, прамыць пад ціскам і прадуць сціснутым паветрам.
Дэталі з алюмініевых і цынкавых сплаваў не дапушчаецца прамываць у шчолачных растворах, якія ўжываюцца для мыйкі сталёвых і чыгунных дэталяў, бо алюміній і цынк раствараюцца ў шчолачах.
Падчас кантролю дэталяў абломы, расколіны, увагнутасці, ракавіны і іншыя пашкоджанні выяўляць вонкавым аглядам. У адказных дэталяў наяўнасць расколін правяраць пры дапамозе дэфектаскоп. Памеры дэталяў неабходна кантраляваць у месцах найвялікага зносу. Зуб'і шасцерняў зношваюцца нераўнамерна, таму пры іх кантролі варта замяраць не менш за тры зуб'і, размешчаных пад вуглом 120°.
У выглядзе неабходнасці гарантаваць працу зубчастых перадач на працягу ўсяго міжрамонтнага прабегу сколы на зубьях і выфарбоўванне працоўнай паверхні зуб'яў стомленага характару не дапушчаецца.
Зборачныя адзінкі такія як: шатун з вечкам шатуна, блок цыліндраў з вечкамі карэнных падшыпнікаў, шасцярні скрынкі перадач і галоўнай перадачы нельга разукамплектоўваць. Астатнія зборачныя адзінкі разукамплектоўваць магчыма, але калі прынята рашэнне аб працягу эксплуатацыі спалучаных элементаў без рамонту, то іх разукамплектоўваць не мэтазгодна.
Ва ўсіх выпадках рамонту зваркай і наплаўкай, зварное шво не павінна мець шлаковых уключэнняў, неправераных участкаў, падрэзаў і іншых дэфектаў. Пасля зваркі шво зачысціць. Наплывы металу ўхіліць, каб яны не мяшалі ўсталёўцы спалучаных дэталяў.
Адтуліны з зношаным або пашкоджаным разьбярствам аднаўляюць наразаннем разьбярства павялічанага рамонтнага памеру, або заваркой адтулін з наступным наразаннем разьбярства намінальнага памеру. Пастаноўкай круцішы і спіральнымі разьбовымі ўстаўкамі.
Ужыванне разьбовых уставак пераважней па меркаваннях якасці ўзнаўлення і працоўных выдаткаў. Дэталі, якія падаюцца на зборку, павінны быць чыстымі і сухімі. Разьбовыя злучэнні не павінны мець заўваг. Аднаразовыя самоконтрящиеся разьбовыя крапежныя дэталі павінны быць заменены новымі. У выпадку немагчымасці прымяніць новыя самоконтрящиеся дэталі, пры пастаноўцы старых неабходна стопорить іх ад адварочвання.
Пры зборцы ўсталёўваць новыя пракладкі і сальнікі. Якія труцца паверхні дэталяў пры зборцы вышмараваць чыстым алеем. Пры пастаноўцы гумовых сальнікаў працоўную паверхню абшэўкі вышмараваць у пазбяганне пашкоджанняў пры мантажы. Пры ўсталёўцы сальнікаў з металічным корпусам, гняздо пад сальнік вышмараваць тонкім пластом герметыка.
Зборку вузлоў і агрэгатаў выконваць у адпаведнасці з гэтым Кіраўніцтвам. З дапамогай вымяральнай прылады пракантраляваць перад зборкай памеры дэталяў утваральных пасадкі.
Пры зборцы дэталяў, мелых у спалучэнні рухомую пасадку, павінна быць забяспечана іх вольнае адноснае перасоўванне, без заедания. Утулкі, кольцы шарыкавых і ролікавых падшыпнікаў усталёўваць пры дапамозе аправак. Пры запрэсоўцы падшыпнікаў высілак не павінна перадавацца праз шарыкі ці ролікі. Прылады для запрэсоўкі павінны ўпірацца ў запрасаванае кольца. Высілкі запрэсоўкі павінна супадаць з воссю падшыпніка ў пазбяганне перакосу кольцаў.
Калі па ўмовах зборкі ўсталёўка адказных дэталяў вырабляецца ўдарам малатка, неабходна ўжываць апраўкі і малаткі з каляровых металаў, пластмасы, гумы, а таксама прынады і пракладкі для запрэсоўкі дэталяў.
Шпонкі павінны быць шчыльна пасаджаныя ў шпоночные пазы валаў пры дапамозе малатка ці апраўкі з каляровага металу. Люфт шпонак у пазах валаў не дапушчаецца.
Шпількі павінны быць укручаны ў сухія і чыстыя разьбовыя адтуліны шчыльна без люфту. Дэталі павінны апранацца на шпількі свабодна. Падгінанне шпіляў пры ўсталёўцы на іх дэталяў не дапушчаецца, мацаванне вузла ці дэталі некалькімі гайкамі ці нітамі павінна вырабляцца раўнамерна па перыметры спачатку спачатку, а затым канчаткова.
Усе гайкі або балты аднаго злучэнняў павінны быць зацягнуты з адным круцячы момант, калі гэтага не абумоўлена асабліва, з Дадатак. Моманты зацяжак элементаў мацавання прыведзены ў Дадатку да гэтага Кіраўніцтва, пры гэтым неабходна ўжываць ключы, якія дазваляюць абмяжоўваць крутоўны момант.
Прыведзены ніжэй спіс уключае ў сябе мінімум стандартных прылад неабходных для выканання аперацый па здыманні, разборцы, рамонце, зборцы і ўсталёўцы вузлоў і агрэгатаў аўтамабіля:
- камплект камбінаваных ключоў (1/4-1 цалі, 6-19 мм);
- камплект зменных тарцовых галовак (1/4-1 цалі, 6-19 мм);
- храповой рэверсіўны прывад з каўняром (250 мм);
- універсальны шарнір карданнага тыпу пад тарцовыя галоўкі;
- дынамаметрычны ключ;
- малаток слясарны (250-300 г.);
- кіянка (драўляная, гумавая ці пластыкавая);
- камплект развадных ключоў;
- камплект вонкавых тарцовых ключоў;
- свячны ключ;
- прынада для рэгулявання свячнога зазору;
- набор вымяральных мацаў;
- ііпельны ключ для прапампоўкі тармазоў;
- адвёрткі ("-" 8x150 мм. 8,5x150 мм; "+" 2x6х150 мм, 3х8х203 мм);
- камбінаваныя абцугі;
- прыціскныя абцугі;
- дыэлектрычныя абцугі;
- вострагубцы-качканосы;
- зубіла (13 мм);
- нажоўка па метале з наборам палотнаў;
- набор напільнікаў;
- шынны манометр; змазачны шпрыц;
- скрабок з каляровага металу;
- ключ для зняцця алейнага фільтра;
- чарцілка слясарная;
- кернер;
- бародкі (1,8; 3,3; 4,8 мм);
- сталёвая лінейка-брусок;
- набор падпорак;
- дамкрат,
- электрадрыль на 3/8 цалі (9 мм) і набор свердзелаў;
- дробная наждачная папера;
- драцяная шчотка (вялікая і малая);
- ёмістасць пад алей;
- ёмістасць пад антыфрыз;
- варонка наліўная.
Для якаснага выканання аперацый па рамонце неабходна мець таксама адмысловую прыладу і прынады:
- для сціску затамкавых спружын;
- для прачысткі канавак поршневых кольцаў;
- для абціску поршневых кольцаў;
- для зняцця/усталёўкі поршневых кольцаў;
- для цэнтроўкі дыска счаплення;
- для зняцця дэмпфера рулявога кола;
- для зняцця капялюшыкаў спружын тармазных калодак;
- кампрэсаметр;
- зенкер і хон для апрацоўкі краю і люстэркі цыліндру;
- хон для апрацоўкі люстэрка тармазнога цыліндру;
- вымяральнік дыяметра цыліндраў (нутрамер);
- набор мікраметраў і штангенцыркуль;
- прыстасаванне для зняцця гідраўлічных штурхачоў;
- універсальны здымнік;
- здымнік шаравых шарніраў;
- ўдарная адвёртка;
- страбаскоп з адаптарам;
- ручная камбінаваная помпа (вакуум/ціск);
- тахометр;
- тэстар;
- набор метчыкаў і лерак;
- пад'ёмны такелаж;
- прыстасаванні для дэмантажу тармазных спружын;
- падлогавы гаражны дамкрат. Поўны пералік спецыяльных прыстасаванняў і іх прызначэнне прыведзена ў Дадатку да гэтага Кіраўніцтва.
Крапеж
Да крапежных элементаў ставіцца набор, які складаецца з гаек, ніт, шпілек, заклёпванняў, шайбаў і кантраляльных элементаў, прызначаны для злучэння дзвюх і больш дэталяў. Злучэнні бываюць раздымныя, асноўны выгляд - разьбовыя і нераздымныя - заклёпачныя і зварныя. Увесь які ўсталёўваецца разьбовая крапеж павінен быць чыстым, прамым, з непарушанай разьбой і строгімі гранямі галовак нітаў і гаек, на якія ўсталёўваюцца галоўкі гаечных ключоў.
Адмысловыя самоконтрящиеся гайкі з нейлонавымі і валаконнымі ўстаўкамі паўторнаму выкарыстанню не падлягаюць і замяняюцца новымі.
Увага! Пашкоджаныя элементы мацавання (гайкі, балты, шпількі, шайбы) падлягаюць абавязковай замене.
Іржавыя балты і гайкі для палягчэння зняцця падвяргаюцца папярэдняй апрацоўцы пранікальным складам, такім як шкіпінар, газа або спецыяльныя вадкасці, і часовай вытрымцы перад адварочваннем. У экстраных выпадках дапушчаецца ўжыванне зубіла ці ножовки, з наступным выдаленнем рэштак крапяжу з разьбовай часткі. Плоскія (падкладачныя) і стопорные шайбы пры зборцы павінны заўсёды ўсталёўвацца на месца ў тым жа парадку і тым жа спосабам, што і пры разборцы і здыманні.
Памер крапяжу
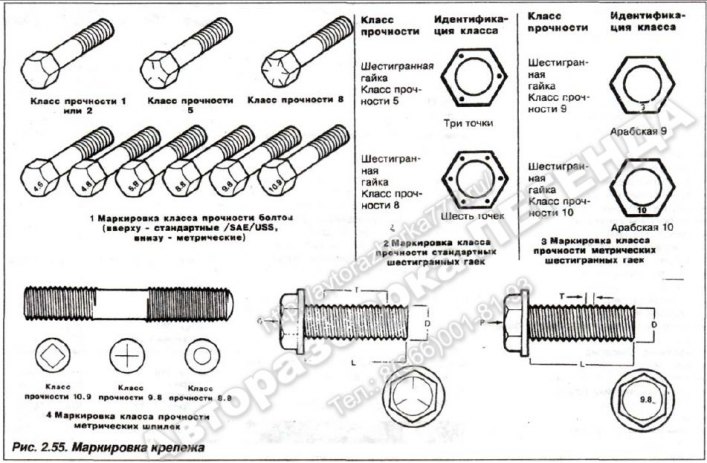
Пры зборцы аўтамабіля выкарыстоўваюцца элементы мацавання вырабленыя, як па цалевай сістэме мер (ангельская сістэма або стандарт SAE), так і больш універсальная - метрычнай сістэме мер. Пры ўсёй сваёй падобнасці не дапушчальна блытаць іх (мал. 2.55).
Як метрычныя, так і стандартныя балты могуць быць ідэнтыфікаваны шляхам агляду галовак.
Моманты зацяжак разьбовых злучэнняў прадугледжаны фірмай "BMW-AG", калі яны спецыяльна не агавораны ў тэхнічных умовах, вызначаюцца ў залежнасці ад дыяметра разьбы.
Увага! Ніжэй прыведзены дадзеныя па максімальна дапушчальным моманту зацяжак стандартных разьбовых злучэнняў у залежнасці ад велічыні разьбярства, матэрыялу ніта, шрубы, гайкі і т.п., колеры пакрыцця яго паверхні і класа трываласці, выкладзеных ва ўнутрызаводскай нармалі BMW № 600.02.0.
| Максімальны момант зацяжкі злучэнняў з разьбой М4: | ||
| - жоўты (ZN) | (8,8) | 2,9 Н·м; |
| - серабрысты (ZNS) | (8,8) | 2,4 Н·м; |
| - жоўты (ZN) | (10,9) | 4,1 Н·м; |
| - серабрысты (ZNS) | (10,9) | 3,6 Н·м; |
| - жоўты (ZN) | (12,9) | 4,9 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М5: | ||
| - жоўты (ZN) | (8,8) | 5,9 Н·м; |
| - серабрысты (ZNS) | (8,8) | 5,0 Н·м; |
| - жоўты (ZN) | (10,9) | 8,3 Н·м; |
| - серабрысты (ZNS) | (10,9) | 7,3 Н·м; |
| - жоўты (ZN) | (12,9) | 10,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 8,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М6: | ||
| - жоўты (ZN) | (8,8) | 9,9 Н·м; |
| - серабрысты (ZNS) | (8,8) | 8,6 Н·м; |
| - жоўты (ZN) | (10,9) | 14,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 12,6 Н·м; |
| - жоўты (ZN) | (12,9) | 16,5 Н·м; |
| - серабрысты (ZNS) | (12,9) | 14,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М7: | ||
| - жоўты (ZN) | (8,8) | 14,8 Н·м; |
| - серабрысты (ZNS) | (8,8) | 14,0 Н·м; |
| - жоўты (ZN) | (10,9) | 21,3 Н·м; |
| - серабрысты (ZNS) | (10,9) | 20,5 Н·м; |
| - жоўты (ZN) | (12,9) | 25,5 Н·м; |
| - серабрысты (ZNS) | (12,9) | 22,5 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М8: | ||
| - жоўты (ZN) | (8,8) | 24,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 20,5 Н·м; |
| - жоўты (ZN) | (10,9) | 34,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 30,5 Н·м; |
| - жоўты (ZN) | (12,9) | 40,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 33,5 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М8х1: | ||
| - жоўты (ZN) | (8,8) | 26,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 22,0 Н·м; |
| - жоўты (ZN) | (10,9) | 36,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 32,0 Н·м; |
| - жоўты (ZN) | (12,9) | 44,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 35,5 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М10: | ||
| - жоўты (ZN) | (8,8) | 47,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 41,0 Н·м; |
| - жоўты (ZN) | (10,9) | 66,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 60,0 Н·м; |
| - жоўты (ZN) | (12,9) | 79,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 66,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М10х1: | ||
| - жоўты (ZN) | (8,8) | 54,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 44,0 Н·м; |
| - жоўты (ZN) | (10,9) | 75,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 65,0 Н·м; |
| - жоўты (ZN) | (12,9) | 91,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 72,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М12: | ||
| - жоўты (ZN) | (8,8) | 82,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 71,0 Н·м; |
| - жоўты (ZN) | (10,9) | 115,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 104,0 Н·м; |
| - жоўты (ZN) | (12,9) | 140,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 116,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М12х1, 5: | ||
| - жоўты (ZN) | (8,8) | 87,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 73,0 Н·м; |
| - жоўты (ZN) | (10,9) | 123,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 108,0 Н·м; |
| - жоўты (ZN) | (12,9) | 147,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 120,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М14: | ||
| - жоўты (ZN) | (8,8) | 130,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 112,0 Н·м; |
| - жоўты (ZN) | (10,9) | 180,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 165,0 Н·м; |
| - жоўты (ZN) | (12,9) | 220,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 185,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М14х1, 5: | ||
| - жоўты (ZN) | (8,8) | 143,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 120,0 Н·м; |
| - жоўты (ZN) | (10,9) | 200,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 175,0 Н·м; |
| - жоўты (ZN) | (12,9) | 240,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 195,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М18: | ||
| - жоўты (ZN) | (8,8) | 280,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 240,0 Н·м; |
| - жоўты (ZN) | (10,9) | 390,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 355,0 Н·м; |
| - жоўты (ZN) | (12,9) | 470,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 395,0 Н·м. |
| Максімальны момант зацяжкі злучэнняў з разьбой М18х1, 5: | ||
| - жоўты (ZN) | (8,8) | 313,0 Н·м; |
| - серабрысты (ZNS) | (8,8) | 265,0 Н·м; |
| - жоўты (ZN) | (10,9) | 440,0 Н·м; |
| - серабрысты (ZNS) | (10,9) | 385,0 Н·м; |
| - жоўты (ZN) | (12,9) | 527,0 Н·м; |
| - серабрысты (ZNS) | (12,9) | 430,0 Н·м. |
Разьба ніта павінна выступаць з гайкі (акрамя асабліва абумоўленых выпадкаў) на 2-3 ніткі разьбы. Шплінты не павінны выступаць з прарэзаў гаек. Канцы шплінтаў павінны быць разведзены і адагнуты адзін на ніт, а іншы на гайку. Трубкі паліваправода і прывада тармазной сістэмы пры зборцы прадуць сціснутым паветрам і пракатаць шарыкам адпаведнага дыяметра. Пашкоджанае разьбярства ў ланжэронах і ў іншых элементах мацавання дапушчаецца рамантаваць з дапамогай разьбовых уставак з драцяной спіралі (мал. 2.56) у наступным парадку:
- высвідраваць рэшткі старога ніта (шпількі);
- нарэзаць разьбу для драцяной устаўкі;
- абраць устаўку і ўкруціць яе ў адтуліну заподлицо;
- адламаць і выняць хвосцік ўстаўкі.
Першапачатковая версія знаходзіцца на партале: BMWman.ru
Гэты артыкул даступны на рускай, англійскай, балгарскай, украінскай, сербскай, харвацкай, румынскай, польскай, славацкай, венгерскай
Артыкул правераны: Жураўлёва Ізольда
Падзяліцеся інфармацыяй:
Папярэднія артыкулы
БМВ E53: Тэхнічнае абслугоўванне
Наступныя артыкулы
Падобныя артыкулы іншых тыпаў аўтамабіляў БМВ:
Агульныя парады па выкананні рамонту BMW 3 Series E46 (1998-2006, бензін)
Сістэма выпуску якія адпрацавалі газаў. Агульныя звесткі BMW 3 Series E30 (1982-1994)
Агульныя звесткі аб рухавіку BMW 5 Series E12 (1972-1981)
Кіраўніцтва па рамонце рухавіка. Агульныя звесткі BMW 5 Series E34 (1988-1996)
Капітальны рамонт рухавіка. Агульныя звесткі BMW 7 Series E32 (1986-1994)
Агульныя звесткі і меры бяспекі BMW 7 Series E38 (1994-2001)
Тармазная сістэма — агульныя папярэджанні BMW X3 E83 (2003-2010)
Агульныя парады па выкананні рамонту BMW 3 Series E46 (1998-2006, бензін)
Сістэма выпуску якія адпрацавалі газаў. Агульныя звесткі BMW 3 Series E30 (1982-1994)
Агульныя звесткі аб рухавіку BMW 5 Series E12 (1972-1981)
Кіраўніцтва па рамонце рухавіка. Агульныя звесткі BMW 5 Series E34 (1988-1996)
Капітальны рамонт рухавіка. Агульныя звесткі BMW 7 Series E32 (1986-1994)
Агульныя звесткі і меры бяспекі BMW 7 Series E38 (1994-2001)
Тармазная сістэма — агульныя папярэджанні BMW X3 E83 (2003-2010)
Спасылка ў розных фарматах на гэтую старонку
Каментары наведвальнікаў
Каментароў пакуль няма
- Агульная інфармацыя
- Інструкцыя па эксплуатацыі
- Тэхнічнае абслугоўванне
- Бензінавы рухавік M54
- Рамонт рухавіка
- Сістэма змазкі
- Сістэма ахладжэння
- Сістэма харчавання
- Сістэма ўпырску
- Выхлапная сістэма
- Электрыка рухавіка
- Бензінавы рухавік M62
- Рамонт рухавіка
- Сістэма змазкі
- Сістэма ахладжэння
- Сістэма харчавання
- Выхлапная сістэма
- Электрыка рухавіка
- Бензінавы рухавік N62
- Рамонт рухавіка
- Сістэма ахладжэння і змазкі
- Сістэма харчавання і выпуску
- Электрыка рухавіка
- Дызельны рухавік М57
- Рамонт рухавіка
- Сістэма змазкі
- Сістэма ахладжэння
- Сістэма харчавання і выпуску
- Электрыка рухавіка
- Сістэма турбанаддува
- Трансмісія
- Счапленне
- Механічная скрынка
- Аўтаматычная скрынка
- Раздатачная скрынка і кардан
- Шасі
- Тармазная сістэма
- Рулявое кіраванне
- Пярэдняя падвеска
- Задняя падвеска
- Колы і шыны
- Кузаў
- Экстэр'ер
- Інтэр'ер
- Дзверы і вокны
- Рамонт і догляд
- Ацяпляльнік і кандыцыянер
- Электраабсталяванне
- Абсталяванне і прыборы
- Рычагі і перамыкачы
- Электрычныя схемы