
Садржај: Причвршћивачи ↓ Величина причвршћивача ↓
- Главна
- БМВ Х5
- E53
- Опште информације
- Одржавање
- Општи захтеви за поправку аутомобила
Општи захтеви за поправку аутомобила (BMW X5 E53)
Већина кварова механичких јединица и склопова током рада настаје као резултат процеса трења, деформације елемената, старења материјала делова итд. Ови и други процеси доводе до хабања и оштећења делова.
Процес хабања се обично дели на три периода: уходавање; нормално хабање; хитан случај.
Током процеса уходавања долази до интензивног хабања делова који се трљају, услед чега се смањује микрохрапавост спојних површина, повећава се површина контакта, смањују се специфична оптерећења, брзина хабања се успорава и прелази у нормално хабање.
Период нормалног хабања карактерише релативно мала стопа раста зазора у парењу, међутим, након достизања одређеног зазора, стопа хабања се нагло повећава, што указује на почетак хабања. Рад јединице са хабањем у нужди доводи до кварова који се не могу поправити.
Током рада, веома је важно поправити јединицу пре него што дође до хабања у нужди. Штавише, трошкови поправке ће бити знатно нижи него код поправке јединице са хитним хабањем. Пре доношења одлуке о поправци, потребно је дијагностиковати стање парења у јединицама. По правилу, дијагностика се врши на основу индиректних знакова, као што су: повећана бука, вибрације, потрошња уља, пробој гаса у картеру, губитак снаге итд. За квалитетнију дијагнозу, јединица мора бити растављена, делови опрани, прегледани и подвргнути микрометријској анализи.
На основу резултата прегледа и мерења, доноси се одлука о наставку рада без поправке или о одређивању поправке. У овом случају треба узети у обзир следеће: ако су стварне димензије делова унутар толеранцијских поља дозвољених овим упутством, онда је могућ наставак рада јединице без поправке; ако су димензије изван опсега толеранције, онда су потребне поправке.
Проширење поља толеранције датих у овом водичу треба посматрати као прилику да се искористи преостали ресурс јединице без обнављања парења. У случају поправке јединице током обнављања прикључака, проширење толеранцијских поља преко утврђених није дозвољено.
Технологија поправке се обично дели на четири фазе рада: демонтажа - прање; контрола – сортирање; сама поправка: рестаурација микро и макро геометрије површина делова и њихових физичко-механичких својстава; монтажа са претходним прегледом делова који улазе у рад.
Радови демонтаже и прања се изводе у неколико фаза: спољашње прање јединице, делимична демонтажа, прање јединице, демонтажа на делове, прање и чишћење делова. Пре прегледа и сортирања, сви делови морају бити темељно очишћени од прљавштине и наслага угљеника, одмашћени, опрани и осушени (сувим компримованим ваздухом). Очистите уљне канале и рупе у деловима, исперите под притиском и издувајте компримованим ваздухом.
Делови од алуминијума и легура цинка не смеју се прати у алкалним растворима који се користе за прање делова од челика и ливеног гвожђа, јер се алуминијум и цинк растварају у алкалијама.
Приликом прегледа делова спољним прегледом откривају се ломови, пукотине, удубљења, шупљине и друга оштећења. Проверите критичне делове на пукотине помоћу детектора грешака. Димензије делова морају се контролисати у областима највећег хабања. Зуби зупчаника се неравномерно троше, па приликом њихове провере треба измерити најмање три зуба која се налазе под углом од 120°.
Због потребе да се гарантује рад зупчастих преносника током читавог периода између поправки, није дозвољено ломљење зуба и љуштење радне површине зуба услед замора.
Монтажне јединице као што су: клипњача са поклопцем клипњаче, блок цилиндра са поклопцима главних лежајева, зупчаници мењача и крајњи погон не могу се растављати. Могуће је раставити преостале монтажне јединице, али ако се донесе одлука да се спојни елементи наставе користити без поправке, онда их није препоручљиво растављати.
У свим случајевима поправке заваривањем и наваривањем, заварени шав не сме имати инклузије шљаке, непроверене површине, подрезе или друге недостатке. Након заваривања, очистите шав. Уклоните вишак метала тако да не омета уградњу спојних делова.
Рупе са истрошеним или оштећеним навојима обнављају се резањем навоја повећане поправне величине, или заваривањем рупа, а затим сечењем навоја називне величине. Уградњом уметака и уметака са спиралним навојем.
Употреба навојних уметака је пожељнија из разлога квалитета рестаурације и трошкова рада. Делови који се испоручују за монтажу морају бити чисти и суви. Навојне везе не смеју имати никакве недостатке. Причвршћивачи са навојем за једнократну употребу морају се заменити новим. Ако није могуће користити нове самоблокирајуће делове, приликом уградње старих, потребно је спречити њихово окретање.
Приликом склапања, поставите нове заптивке и заптивке. Током монтаже, подмазати површине за трљање делова чистим уљем. Када постављате гумене заптивке, подмажите радну површину манжетне како бисте избегли оштећење током уградње. Приликом уградње уљних заптивки са металним телом, подмазати седиште испод уљне заптивке танким слојем заптивача.
Монтажа јединица и склопова мора се извршити у складу са овим приручником. Користећи мерни инструмент, проверите димензије делова који формирају спој пре монтаже.
Приликом склапања делова који имају покретно налегање у положају парења, мора се обезбедити њихово слободно релативно кретање, без заглављивања. Чауре, прстенови кугличних и ваљкастих лежајева се уграђују помоћу трна. Приликом притискања лежајева сила се не сме преносити кроз куглице или ваљке. Алати за пресовање морају бити наслоњени на притиснути прстен. Сила притиска мора да се поклапа са осом лежаја да би се избегло изобличење прстенова.
Ако се, према условима монтаже, уградња критичних делова врши ударцима чекића, потребно је користити трнове и чекиће од обојених метала, пластике, гуме, као и уређаје и заптивке за пресовање делова.
Кључеви морају бити чврсто постављени у уторе осовине помоћу чекића или трна од обојеног метала. Играње у кључевима у жлебовима осовине није дозвољено.
Завртњи морају бити чврсто зашрафљени у суве и чисте рупе са навојем без икаквог отвора. Делови треба да слободно стану на игле. Савијање игала приликом уградње делова на њих није дозвољено. Причвршћивање јединице или дела са неколико навртки или вијака мора се вршити равномерно по ободу - прво прелиминарно, а затим на крају.
Све матице или вијци споја морају бити затегнути истим моментом осим ако није другачије назначено, види Додатак. Моменти затезања елемената за причвршћивање дати су у Додатку овог упутства потребно је користити кључеве који омогућавају ограничавање обртног момента.
Листа у наставку укључује минимум стандардних алата потребних за обављање операција уклањања, демонтаже, поправке, склапања и уградње компоненти и склопова возила:
За обављање висококвалитетних поправки потребно је имати и посебне алате и уређаје:
Причвршћивачи укључују сет који се састоји од навртки, вијака, клинова, заковица, подложака и елемената за закључавање, дизајнираних за повезивање два или више делова. Прикључци могу бити одвојиви, главни тип је навојни, и нерастављиви - закивани и заварени. Сви уграђени навојни причвршћивачи морају бити чисти, равни, са неоштећеним навојем и чистим ивицама на главама вијака и навртки на које се постављају главе кључева.
Специјалне самоконструирајуће матице са уметцима од најлона и влакана не могу се поново користити и замењују се новим.
Да би се олакшало уклањање, зарђали вијци и матице се претходно третирају пенетрирајућим једињењем као што су терпентин, керозин или специјалне течности и остављају се тамо неко време пре него што се одврну. У хитним случајевима, дозвољено је користити длето или ножну тестеру, а затим уклонити остатке причвршћивача са навојног дела. Приликом монтаже, равне (позадинске) и закључане подлошке морају увек бити постављене истим редоследом и на начин као и приликом демонтаже и демонтаже.
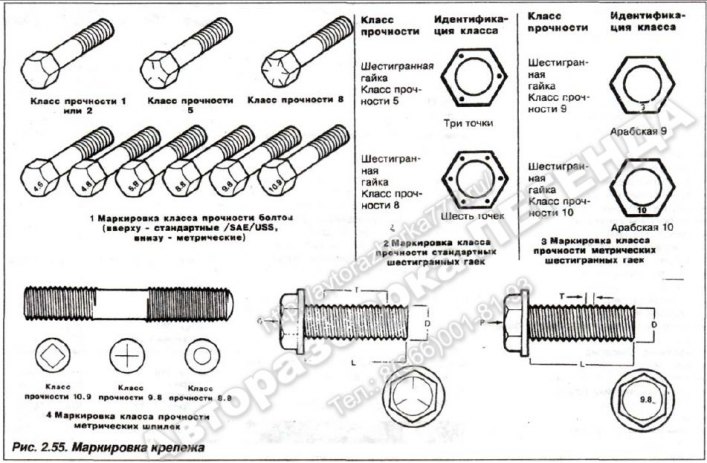
Приликом склапања аутомобила користе се елементи за причвршћивање који се израђују по систему инча мера (енглески систем или стандард SAE), као и онај универзалнији – метрички систем мера. Упркос свим њиховим сличностима, неприхватљиво је збунити их (слика 2.55).
И метрички и стандардни завртњи се могу идентификовати прегледом глава.
Моменти затезања за навојне спојеве обезбеђује компанија "BMW-AG", осим ако нису посебно наведени у техничким условима, одређују се у зависности од пречника навоја.
Навој завртња мора да вири из матице (осим у посебно одређеним случајевима) за 2-3 навоја. Утикачи не смеју да вире из утора навртки. Крајеви клинова морају бити раширени и савијени, један на вијак, а други на матицу. Приликом склапања, издувајте цев за гориво и погонске цеви кочионог система компримованим ваздухом и намотајте их куглом одговарајућег пречника. Оштећени навоји у бочним елементима и другим елементима за причвршћивање могу се поправити коришћењем навојних уметака од жичане спирале (слика 2.56) следећим редоследом:
Оригинални унос се може пронаћи на порталу: BMWman.ru
Процес хабања се обично дели на три периода: уходавање; нормално хабање; хитан случај.
Током процеса уходавања долази до интензивног хабања делова који се трљају, услед чега се смањује микрохрапавост спојних површина, повећава се површина контакта, смањују се специфична оптерећења, брзина хабања се успорава и прелази у нормално хабање.
Период нормалног хабања карактерише релативно мала стопа раста зазора у парењу, међутим, након достизања одређеног зазора, стопа хабања се нагло повећава, што указује на почетак хабања. Рад јединице са хабањем у нужди доводи до кварова који се не могу поправити.
Током рада, веома је важно поправити јединицу пре него што дође до хабања у нужди. Штавише, трошкови поправке ће бити знатно нижи него код поправке јединице са хитним хабањем. Пре доношења одлуке о поправци, потребно је дијагностиковати стање парења у јединицама. По правилу, дијагностика се врши на основу индиректних знакова, као што су: повећана бука, вибрације, потрошња уља, пробој гаса у картеру, губитак снаге итд. За квалитетнију дијагнозу, јединица мора бити растављена, делови опрани, прегледани и подвргнути микрометријској анализи.
На основу резултата прегледа и мерења, доноси се одлука о наставку рада без поправке или о одређивању поправке. У овом случају треба узети у обзир следеће: ако су стварне димензије делова унутар толеранцијских поља дозвољених овим упутством, онда је могућ наставак рада јединице без поправке; ако су димензије изван опсега толеранције, онда су потребне поправке.
Проширење поља толеранције датих у овом водичу треба посматрати као прилику да се искористи преостали ресурс јединице без обнављања парења. У случају поправке јединице током обнављања прикључака, проширење толеранцијских поља преко утврђених није дозвољено.
Технологија поправке се обично дели на четири фазе рада: демонтажа - прање; контрола – сортирање; сама поправка: рестаурација микро и макро геометрије површина делова и њихових физичко-механичких својстава; монтажа са претходним прегледом делова који улазе у рад.
Радови демонтаже и прања се изводе у неколико фаза: спољашње прање јединице, делимична демонтажа, прање јединице, демонтажа на делове, прање и чишћење делова. Пре прегледа и сортирања, сви делови морају бити темељно очишћени од прљавштине и наслага угљеника, одмашћени, опрани и осушени (сувим компримованим ваздухом). Очистите уљне канале и рупе у деловима, исперите под притиском и издувајте компримованим ваздухом.
Делови од алуминијума и легура цинка не смеју се прати у алкалним растворима који се користе за прање делова од челика и ливеног гвожђа, јер се алуминијум и цинк растварају у алкалијама.
Приликом прегледа делова спољним прегледом откривају се ломови, пукотине, удубљења, шупљине и друга оштећења. Проверите критичне делове на пукотине помоћу детектора грешака. Димензије делова морају се контролисати у областима највећег хабања. Зуби зупчаника се неравномерно троше, па приликом њихове провере треба измерити најмање три зуба која се налазе под углом од 120°.
Због потребе да се гарантује рад зупчастих преносника током читавог периода између поправки, није дозвољено ломљење зуба и љуштење радне површине зуба услед замора.
Монтажне јединице као што су: клипњача са поклопцем клипњаче, блок цилиндра са поклопцима главних лежајева, зупчаници мењача и крајњи погон не могу се растављати. Могуће је раставити преостале монтажне јединице, али ако се донесе одлука да се спојни елементи наставе користити без поправке, онда их није препоручљиво растављати.
У свим случајевима поправке заваривањем и наваривањем, заварени шав не сме имати инклузије шљаке, непроверене површине, подрезе или друге недостатке. Након заваривања, очистите шав. Уклоните вишак метала тако да не омета уградњу спојних делова.
Рупе са истрошеним или оштећеним навојима обнављају се резањем навоја повећане поправне величине, или заваривањем рупа, а затим сечењем навоја називне величине. Уградњом уметака и уметака са спиралним навојем.
Употреба навојних уметака је пожељнија из разлога квалитета рестаурације и трошкова рада. Делови који се испоручују за монтажу морају бити чисти и суви. Навојне везе не смеју имати никакве недостатке. Причвршћивачи са навојем за једнократну употребу морају се заменити новим. Ако није могуће користити нове самоблокирајуће делове, приликом уградње старих, потребно је спречити њихово окретање.
Приликом склапања, поставите нове заптивке и заптивке. Током монтаже, подмазати површине за трљање делова чистим уљем. Када постављате гумене заптивке, подмажите радну површину манжетне како бисте избегли оштећење током уградње. Приликом уградње уљних заптивки са металним телом, подмазати седиште испод уљне заптивке танким слојем заптивача.
Монтажа јединица и склопова мора се извршити у складу са овим приручником. Користећи мерни инструмент, проверите димензије делова који формирају спој пре монтаже.
Приликом склапања делова који имају покретно налегање у положају парења, мора се обезбедити њихово слободно релативно кретање, без заглављивања. Чауре, прстенови кугличних и ваљкастих лежајева се уграђују помоћу трна. Приликом притискања лежајева сила се не сме преносити кроз куглице или ваљке. Алати за пресовање морају бити наслоњени на притиснути прстен. Сила притиска мора да се поклапа са осом лежаја да би се избегло изобличење прстенова.
Ако се, према условима монтаже, уградња критичних делова врши ударцима чекића, потребно је користити трнове и чекиће од обојених метала, пластике, гуме, као и уређаје и заптивке за пресовање делова.
Кључеви морају бити чврсто постављени у уторе осовине помоћу чекића или трна од обојеног метала. Играње у кључевима у жлебовима осовине није дозвољено.
Завртњи морају бити чврсто зашрафљени у суве и чисте рупе са навојем без икаквог отвора. Делови треба да слободно стану на игле. Савијање игала приликом уградње делова на њих није дозвољено. Причвршћивање јединице или дела са неколико навртки или вијака мора се вршити равномерно по ободу - прво прелиминарно, а затим на крају.
Све матице или вијци споја морају бити затегнути истим моментом осим ако није другачије назначено, види Додатак. Моменти затезања елемената за причвршћивање дати су у Додатку овог упутства потребно је користити кључеве који омогућавају ограничавање обртног момента.
Листа у наставку укључује минимум стандардних алата потребних за обављање операција уклањања, демонтаже, поправке, склапања и уградње компоненти и склопова возила:
- сет комбинованих кључева (1/4-1 инч, 6-19 мм);
- сет заменских глава за утичнице (1/4-1 инч, 6-19 мм);
- реверзибилни погон са чегртаљком (250 мм);
- кардански универзални зглоб за главе утичница;
- момент кључ;
- машински чекић (250-300 г);
- чекић (дрвени, гумени или пластични);
- сет подесивих кључева;
- сет спољних насадних кључева;
- кључ за свећице;
- уређај за подешавање свечного јаз;
- сет мерних сонди;
- кључ за одзрачивање кочнице;
- шрафцигери ("-" 8x150 мм. 8,5x150 мм; "+" 2x6к150 мм, 3к8к203 мм);
- комбинована клешта;
- клешта за стезање;
- диелектрична клијешта;
- клешта за патке кљуне;
- длето (13 мм);
- ножна тестера са комплетом сечива;
- скуп датотека;
- мерач притиска у гумама; пиштољ за подмазивање;
- стругач од обојених метала;
- кључ за филтер уља;
- преписивач за обраду метала;
- централни ударац;
- браде (1.8; 3,3; 4,8 мм);
- челични лењир-шип;
- сет носача;
- Јацк,
- електрична бушилица укључена 3/8 инча (9 мм) и сет бургија;
- фини брусни папир;
- жичана четка (велика и мала);
- контејнер за уље;
- контејнер за антифриз;
- левак за изливање.
За обављање висококвалитетних поправки потребно је имати и посебне алате и уређаје:
- за сабијање опруга вентила;
- за чишћење жлебова клипних прстенова;
- за сабијање клипних прстенова;
- за скидање/уградњу клипних прстенова;
- за центрирање диска квачила;
- да уклоните амортизер на волану;
- за скидање поклопца опруга кочионих папучица;
- мерач компресије;
- упуштач и брус за обраду ивице и огледала цилиндра;
- брус за обраду огледала кочионог цилиндра;
- мерач пречника цилиндара (нутромер);
- сет микрометара и калипер;
- хидраулични алат за скидање тапе;
- универзални извлакач;
- извлакач кугличног зглоба;
- ударни одвијач;
- стробоскопа са адаптером;
- ручна комбинована пумпа (вакум/притисак);
- тахометар;
- тестер;
- сет славина и матрица;
- дизање опреме;
- алати за уклањање кочионих опруга;
- подна гаражна дизалица. Комплетна листа специјалних уређаја и њихова намена дата је у Додатку овог упутства.
Причвршћивачи
Причвршћивачи укључују сет који се састоји од навртки, вијака, клинова, заковица, подложака и елемената за закључавање, дизајнираних за повезивање два или више делова. Прикључци могу бити одвојиви, главни тип је навојни, и нерастављиви - закивани и заварени. Сви уграђени навојни причвршћивачи морају бити чисти, равни, са неоштећеним навојем и чистим ивицама на главама вијака и навртки на које се постављају главе кључева.
Специјалне самоконструирајуће матице са уметцима од најлона и влакана не могу се поново користити и замењују се новим.
Пажња! Оштећени елементи за причвршћивање (матице, вијци, клинови, подлошке) морају се заменити.
Да би се олакшало уклањање, зарђали вијци и матице се претходно третирају пенетрирајућим једињењем као што су терпентин, керозин или специјалне течности и остављају се тамо неко време пре него што се одврну. У хитним случајевима, дозвољено је користити длето или ножну тестеру, а затим уклонити остатке причвршћивача са навојног дела. Приликом монтаже, равне (позадинске) и закључане подлошке морају увек бити постављене истим редоследом и на начин као и приликом демонтаже и демонтаже.
Величина причвршћивача
Приликом склапања аутомобила користе се елементи за причвршћивање који се израђују по систему инча мера (енглески систем или стандард SAE), као и онај универзалнији – метрички систем мера. Упркос свим њиховим сличностима, неприхватљиво је збунити их (слика 2.55).
И метрички и стандардни завртњи се могу идентификовати прегледом глава.
Моменти затезања за навојне спојеве обезбеђује компанија "BMW-AG", осим ако нису посебно наведени у техничким условима, одређују се у зависности од пречника навоја.
Пажња! У наставку су дати подаци о максималном дозвољеном моменту затезања стандардних навојних спојева у зависности од величине навоја, материјала завртња, завртња, навртке итд., боје његове површинске превлаке и класе чврстоће, како је наведено у интерном фабричком стандарду BMW № 600.02.0.
| Максимални момент затезања за спојеве са М4 навојем: | ||
| - жута (ZN) | (8,8) | 2,9 Нм; |
| — сребро (ZNS) | (8,8) | 2,4 Нм; |
| - жута (ZN) | (10,9) | 4,1 Нм; |
| — сребро (ZNS) | (10,9) | 3,6 Нм; |
| - жута (ZN) | (12,9) | 4,9 Нм. |
| Максимални момент затезања за спојеве са М5 навојем: | ||
| - жута (ZN) | (8,8) | 5.9 Нм; |
| — сребро (ZNS) | (8,8) | 5.0 Нм; |
| - жута (ZN) | (10,9) | 8,3 Нм; |
| — сребро (ZNS) | (10,9) | 7,3 Нм; |
| - жута (ZN) | (12,9) | 10.0 Нм; |
| — сребро (ZNS) | (12,9) | 8.0 Нм. |
| Максимални момент затезања за спојеве са М6 навојем: | ||
| - жута (ZN) | (8,8) | 9,9 Нм; |
| — сребро (ZNS) | (8,8) | 8,6 Нм; |
| - жута (ZN) | (10,9) | 14.0 Нм; |
| — сребро (ZNS) | (10,9) | 12,6 Нм; |
| - жута (ZN) | (12,9) | 16,5 Нм; |
| — сребро (ZNS) | (12,9) | 14.0 Нм. |
| Максимални момент затезања за спојеве са М7 навојем: | ||
| - жута (ZN) | (8,8) | 14,8 Нм; |
| — сребро (ZNS) | (8,8) | 14.0 Нм; |
| - жута (ZN) | (10,9) | 21,3 Нм; |
| — сребро (ZNS) | (10,9) | 20,5 Нм; |
| - жута (ZN) | (12,9) | 25,5 Нм; |
| — сребро (ZNS) | (12,9) | 22,5 Нм. |
| Максимални момент затезања за спојеве са М8 навојем: | ||
| - жута (ZN) | (8,8) | 24.0 Нм; |
| — сребро (ZNS) | (8,8) | 20,5 Нм; |
| - жута (ZN) | (10,9) | 34.0 Нм; |
| — сребро (ZNS) | (10,9) | 30,5 Нм; |
| - жута (ZN) | (12,9) | 40.0 Нм; |
| — сребро (ZNS) | (12,9) | 33,5 Нм. |
| Максимални момент затезања за спојеве са навојем М8к1: | ||
| - жута (ZN) | (8,8) | 26.0 Нм; |
| — сребро (ZNS) | (8,8) | 22.0 Нм; |
| - жута (ZN) | (10,9) | 36.0 Нм; |
| — сребро (ZNS) | (10,9) | 32.0 Нм; |
| - жута (ZN) | (12,9) | 44,0 Нм; |
| — сребро (ZNS) | (12,9) | 35,5 Нм. |
| Максимални момент затезања за спојеве са навојем М10: | ||
| - жута (ZN) | (8,8) | 47.0 Нм; |
| — сребро (ZNS) | (8,8) | 41.0 Нм; |
| - жута (ZN) | (10,9) | 66.0 Нм; |
| — сребро (ZNS) | (10,9) | 60.0 Нм; |
| - жута (ZN) | (12,9) | 79.0 Нм; |
| — сребро (ZNS) | (12,9) | 66.0 Нм. |
| Максимални момент затезања за спојеве са навојем М10к1: | ||
| - жута (ZN) | (8,8) | 54.0 Нм; |
| — сребро (ZNS) | (8,8) | 44,0 Нм; |
| - жута (ZN) | (10,9) | 75.0 Нм; |
| — сребро (ZNS) | (10,9) | 65.0 Нм; |
| - жута (ZN) | (12,9) | 91.0 Нм; |
| — сребро (ZNS) | (12,9) | 72.0 Нм. |
| Максимални момент затезања за спојеве са навојем М12: | ||
| - жута (ZN) | (8,8) | 82.0 Нм; |
| — сребро (ZNS) | (8,8) | 71.0 Нм; |
| - жута (ZN) | (10,9) | 115.0 Нм; |
| — сребро (ZNS) | (10,9) | 104,0 Нм; |
| - жута (ZN) | (12,9) | 140.0 Нм; |
| — сребро (ZNS) | (12,9) | 116.0 Нм. |
| Максимални момент затезања за спојеве са навојем М12к1,5: | ||
| - жута (ZN) | (8,8) | 87,0 Нм; |
| — сребро (ZNS) | (8,8) | 73,0 Нм; |
| - жута (ZN) | (10,9) | 123.0 Нм; |
| — сребро (ZNS) | (10,9) | 108.0 Нм; |
| - жута (ZN) | (12,9) | 147.0 Нм; |
| — сребро (ZNS) | (12,9) | 120.0 Нм. |
| Максимални момент затезања за спојеве са навојем М14: | ||
| - жута (ZN) | (8,8) | 130.0 Нм; |
| — сребро (ZNS) | (8,8) | 112.0 Нм; |
| - жута (ZN) | (10,9) | 180.0 Нм; |
| — сребро (ZNS) | (10,9) | 165.0 Нм; |
| - жута (ZN) | (12,9) | 220.0 Нм; |
| — сребро (ZNS) | (12,9) | 185.0 Нм. |
| Максимални момент затезања за спојеве са навојем М14к1,5: | ||
| - жута (ZN) | (8,8) | 143.0 Нм; |
| — сребро (ZNS) | (8,8) | 120.0 Нм; |
| - жута (ZN) | (10,9) | 200.0 Нм; |
| — сребро (ZNS) | (10,9) | 175.0 Нм; |
| - жута (ZN) | (12,9) | 240.0 Нм; |
| — сребро (ZNS) | (12,9) | 195.0 Нм. |
| Максимални момент затезања за спојеве са навојем М18: | ||
| - жута (ZN) | (8,8) | 280.0 Нм; |
| — сребро (ZNS) | (8,8) | 240.0 Нм; |
| - жута (ZN) | (10,9) | 390.0 Нм; |
| — сребро (ZNS) | (10,9) | 355.0 Нм; |
| - жута (ZN) | (12,9) | 470.0 Нм; |
| — сребро (ZNS) | (12,9) | 395.0 Нм. |
| Максимални момент затезања за спојеве са навојем М18к1,5: | ||
| - жута (ZN) | (8,8) | 313.0 Нм; |
| — сребро (ZNS) | (8,8) | 265.0 Нм; |
| - жута (ZN) | (10,9) | 440.0 Нм; |
| — сребро (ZNS) | (10,9) | 385.0 Нм; |
| - жута (ZN) | (12,9) | 527.0 Нм; |
| — сребро (ZNS) | (12,9) | 430.0 Нм. |
Навој завртња мора да вири из матице (осим у посебно одређеним случајевима) за 2-3 навоја. Утикачи не смеју да вире из утора навртки. Крајеви клинова морају бити раширени и савијени, један на вијак, а други на матицу. Приликом склапања, издувајте цев за гориво и погонске цеви кочионог система компримованим ваздухом и намотајте их куглом одговарајућег пречника. Оштећени навоји у бочним елементима и другим елементима за причвршћивање могу се поправити коришћењем навојних уметака од жичане спирале (слика 2.56) следећим редоследом:
- избушите остатке старог вијка (сворњака);
- резани навоји за жичани уметак;
- изаберите уметак и заврните га у рупу у равни;
- одломити и уклонити реп уметка.
Оригинални унос се може пронаћи на порталу: BMWman.ru
Овај чланак је доступан на руски, енглески, бугарски, белоруски, украјински, хрватски, румунски, пољски, словачки, мађарски
Чланак верификован: Журавлева Изолда
Делите информације:
Претходни чланци
БМВ E53: Одржавање
Следећи чланци
Слични чланци о другим типовима аутомобила БМВ:
Захтеви за техничко стање аутомобила и мотора BMW 3 Series E46 (1998-2006, бензин)
Подизање и вуча аутомобила BMW 3 Series E21 (1975-1983)
Подизање и вуча аутомобила BMW 5 Series Е12 (1972-1981)
Упутство за поправку мотора. Опште информације BMW 5 Series E34 (1988-1996)
Општи опис аутомобила BMW 7 Series Е32 (1986-1994)
Поддомкрачивание / вывешивание и хитна превоз аутомобила BMW 7 Series E38 (1994-2001)
Увод у приручник за поправку аутомобила BMW X3 Е83 (2003-2010)
Захтеви за техничко стање аутомобила и мотора BMW 3 Series E46 (1998-2006, бензин)
Подизање и вуча аутомобила BMW 3 Series E21 (1975-1983)
Подизање и вуча аутомобила BMW 5 Series Е12 (1972-1981)
Упутство за поправку мотора. Опште информације BMW 5 Series E34 (1988-1996)
Општи опис аутомобила BMW 7 Series Е32 (1986-1994)
Поддомкрачивание / вывешивание и хитна превоз аутомобила BMW 7 Series E38 (1994-2001)
Увод у приручник за поправку аутомобила BMW X3 Е83 (2003-2010)
Веза у различитим форматима до ове странице
Коментари посетилаца
још увек нема коментара
- Опште информације
- Упутство за употребу
- Одржавање
- Бензински мотор M54
- Поправка мотора
- Систем за подмазивање
- Систем за хлађење
- Систем за напајање
- Систем убризгавања
- Издувни систем
- Електро мотора
- Бензински мотор M62
- Поправка мотора
- Систем за подмазивање
- Систем за хлађење
- Систем за напајање
- Издувни систем
- Електро мотора
- Бензински мотор N62
- Поправка мотора
- Систем за хлађење и подмазивање
- Систем за напајање и пуштања
- Електро мотора
- Дизел мотор М57
- Поправка мотора
- Систем за подмазивање
- Систем за хлађење
- Систем за напајање и пуштања
- Електро мотора
- Систем турбонаддува
- Трансмисија
- Квачило
- Механичка кутија
- Аутоматско кутија
- Раздаточная кутија и цардан
- Шасија
- Кочиони систем
- Управљање
- Предња суспензија
- Задња суспензија
- Точкови и гуме
- Каросерије
- Екстеријер
- Унутрашњост
- Врата и прозори
- Поправке и одржавање
- Отопитель и клима
- Електрична опрема
- Опрема и инструменти
- Полуге и прекидачи
- Електричне шеме