
Направляющие втулки клапанов охлажденные жидким азотом до температуры минус 150°С, запрессовываются в головку блока цилиндров, имеющую температуру 20-25°С. Проверку зазора проводить с использованием приспособления (рис. 3.9. Максимально допустимый зазор (при эксплуатации), между стержнем клапана и направляющей втулкой замеряется по максимальному смещению головки клапана, при нахождении штока клапана вровень с верхним краем направляющей, и должен быть не более 0,5 мм.
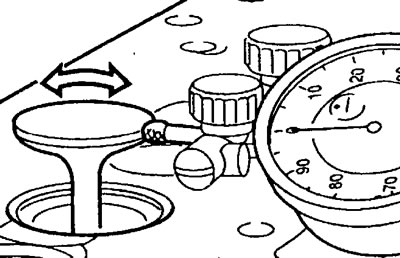
Рис. 3.9. Проверка направляющих втулок клапанов
Проверка износа направляющих втулок клапанов особенно важна для двигателей с большим пробегом.
Параметры направляющих втулок, мм
| Общая длина | 43,5 |
| Наружный диаметр: | |
| — номинальный | 12,5 |
| — 1-й рем. размер | 12,6 |
| — 2-й рем. размер | 12,7 |
| Допуск изготовления | от +0,033 до +0,044 |
| Внутренний диаметр: | |
| — номинальный | 7,0 |
| — 1-й рем. размер | 7,1 |
| — 2-й рем. размер | 7,2 |
| Допуск изготовления | от 0,0 до +0,015 |
| Диаметр отверстий под направляющие втулки: | |
| — номинальный | 12,5 |
| — 1-й рем. размер | 12,6 |
| — 2-й рем. размер | 12,7 |
| Допуск изготовления | от 0,00 до -0,018 |
В случае слишком большого зазора, более 0,5 мм, направляющую втулку обработать разверткой всухую, начиная со стороны камеры сгорания. После обработки втулки разверткой выполнить шлифование седла клапана.