
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Дефекты деталей кузовов, кабин и оперения
Дефекты деталей кузовов, кабин и оперения
Характерными дефектами деталей кузовов, кабин и оперения являются трещины, разрушения заклепочных и сварных соединений, коррозионные разрушения, вмятины и др. Трещины возникают в результате усталости металла, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах. Разрушения заклепочных и сварных соединений происходят в результате некачественной клепки и сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Коррозионные разрушения являются основным видом износа металлических деталей кузовов, кабин и оперения. Чаще всего встречается электрохимическая коррозия, при которой происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Коррозионные разрушения также происходят в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, каучуков, содержащих сернистые соединения, пластмасс на основе фенольных смол и других материалов. Вмятины, перекосы, разрывы появляются вследствие перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
В зависимости от характера деформации панели ее можно устранить правкой без нагрева, правкой с нагревом, сваркой, заменой деформированных участков панели, устранением неровностей синтетическими материалами.
Предварительная правка вмятин панели до получения правильной формы называется выколоткой. Выравнивание мелких вмятин и неровностей после выколотки и придание поверхности гладкой формы называется рихтовкой. Поврежденную поверхность очищают от загрязнений и противошумной мастики. Над вмятиной на панели устанавливают поддержку и плотно прижимают ее к панели рукой. Ударами выколоточного молотка выбивают вмятину до уровня неповрежденной части панели (рис. 4.35). На панелях, снятых с кузова, выколотку вмятин производят на плите, в которую упирают помятую поверхность.
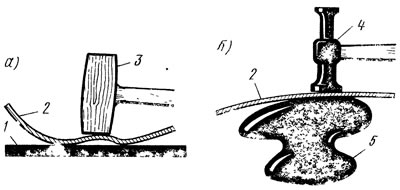
Рис. 4.35. Правка вмятин на металлических панелях: а - выколоткой; б - рихтовкой; 1 - плита; 2 - ремонтируемая деталь; 3 - киянка; 4 - молоток; 5 - поддержка
Выколотку глубоких вмятин без острых загибов и складок начинают с середины и постепенно переносят удары к ее краю. Вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки. Правку пологих вмятин начинают с края и постепенно переносят удары к середине. При выколотке необходимо проявлять осторожность, чтобы лишними и сильными ударами не растянуть металл, так как это усложняет работу по выравниванию поверхности.
Ручную рихтовку осуществляют рихтовальным молотком и поддержками, которые подбирают по профилю ремонтируемой панели. При рихтовке поддержку прижимают рукой к внутренней поверхности панели, а на лицевую рихтуемую поверхность наносят частые удары рихтовальным молотком так, чтобы они попадали на поддержку. Удары молотка постепенно переносят с одной точки на другую, осаживая выпуклости и поднимая вогнутые участки. Удары необходимо наносить всей плоскостью головки молотка, так как удары острым краем головки молотка оставляют насечки на рихтуемой поверхности, которые затем трудно удалить.
Механизированную рихтовку производят на специальных станках и пневматическими инструментами.
С целью упрощения процесса правки вмятин применяют местный нагрев до температуры 600...650°C с пятном нагрева диаметром 20...30 мм. Большая зона нагрева может привести к вспучиванию нагреваемого участка вследствие сжимающих усилий со стороны окружающего холодного металла. Легкими ударами деревянной киянки вокруг нагретого участка выпучины с помощью поддержки вгоняют излишек металла в это пятно.
Вмятины в панелях кузова, изготовленных из листового дюралюминия, трудно поддаются ремонту, так как дюралюминий в результате наклепа и старения сильно упрочняется. Отожженный дюралюминий становится мягким и легко поддается обработке давлением. Поэтому поврежденное место в панели нагревают до температуры 350...370°C, выдерживают при этой температуре 0,75...1,0 ч и охлаждают в воде или на воздухе.
Для выравнивания вмятин в труднодоступных местах применяют инструмент различной формы (рис. 4.36). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Если во внутренней панели отсутствует отверстие, то для ввода инструмента вырезают в ней отверстие необходимого размера и выправляют вмятину специальной оправкой или выдавливают при помощи специальных гидравлических или пневматических плунжерных приспособлений до упора металла выправляемого участка в наложенную на него поддержку.
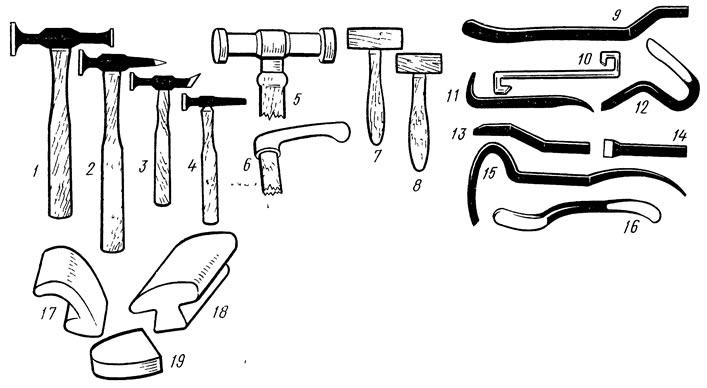
Рис. 4.36. Набор инструментов для устранения вмятин: 1-6 - молотки; 7 и 8 - киянки; 9-16 - оправки (ложки); 17-19 - поддержки
Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Трещины и разрывы в панелях кабин и кузовов устраняют с помощью электродуговой сварки в среде углекислого газа и газовой сварки. Места, подлежащие сварке, выправляют молотком с помощью поддержки и зачищают до металлического блеска. Для ограничения распространения трещины в процессе сварки концы ее засверливают.
При коротких трещинах, выходящих за кромку панели, сварку ведут в направлении к кромке. С нелицевой стороны детали приваривают полоску стали толщиной 3...4 мм и шириной 10...12 мм для усиления кромки шва. При длинных трещинах для предотвращения коробления при нагреве сварку ведут в отдельных точках на расстоянии 15...25 мм между ними. Затем выравнивают свариваемые участки и проваривают их сплошным швом в направлении от концов трещины к середине. При трещине, проходящей от заклепочного отверстия за кромку панели, удаляют заклепку, заваривают трещину, сверлят отверстие и приклепывают панель.
Поврежденные участки, не поддающиеся ремонту (коррозионные разрушения, разорванные и сильно помятые поверхности), удаляют газовым резаком или пневматическим резцом по специальным шаблонам. Место выреза подравнивают молотком с помощью поддержки, зачищают заусеницы и неровности по линии выреза напильником или шлифовальным кругом.
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. Затем деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. На крупных ремонтных предприятиях дополнительные ремонтные детали кузова и кабины изготавливают штамповкой на прессах.
При постановке дополнительной ремонтной детали внахлестку перекрытие основной детали должно быть 15...20 мм. Дополнительную деталь прижимают к ремонтируемой поверхности и прихватывают сваркой отдельными точками. Затем подравнивают места соединения панелей молотком и поддержкой и приваривают дополнительную деталь сплошным швом небольшими участками. Каждый участок шва в горячем состоянии проковывают и осаживают для получения ровной поверхности в месте соединения. После приварки дополнительной детали сварные швы зачищают шлифовальным кругом.
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Поверхность, подлежащую напылению, тщательно очищают от ржавчины и окалины, создают шероховатость крупнозернистым наждачным кругом, шлифовальной шкуркой или металлической щеткой и обезжиривают ацетоном или другим растворителем. Затем подготовленный участок нагревают горелкой до температуры 215...220°C. Включив подачу порошка, напыляют слой его на поверхность панели и укатывают металлическим катком. По хорошо прогретому укатанному слою пластмассы наносят следующий слой и опять укатывают его до полного заполнения неровной поверхности.
Поверхность панели, подлежащую ремонту эпоксидными композициями, подвергают очистке, шероховке и обезжириванию. Затем шпателем наносят эпоксидную композицию толщиной, обеспечивающей закрытие всех неровностей. После затвердевания поверхность шлифуют.
Коррозионные разрушения являются основным видом износа металлических деталей кузовов, кабин и оперения. Чаще всего встречается электрохимическая коррозия, при которой происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Коррозионные разрушения также происходят в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, каучуков, содержащих сернистые соединения, пластмасс на основе фенольных смол и других материалов. Вмятины, перекосы, разрывы появляются вследствие перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
В зависимости от характера деформации панели ее можно устранить правкой без нагрева, правкой с нагревом, сваркой, заменой деформированных участков панели, устранением неровностей синтетическими материалами.
Правка вмятин в холодном состоянии
Предварительная правка вмятин панели до получения правильной формы называется выколоткой. Выравнивание мелких вмятин и неровностей после выколотки и придание поверхности гладкой формы называется рихтовкой. Поврежденную поверхность очищают от загрязнений и противошумной мастики. Над вмятиной на панели устанавливают поддержку и плотно прижимают ее к панели рукой. Ударами выколоточного молотка выбивают вмятину до уровня неповрежденной части панели (рис. 4.35). На панелях, снятых с кузова, выколотку вмятин производят на плите, в которую упирают помятую поверхность.
Рис. 4.35. Правка вмятин на металлических панелях: а - выколоткой; б - рихтовкой; 1 - плита; 2 - ремонтируемая деталь; 3 - киянка; 4 - молоток; 5 - поддержка
Выколотку глубоких вмятин без острых загибов и складок начинают с середины и постепенно переносят удары к ее краю. Вмятины с острыми углами выбивают, начиная с острого угла или с выправки складки. Правку пологих вмятин начинают с края и постепенно переносят удары к середине. При выколотке необходимо проявлять осторожность, чтобы лишними и сильными ударами не растянуть металл, так как это усложняет работу по выравниванию поверхности.
Ручную рихтовку осуществляют рихтовальным молотком и поддержками, которые подбирают по профилю ремонтируемой панели. При рихтовке поддержку прижимают рукой к внутренней поверхности панели, а на лицевую рихтуемую поверхность наносят частые удары рихтовальным молотком так, чтобы они попадали на поддержку. Удары молотка постепенно переносят с одной точки на другую, осаживая выпуклости и поднимая вогнутые участки. Удары необходимо наносить всей плоскостью головки молотка, так как удары острым краем головки молотка оставляют насечки на рихтуемой поверхности, которые затем трудно удалить.
Механизированную рихтовку производят на специальных станках и пневматическими инструментами.
Правка вмятин с нагревом
С целью упрощения процесса правки вмятин применяют местный нагрев до температуры 600...650°C с пятном нагрева диаметром 20...30 мм. Большая зона нагрева может привести к вспучиванию нагреваемого участка вследствие сжимающих усилий со стороны окружающего холодного металла. Легкими ударами деревянной киянки вокруг нагретого участка выпучины с помощью поддержки вгоняют излишек металла в это пятно.
Вмятины в панелях кузова, изготовленных из листового дюралюминия, трудно поддаются ремонту, так как дюралюминий в результате наклепа и старения сильно упрочняется. Отожженный дюралюминий становится мягким и легко поддается обработке давлением. Поэтому поврежденное место в панели нагревают до температуры 350...370°C, выдерживают при этой температуре 0,75...1,0 ч и охлаждают в воде или на воздухе.
Правка вмятин в труднодоступных для ремонта местах
Для выравнивания вмятин в труднодоступных местах применяют инструмент различной формы (рис. 4.36). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Если во внутренней панели отсутствует отверстие, то для ввода инструмента вырезают в ней отверстие необходимого размера и выправляют вмятину специальной оправкой или выдавливают при помощи специальных гидравлических или пневматических плунжерных приспособлений до упора металла выправляемого участка в наложенную на него поддержку.
Рис. 4.36. Набор инструментов для устранения вмятин: 1-6 - молотки; 7 и 8 - киянки; 9-16 - оправки (ложки); 17-19 - поддержки
Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Устранение повреждений сваркой
Трещины и разрывы в панелях кабин и кузовов устраняют с помощью электродуговой сварки в среде углекислого газа и газовой сварки. Места, подлежащие сварке, выправляют молотком с помощью поддержки и зачищают до металлического блеска. Для ограничения распространения трещины в процессе сварки концы ее засверливают.
При коротких трещинах, выходящих за кромку панели, сварку ведут в направлении к кромке. С нелицевой стороны детали приваривают полоску стали толщиной 3...4 мм и шириной 10...12 мм для усиления кромки шва. При длинных трещинах для предотвращения коробления при нагреве сварку ведут в отдельных точках на расстоянии 15...25 мм между ними. Затем выравнивают свариваемые участки и проваривают их сплошным швом в направлении от концов трещины к середине. При трещине, проходящей от заклепочного отверстия за кромку панели, удаляют заклепку, заваривают трещину, сверлят отверстие и приклепывают панель.
Замена деформированных участков панели
Поврежденные участки, не поддающиеся ремонту (коррозионные разрушения, разорванные и сильно помятые поверхности), удаляют газовым резаком или пневматическим резцом по специальным шаблонам. Место выреза подравнивают молотком с помощью поддержки, зачищают заусеницы и неровности по линии выреза напильником или шлифовальным кругом.
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. Затем деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. На крупных ремонтных предприятиях дополнительные ремонтные детали кузова и кабины изготавливают штамповкой на прессах.
При постановке дополнительной ремонтной детали внахлестку перекрытие основной детали должно быть 15...20 мм. Дополнительную деталь прижимают к ремонтируемой поверхности и прихватывают сваркой отдельными точками. Затем подравнивают места соединения панелей молотком и поддержкой и приваривают дополнительную деталь сплошным швом небольшими участками. Каждый участок шва в горячем состоянии проковывают и осаживают для получения ровной поверхности в месте соединения. После приварки дополнительной детали сварные швы зачищают шлифовальным кругом.
Устранение неровностей синтетическими материалами
Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями. Поверхность, подлежащую напылению, тщательно очищают от ржавчины и окалины, создают шероховатость крупнозернистым наждачным кругом, шлифовальной шкуркой или металлической щеткой и обезжиривают ацетоном или другим растворителем. Затем подготовленный участок нагревают горелкой до температуры 215...220°C. Включив подачу порошка, напыляют слой его на поверхность панели и укатывают металлическим катком. По хорошо прогретому укатанному слою пластмассы наносят следующий слой и опять укатывают его до полного заполнения неровной поверхности.
Поверхность панели, подлежащую ремонту эпоксидными композициями, подвергают очистке, шероховке и обезжириванию. Затем шпателем наносят эпоксидную композицию толщиной, обеспечивающей закрытие всех неровностей. После затвердевания поверхность шлифуют.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Дефекты деталей подвески — технологический процесс ремонта (Основы ремонта автомобилей)
Дефекты деталей рам — технологический процесс ремонта (Основы ремонта автомобилей)
Купе BMW M2 CS Racing раскрыло несколько новых деталей (Автомобильные новости)
Методы контроля дефектации деталей (Основы ремонта автомобилей)
Виды и характеристика дефектов деталей (Основы ремонта автомобилей)
Дефекты деталей подвески — технологический процесс ремонта (Основы ремонта автомобилей)
Дефекты деталей рам — технологический процесс ремонта (Основы ремонта автомобилей)
Купе BMW M2 CS Racing раскрыло несколько новых деталей (Автомобильные новости)
Методы контроля дефектации деталей (Основы ремонта автомобилей)
Виды и характеристика дефектов деталей (Основы ремонта автомобилей)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот