
Технологический процесс ремонта камер включает следующие операции: вырезку поврежденных участков, придание шероховатости краям, нанесение клея и сушку, заделку повреждений, вулканизацию, отделку и контроль.
Вырезка поврежденных участков осуществляется ножницами в форме овала. Подлежащий замене вентиль удаляют, вырезая участок резины вокруг него под постановку заплаты, а для вентиля пробивают отверстие диаметром 5...6 мм в другом месте камеры. В местах проколов поврежденные участки камер не вырезают.
Придание шероховатости краям выреза производится по периметру абразивным кругом. Ширина зоны должна отстоять от краев выреза на расстояние 20...30 мм. Границы обработки места под установку пятки вентиля должны быть удалены от краев накладываемой пятки на 15...20 мм. Место прокола на участке диаметром 15...20 мм абразивным кругом. Обработанные места очищают от пыли жесткой щеткой.
Нанесение клея концентрацией 1:8 на обработанные поверхности камеры производится дважды с последующей сушкой каждого слоя в течение 25...30 мин при температуре 30...40°C в сушильном шкафу.
Подготовка починочного материала состоит из вырезки заплаты, ее шероховки, нанесения на нее клея и просушки. Для ремонта камер используют заплаты из годных частей утильных камер, не имеющих трещин, затвердений и следов воздействия нефтепродуктов. Применяются также заплаты из сырой камерной листовой резины толщиной 2 мм. По своим размерам вырезанные заплаты должны превышать размеры повреждений камер на 15...30 мм. Заплаты из вулканизированной резины обрабатывают на наждачном круге с одной стороны, скашивая края заплаты. Проколы размером до 2 мм заделывают только сырой резиной. Заготовки для пятки вентилей камер изготавливают из сырой камерной резины и прорезиненного чефера.
На шерохованные поверхности заплат дважды наносят клей концентрации 1:8 с просушкой каждого слоя. Края просушенных заплат обкладывают лентой из прослоечной резины шириной 5...7 мм. На поверхность заплаты из сырой резины и прорезиненного чефера наносят один слой клея с последующей просушкой. Собранные заготовки пятки (рис. 4.34) в сборе с вентилем камеры вулканизируют в специальной форме.
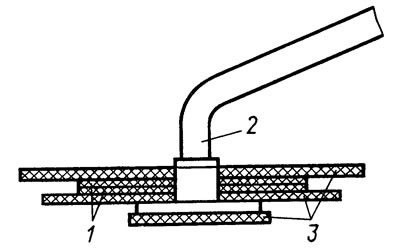
Рис. 4.34. Сборка пятки вентиля камеры шины грузового автомобиля: 1 - слои чефера; 2 - вентиль; 3 - слой камерной или протекторной резины
Заделка повреждений заключается в наложении подготовленных заплат на камеру, прикатывании их роликом и припудривании тальком.
Вулканизация камер производится на плите вулканизационного аппарата с паровым или электрическим подогревом. Время вулканизации заплат 15 мин, пятки в сборе с вентилем — 20 мин.
Отделка камер включает отрезание краев заплаты заподлицо с поверхностью камеры и зачистку неровностей шлифовальным кругом.
Контроль камеры производят наружным осмотром и проверкой на герметичность воздухом давлением 0,15 МПа в ванне с водой. У отремонтированных камер не допускаются пористость резины, вздутия, следы недовулканизации, отслаивание пятки вентиля и заплат.