
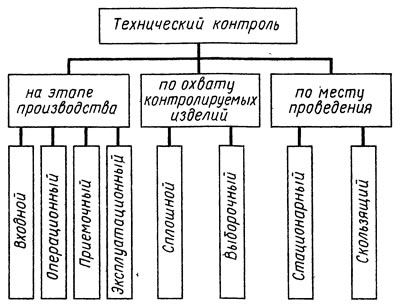
Рис. 1.7. Классификация видов технического контроля
В задачи службы технического контроля на этапе производства также входят (рис. 1.7):
- входной контроль качества поступающих на предприятие сырья, материалов, полуфабрикатов и комплектующих изделий;
- операционный контроль во время выполнения или после завершения определенных технологических операций;
- приемочный контроль с целью принятия решения о пригодности продукции к поставкам и использованию (ГОСТ 16504—81);
- эксплуатационный контроль с целью проверки правильности проведения периода обкатки агрегатов и автомобиля в условиях эксплуатации, соблюдения периодичности и объема технического обслуживания, сбора и анализа информации о надежности продукции ремонтного предприятия.
По охвату контролируемой продукции различают:
- сплошной контроль (всех единиц продукции в партии;
- выборочный контроль, который характеризуется проверкой одной или нескольких единиц из определенной партии или потока продукции.
По месту проверки различают:
- стационарный контроль — выполняется на специально оборудованном в цехе (участке) контрольном посту;
- скользящий контроль — выполняется на рабочем месте, куда доставляют необходимые средства контроля и прибывает контролер.
Посты ОТК планируют, размещают и оснащают с учетом их назначения, характера выполняемых контрольных операций. Посты контроля специализируются по предметному признаку (пост контроля коленчатых валов, пост контроля корпусных деталей и т.п.).
Планирование контроля в АРП включает: определение объемов и составление планов контроля, оценку качества продукции по результатам контроля.
Приемо-сдаточным испытаниям и приемочному контролю подвергается 100% отремонтированных автомобилей. Приемо-сдаточные испытания целесообразно проводить на обкаточно-тормозных стендах. Представитель ОТК завода в паспорте обкатанного и принятого автомобиля делает отметку о его пригодности к эксплуатации.
Важным этапом в организации ОТК является подбор кадров, при котором должен действовать принцип: превосходство знания контролирующего над знаниями контролируемого. Работник ОТК должен хорошо знать технологический процесс, уметь не только обнаружить дефекты продукции, но и установить причину их появления, а также участвовать в разработках мероприятий по повышению качества выпуска изделий.