
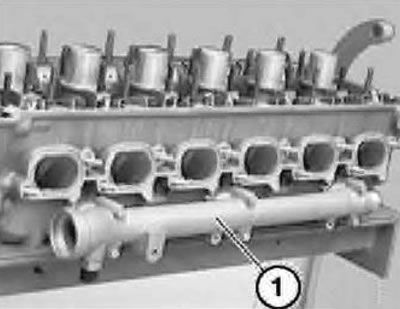
Рис. 7.59. Патрубок
Вывернуть опорный палец (1, рис. 7.60) планки (2) натяжителя и снять ее. Снять оси рычагов толкателей выпускных и впускных клапанов. Снять все пружины клапанов, заменить маслосъемные колпачки и снять все клапаны. Технология выполнения этих операций идентична технология выполняемых на двигателях серии «М50».
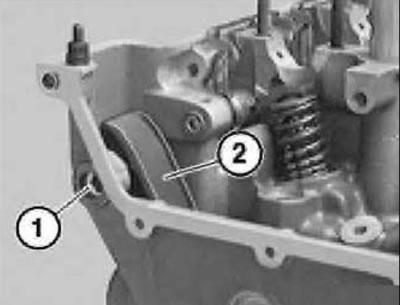
Рис. 7.60. Планка
В случае необходимости провести обработку седел клапанов с помощью приспособления «00.3.520» или «00.3.580» (см. рис. 5.52). При обработке опорной поверхности седла клапана, наружный и внутренний диаметр следует притереть корректировочной фрезой до получения размеров соответствующих техническим характеристикам (см. рис. 3.8). Особое внимание уделяется соблюдения ширины рабочей фаски.
Измерить зазор между направляющей втулкой и стержнем клапана, изложенной для двигателей серии «М50» (см. рис. 3.9). При большем зазоре, головка двигателя «S54» подлежит замене.
Используя набор приспособлений «11.1.402», «11.1.404», «11.1.431» и «11.1.433», закрыть отверстия охлаждающей полости головки блока цилиндров. Подключить источник сжатого воздуха к приспособлению «11.1.404» (рис. 7.61), погрузить головку блока в ванну с умягченной водой (дождевой) и дать испытательное давление 4,5 бар (кгс/см2). Проконтролировать герметичность головки по появлению пузырьков воздуха. Негерметичная головка блока цилиндров подлежит замене.

Рис. 7.61. Головка блока
Сборку головки блока цилиндров следует проводить в обратном порядке, при этом необходимо заменить уплотнительное кольцо опорного пальца планки натяжителя, сам опорный палец затянуть моментом 13 Н·м (1,3 кгс·м). Очистить уплотняемые поверхности патрубка системы охлаждения и заменить уплотнительные кольца круглого сечения.