
- Главная
- Автомобильные статьи
- Основы ремонта автомобилей
- Нормирование станочных работ
Нормирование станочных работ
Особенности нормирования
Механическую обработку применяют при изготовлении деталей, восстановлении их способами ремонтных размеров и постановке дополнительных деталей. Она является сопутствующей при восстановлении деталей гальваническими покрытиями, наплавкой, напылением, пластическим деформированием. При ремонте автомобилей применяются все виды механической обработки, распространенные в промышленности. Наибольший удельный вес занимают токарные, сверлильные, шлифовальные и фрезерные работы, реже применяют зуборезные, протяжные, хонинговальные и строгальные работы.
Основное время на станочную операцию определяют исходя из рациональных режимов обработки детали на данном станке — глубины резания, подачи и скорости резания.
Глубина резания t и число проходов i определяются в зависимости от припуска на обработку h, точности обработки и шероховатости поверхности. При черновой обработке рекомендуется назначать максимальную глубину резания, по возможности соответствующую срезанию припуска на черновую обработку за один проход. При недостаточной мощности станка или жесткости системы "станок—приспособление—инструмент—деталь" припуск снимается за несколько проходов. При этом число проходов
При чистовой обработке весь припуск следует снимать за один проход.
Подача устанавливается по нормативам (нормативным таблицам). При черновой обработке подача назначается возможно большая в целях сокращения времени обработки и устранения вибраций, возникающих в процессе резания. При чистовой обработке подача назначается с учетом требования шероховатости поверхности.
Скорость резания также устанавливается по нормативам в зависимости от глубины резания, подачи, материала обрабатываемой детали и режущего инструмента. Для черновых проходов по установленным режимам определяется мощность резания Nрез, которая должна удовлетворять требованию
где Nст — мощность электродвигателя станка, кВт; ν — коэффициент полезного действия станка.
Если выбранный режим не отвечает указанному условию, необходимо понизить скорость резания и соответственно частоту вращения детали (режущего инструмента) до значений, допускаемых мощностью станка. При работе на современных станках допускаемую мощность резания проверяют в исключительных случаях — при использовании предельных сечений стружки или подач.
Основное время То на операцию определяется по формулам на каждый переход операции, после чего время на все переходы суммируется, т. е. определяется время на выполнение операции:
где to1, to2, ..., ton — основное время соответственно на первый, второй переходы и т.д., мин.
По каждому элементу перехода по нормативам выбирается вспомогательное время на их выполнение, а затем суммируется по отдельным комплексам приемов: время на установку и снятие детали; время, связанное с переходом; время на контрольные измерения. Сумма комплексов этих приемов и является вспомогательным временем на операцию. Время на обслуживание рабочего места, отдых и личные надобности определяется по нормативам в процентах от оперативного времени. Подготовительно-заключительное время определяется по нормативам на партию деталей.
Токарные работы
При обработке деталей на токарных станках выполняются следующие основные работы: обтачивание наружных цилиндрических поверхностей; растачивание внутренних поверхностей; обработка торцовых поверхностей; обработка канавок, выточек, фасок; нарезание резьбы.
Режимы резания при точении наружных и растачивании внутренних поверхностей определяют в определенной последовательности (рис. 5.2).
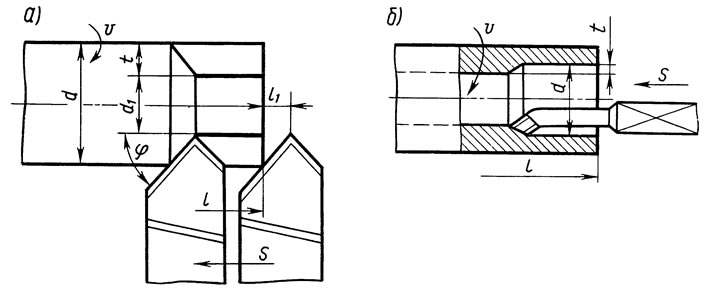
Рис. 5.2. Основные схемы резания при токарной обработке: а - точение наружных поверхностей; б - растачивание отверстий
Рассчитывают глубину резания
где d — диаметр поверхности детали до обработки (при растачивании — после обработки), мм; d₁ — диаметр поверхности детали после обработки (при растачивании — до обработки), мм.
Затем в зависимости от припуска на обработку h назначают число проходов по формуле (5.1).
Подача (S) определяется с учетом поправочных коэффициентов:
где Sm — табличное значение подачи, мм/об; К — поправочные коэффициенты (их произведение), учитывающие конкретные условия обработки.
Расчетное значение подачи корректируется по паспортным данным станка и принимается ближайшее значение Sф. После определения подачи рассчитывают скорость резания v. Ее определяют с учетом поправочных коэффициентов:
где vm — табличное значение скорости резания, м/мин; К — поправочные коэффициенты (их произведение), учитывающие конкретные условия обработки.
Частота вращения детали, соответствующая расчетной скорости резания,
Затем расчетное значение частоты вращения корректируется по паспортным данным станка и принимается ближайшее значение. На основании полученной фактической частоты вращения nф уточняется скорость резания
Режимы резания для черновых проходов проверяются по мощности станка и должны удовлетворять условию (5.2).
Основное время на переход
где L — путь, проходимый инструментом, мм.
Путь L складывается из длины обрабатываемой поверхности Z, длины врезания и перебега инструмента l₁ и длины на взятие пробной стружки l₂:
Основное время на выполнение токарной операции То определяется по формуле (5.3).
При обработке mopwoe (рис. 5.3) с поперечной подачей глубиной резания принято считать толщину снимаемого слоя; при отрезке глубиной резания является ширина резца. При определении частоты вращения детали рекомендуется принимать средний диаметр обработки, так как по мере перемещения резца изменяется диаметр обработки и соответственно скорость резания, что приводит к изменению стойкости резца.
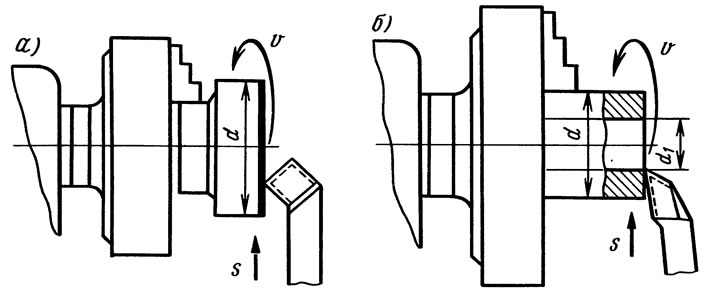
Рис. 5.3. Обработка торцовых поверхностей: а - проходным торцовым резцом; б - подрезным резцом
Основное время определяется по формуле (5.8), но длина обрабатываемой поверхности сплошного сечения l=d/2, а для кольцевого сечения l=(d-d₁)/2.
При нарезании резьбы (рис. 5.4) подача определяется шагом резьбы. В зависимости от конструкции детали на ограниченном участке резьба нарезается в упор, на свободном участке — на проход.
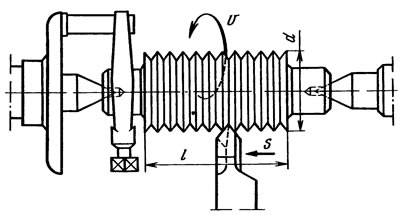
Рис. 5.4. Нарезание резьбы
При точении фасок и галтелей подачу осуществляют вручную и с частотой вращения деталей предыдущего или последующего перехода. Основное время принимают по нормативам.
Сверлильные работы
Основными видами сверлильных работ являются сверление, рассверливание, зенкерование и развертывание отверстий; нарезание резьбы и зенкование фасок в отверстиях (рис. 5.5).
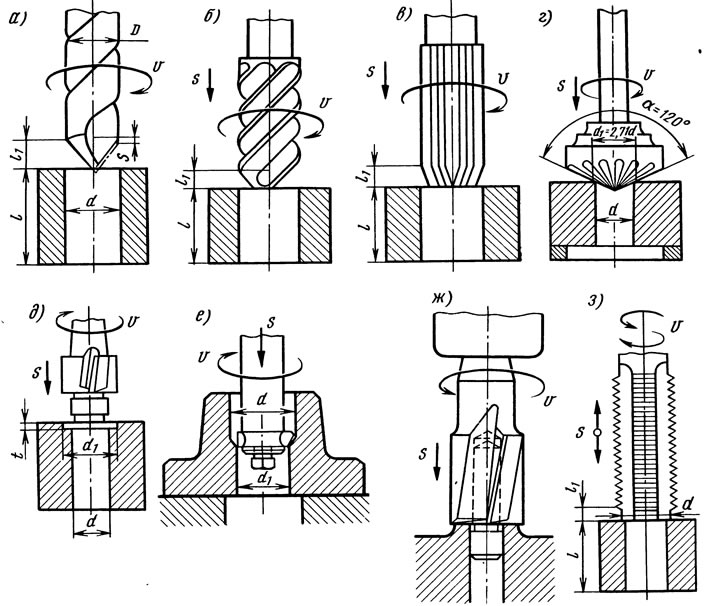
Рис. 5.5. Основные схемы резания при сверлильных и расточных работах: а - сверление; б - зенкерование; в - развертывание; г и д - зенкование соответственно конической и цилиндрической зенковками; е - растачивание отверстия резцом; ж - цекование поверхности; з - нарезание резьбы в отверстии
Последовательность нормирования сверлильных работ аналогична нормированию токарных работ. Глубина резания при сверлении в сплошном металле равна половине диаметра сверла. При рассверливании, зенкеровании и развертывании отверстии глубина резания t определяется как и при растачивании отверстий по формуле (5.4). При сверлении сквозных отверстий с целью предупреждения поломки сверл табличные значения подачи уменьшают на 20...25% или досверливание осуществляют с ручной подачей. При нарезании резьбы подача равна шагу резьбы.
Основное время определяется по формуле (5.8). При этом длина пути, проходимого инструментом, L=l+l₁. Основное время при нарезании резьбы машинными метчиками
где n'ф — частота вращения метчика при вывертывании из отверстия, скорректированная по паспортным данным станка, мин⁻¹.
Фрезерные работы
Основными видами фрезерных работ являются фрезерование плоскостей цилиндрическими, торцевыми, дисковыми фрезами и фрезерование пазов дисковыми и концевыми фрезами (рис. 5.6).
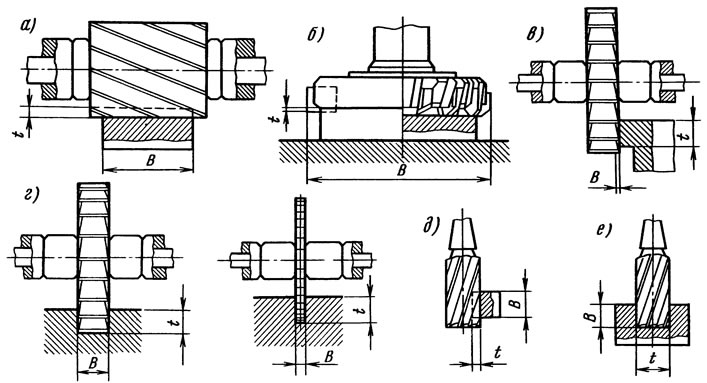
Рис. 5.6. Основные схемы резания при фрезерных работах: а, б, в и д - обработка плоскости соответственно цилиндрической, торцовой, дисковой и концевой фрезами; г и е - фрезерование пазов соответственно дисковой и концевой фрезами
Режимы резания определяют в такой последовательности. Глубину резания t и число проходов определяют в зависимости от точности и шероховатости поверхности. При черновом фрезеровании весь припуск на обработку рекомендуется снимать за один проход. При повышенных требованиях к точности и шероховатости поверхности обработку ведут в два прохода: черновой и чистовой.
Расчетное значение подачи на один зуб фрезы
где Sm — табличное значение подачи, мм/зуб; К — поправочные коэффициенты (их произведение), учитывающие конкретные условия обработки.
Для чистового фрезерования нормативами предусматривается подача на один оборот фрезы. В этом случае расчетная подача на один зуб фрезы
где So — табличное значение подачи, мм/об; Z — число зубьев фрезы.
Скорость резания определяется по формуле (5.5), частота вращения фрезы по формуле (5.6) и фактическая скорость резания по формуле (5.7). При нормировании фрезерных работ вводится понятие минутной подачи
где nф — фактическая частота вращения фрезы, мин⁻¹.
Расчетная минутная подача корректируется по паспортным данным станка, и принимается ближайшее ее значение. Уточняется подача на зуб фрезы с учетом фактической минутной подачи:
Выбранный режим резания для черновых проходов должен удовлетворять условию (5.2).
Основное время
Длина пути, проходимого инструментом, определяется по формуле (5.9), основное время на операцию по формуле (5.3).
Шлифовальные работы
Основными видами шлифовальных работ являются круглые наружное и внутреннее шлифование, бесцентровое шлифование, плоское шлифование периферией круга (рис. 5.7). При всех видах работ в целях обеспечения требований к качеству обрабатываемой поверхности, чистовое шлифование рекомендуется вести со скоростью шлифовального круга не выше 35 м/с, для чернового шлифования — 50 м/с и выше.
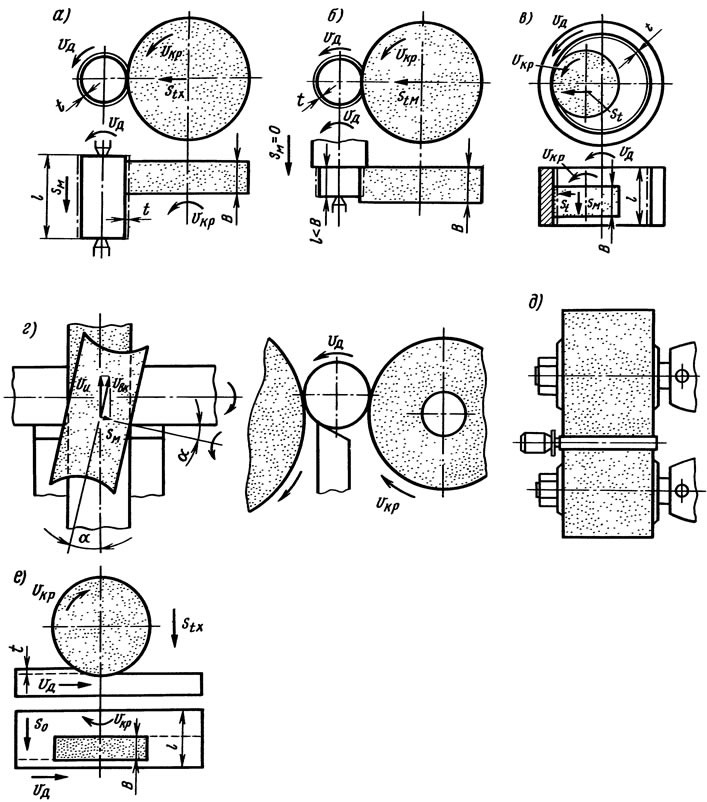
Рис. 5.7. Основные схемы резания при шлифовании: а - круглое наружное шлифование с продольной и поперечной подачами; б - круглое наружное шлифование только с поперечной подачей; в - круглое внутреннее шлифование; г - бесцентровое шлифование способом продольной подачи; д - бесцентровое шлифование с поперечной подачей; е - плоское шлифование периферией круга; vкр - скорость вращения шлифовального круга
Круглое наружное шлифование. Режимы резания с продольной подачей определяют в такой последовательности (рис. 5.7, а). Частоту вращения детали определяют по нормативам и уточняют по паспортным данным станка. Скорость вращения детали
где d — диаметр поверхности детали до обработки, мм.
Продольную подачу круга (Sm) определяют по нормативам с учетом поправочных коэффициентов:
где Sm — табличное значение продольной подачи, мм/мин; К — поправочные коэффициенты (их произведение), учитывающие конкретные условия обработки.
Поперечную подачу (Stx) также определяют по нормативам с учетом поправочных коэффициентов:
Основное время
где L — длина продольного хода стола, мм; h — припуск на обработку на сторону, мм; К — поправочные коэффициенты, учитывающие твердость круга и точность шлифования.
При шлифовании с выходом шлифовального круга в обе стороны длина
где l — длина обрабатываемой поверхности, мм; В — ширина шлифовального круга, мм;
с выходом в одну сторону
Режимы резания только с поперечной подачей определяют в такой последовательности (рис. 5.7, 6). Частоту вращения детали определяют по нормативам и уточняют по паспортным данным станка. Скорость вращения детали рассчитывают по формуле (5.10), а поперечную подачу — по нормативам с учетом поправочных коэффициентов:
где Sm — табличное значение поперечной подачи, мм/мин.
Основное время
Основное время на операцию То при круглом наружном шлифовании рассчитывают по формуле (5.3).
Круглое внутреннее шлифование
Последовательность определения режимов резания при внутреннем шлифовании (рис. 5.7, в) аналогична последовательности их определения при круглом наружном шлифовании с продольной подачей.
Основное время
При шлифовании отверстия с выходом круга в обе стороны L=l-1/ЗВ, с выходом круга в одну сторону L=l-2/3В.
Бесцентровое шлифование
Режимы резания с продольной подачей определяют в такой последовательности (рис. 5.7, г). Частоту вращения детали определяют по нормативам и уточняют по паспортным данным станка, а скорость ее вращения — по формуле (5.10). Продольную подачу Sm рассчитывают по формуле (5.11).
Основное время
где L — длина шлифования, мм, равная сумме длины шлифуемой поверхности l и длины врезания и перебега шлифовального круга l₁; L=l+l₁; K₁ — коэффициент, учитывающий твердость круга.
Последовательность определения режимов резания бесцентрового шлифования с поперечной подачей (рис. 5.7, д) аналогична последовательности определения режимов резания при круглом наружном шлифовании с поперечной подачей. Основное время рассчитывают по формуле (5.12).
Плоское шлифование периферией круга
Деталь обрабатывается на станках с прямоугольным столом. Режимы резания определяют в такой последовательности (рис. 5.7, е). Поперечную подачу шлифовального круга So и скорость перемещения стола vд определяют по нормативам.
Вертикальную подачу Stx определяют также по нормативам с учетом поправочных коэффициентов:
где Sm — табличное значение вертикальной подачи, мм/ход; К — поправочные коэффициенты (их произведение), учитывающие конкретные условия обработки.
Основное время
где Lд — длина шлифования, равная длине шлифуемой поверхности l и длине врезания и перебега шлифовального круга l₁; Lд=l+l₁, мм; Вд — ширина шлифования, мм; q — число одновременно обрабатываемых деталей.
Хонинговальные работы
Хонингование отверстий является окончательной обработкой поверхности для получения высокой точности размеров и придания ей меньшей шероховатости (рис. 5.8). Режимы резания определяют в такой последовательности. Скорость вращения хонинговальной головки vBp определяют по нормативам. Частоту вращения хонинговальной головки рассчитывают по формуле (5.6) и уточняют по паспортным данным станка. Скорость возвратно-поступательного движения хонинговальной головки vBn определяют по нормативам и уточняют по паспортным данным станка. Удельное давление р брусков на поверхность детали назначают по нормативам.
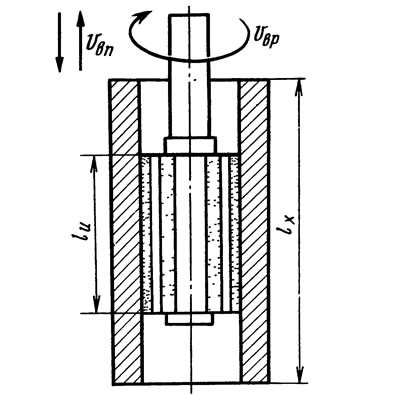
Рис. 5.8. Схема процесса хонингования
Частота двойных ходов хонинговальной головки
где Lp — длина рабочего хода, которая равна сумме длины хонингования lx, длины выхода брусков за торцы обрабатываемой поверхности l₁ и длины брусков хонинговальной головки lu, мм.
При этом l₁=(0,2÷0,4)lu, lu=(1/3÷3/4)lх.
Основное время
где nп — полное число двойных ходов хонинговальной головки, необходимое для снятия всего припуска.
Число
где b — толщина слоя металла, снимаемого за двойной ход хонинговальной головки (для чугуна b=0,0004÷0,0020), мм.
Протяжные работы
Протягивание является одним из наиболее производительных методов обработки резанием внутренних и наружных поверхностей. В авторемонтном производстве протягиванием обрабатывают шлицевые и шпоночные поверхности и отверстия под валы.
Режимы резания определяют в такой последовательности. Сила резания
где qo — сила резания, приходящаяся на 1 мм длины режущей кромки; ∑lр — суммарная длина режущих кромок зубьев, одновременно участвующих в работе; Kр — общий поправочный коэффициент, учитывающий конкретные условия выполнения работы.
Скорость резания определяют по нормативам и корректируют по паспортным данным станка. Длина рабочей части протяжки
где L — общая длина протяжки, мм; l₁ — длина протяжки до первого зуба, мм.
Длина рабочего хода протяжки Lр равна сумме длин протягиваемой поверхности l, рабочей части протяжки lп и длины на перебег протяжки (lдоп=30÷50 мм):
Основное время
где К — коэффициент, учитывающий соотношение скорости резания и обратного хода протяжки.
Статья проверена: Журавлёва Изольда
Поделитесь информацией:
Предыдущие статьи
Основы ремонта автомобилей
Следующие статьи
Похожие статьи из соседних разделов:
Организация разборочных работ (Основы ремонта автомобилей)
Значение моечно-очистных работ в повышении качества ремонта (Основы ремонта автомобилей)
Меры безопасности при проведении ремонтных работ (Техобслуживание двигателей «M»)
Проведение работ по техническому обслуживанию (Техобслуживание двигателей «M»)
Указания по выполнению работ на системе охлаждения (Ремонт двигателей М54/М56 и S54)
Организация разборочных работ (Основы ремонта автомобилей)
Значение моечно-очистных работ в повышении качества ремонта (Основы ремонта автомобилей)
Меры безопасности при проведении ремонтных работ (Техобслуживание двигателей «M»)
Проведение работ по техническому обслуживанию (Техобслуживание двигателей «M»)
Указания по выполнению работ на системе охлаждения (Ремонт двигателей М54/М56 и S54)
Ссылка на эту страницу в разных форматах
Комментарии посетителей
Комментариев пока нет
Автомобильные статьи
Анекдот про автомобили:
хочу ещё анекдот