
Freze pentru prelucrarea scaunelor supapelor
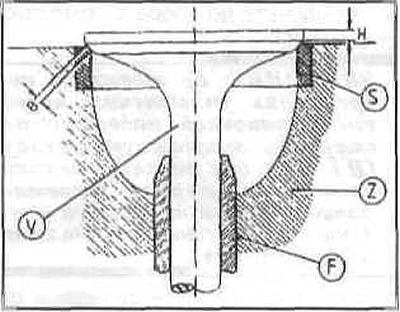
B — lățimea contactului supapei;
F — bucșă de ghidare a supapei;
H — înălțimea părții cilindrice;
S — inelul scaunului supapei.
Supapele sunt șlefuite pe o mașină de șlefuit la un unghi de 45°. Supapele cu o înălțime prea mică (H) trebuie înlocuite. Grosimea minimă a muchiei pentru motoarele pe benzină: supapă de evacuare - H=1,98 mm, supapă de admisie - H=1,19 mm.
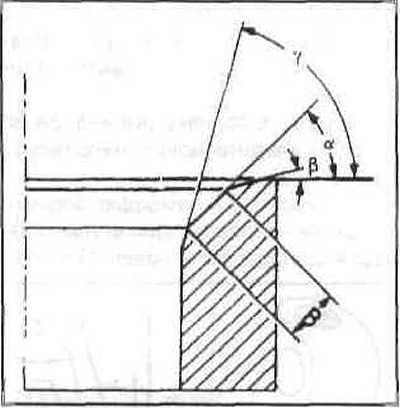
Notă: La prelucrarea scaunului supapei, prelucrați suprafața la un unghi de 45°, apoi prelucrați lățimea suprafeței de contact prin frezare, menținând unghiul de corecție. După procesare, măcinați supapele.
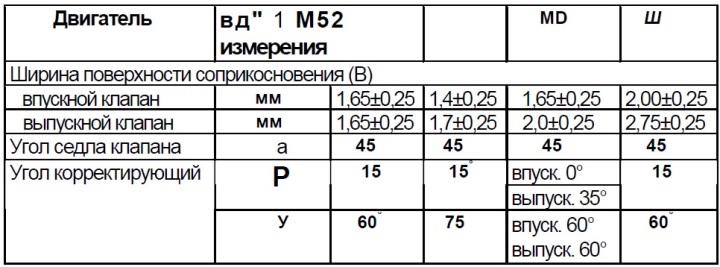
Dimensiuni după prelucrarea scaunelor supapelor
[Textul original poate fi citit pe site BMWman.ru]