
Provjera završnice
1. Za mjerenje zazora, radilica mora biti na svom mjestu u glavnim ležajevima, ali slobodna u aksijalnom smjeru.
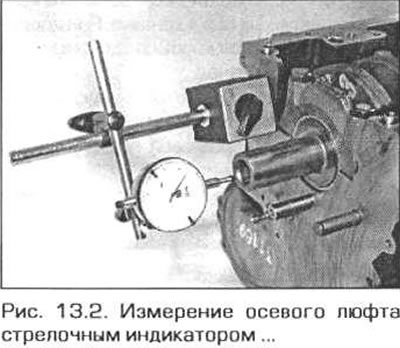
2. Ugradite indikator pokazivača na kraj osovine i naslonite njegovu sondu na kraj osovine (riža. 13.2). Gurnite osovinu u jednu stranu dok se ne zaustavi i resetirajte indikator. Sada ga gurnite na drugu stranu dok se ne zaustavi i pročitajte očitanje indikatora. Ovo je aksijalna igra. Usporedite rezultat s reguliranom vrijednošću zazora (vidi tehničke podatke) i odlučiti treba li promijeniti potisni ležaj.
3. Ako nemate brojčanik, tada možete izmjeriti zazor ravnim sondama. Gurnite vratilo prema zamašnjaku i izmjerite zazor između rebra radilice i potisnog ležaja (riža. 13.3).

Provjera statusa
4. Operite radilicu u kerozinu ili drugom prikladnom otapalu. Osušite osovinu, po mogućnosti komprimiranim zrakom ako je moguće. Očistite otvore za ulje.
Pažnja! Pri radu s komprimiranim zrakom nosite zaštitne naočale.
5. Provjerite ima li na glavnim rukavcima i rukavcima klipnjače prekomjerne istrošenosti, ogrebotina, zareza, rupa i pukotina.
6. Istrošenost ležajeva donjih glava klipnjača javlja se kada motor radi jasno uočljivim metalnim kuckanjem (posebno pri ubrzavanju motora iz niskih okretaja), kao i neki pad tlaka ulja.
7. Istrošenost glavnih ležajeva prati jaka vibracija motora i rika, posebno jaka tijekom ubrzavanja motora, kao i pad tlaka ulja.
8. Laganim pritiskom klizite prstom po vratu – ako su se na vratu razvile brazde. Lako ih možete osjetiti.U ovom slučaju osovina mora biti strojno obrađena (ako je još moguće) ili zamijeniti.
9. Nakon okretanja vratova, provjerite ima li neravnina na rubovima rupa za ulje. Obično su krajevi rupa skošeni, tako da neravnine vjerojatno neće uzrokovati probleme ako se utor pažljivo napravi. Neravnine se mogu ukloniti strugalom ili finom turpijom.
10. Povjerite utor vratova stručnjacima servisne postaje. Oni će pokupiti nove obloge veličine popravka.