
Усталюеце галоўку цыліндраў на падстаўку 11 12 100.
Зніміце цэнтральны маслаправод.
Зніміце зубчасты шкіў размеркавальнага вала.
Усталюеце каромысла впускных і выпускных клапанаў усіх цыліндраў у становішча, якое адпавядае найвялікаму зазору паміж эксцэнтрыкам каромысла і тарцом стрыжня клапана.
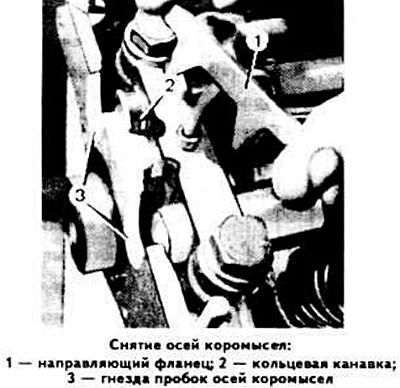
Зніміце коркі з канцоў восяў каромыслаў.
Зніміце накіроўвалы фланец восяў каромыслаў і выміце спружынныя трымальнікі каромыслаў.
Усталюеце шайбу і муфту для павароту размеркавальнага вала.
Пераканайцеся ў перакрыцці клапанаў 6-га цыліндру і ссуньце каромысел клапанаў 1-га цыліндру ад пярэдняга тарца галоўкі цыліндраў.
Павярніце размеркавальны вал па кірунку ўпуску да вывешвання каромыслаў усіх впускных і выпускных клапанаў.
Зніміце вось каромыслаў впускных клапанаў.
Павярніце размеркавальны вал па кірунку выпуску да вывешвання каромыслаў усіх впускных і выпускных клапанаў.
Зніміце вось каромыслаў выпускных клапанаў.
Праверце стан каромыслаў, ступень зносу якія труцца дэталяў і рэгулявальных эксцэнтрыкаў каромыслаў. Заменіце пашкоджаныя і няспраўныя дэталі.
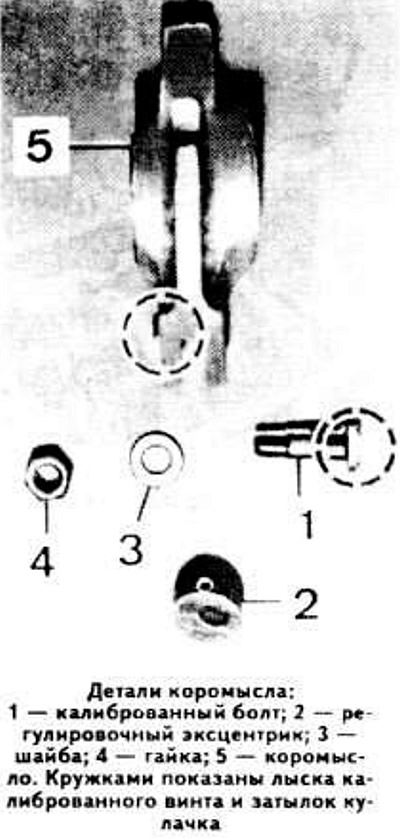
Пры ўсталёўцы новага каромысла накіруйце плоскую паверхню ніта рэгулявальнага эксцэнтрыка ў бок патыліцы каромысла.
Укруціце свечкі запальвання ў гнёзды галоўкі цыліндраў і перавярніце галоўку цыліндраў.
Запоўніце палівам камеры згарання і праверце герметычнасць клапанаў.
Усталюеце на прынаду 111060 для сціску затамкавых спружын апорную пласціну 111066.
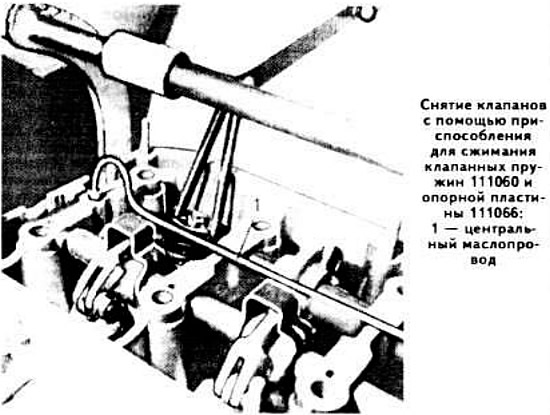
Вызваліце клапаны ад сухароў, сціскаючы спружыны клапанаў прынадай 111060. Зніміце спружыны з талеркамі: выміце клапаны.
Зніміце маслоотражательные каўпачкі з накіравальных утулак клапанаў.
Замена накіроўвалых утулак клапанаў
Выпрасуйце накіравальную ўтулку клапана на халодным рухавіку апраўкай 111330, пхаючы ўтулку ад верхняй часткі галоўкі цыліндраў да камеры згарання.
Праверце памеры гнязда накіроўвалай утулкі клапана ў галоўцы цыліндраў. Калі дыяметр гнязда ўтулкі клапана апынецца больш дапушчальнага, змарнуеце гняздо да найблізкага рамонтнага памеру і запрасуйце ўтулку клапана які адпавядае рамонтнага памеру.
Паступова нагрэйце галоўку цыліндраў да тэмпературы 220-250°С.
Дзейнічаючы зверху галоўкі цыліндраў, запрэсуйце ўтулку клапана ў гняздо галоўкі цыліндраў з дапамогай апраўкі 11 1 320, адтуліна якой вызначае глыбіню запрэсоўкі ўтулкі клапана.
Шліфаванне сёдлаў клапанаў і клапанаў
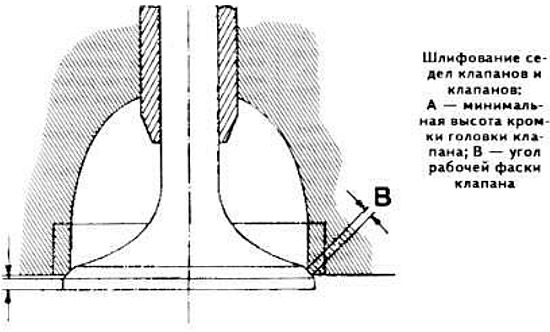
Прашліфуйце клапаны, вытрымоўваючы вышыню абзы галоўкі клапана, якая павінна быць не меней 1,2 мм, і кут працоўнай фаскі, які павінен быць у межах 44°30'-20'.
Прашліфуйце сядла клапанаў і прытрыце клапаны.
Праверце герметычнасць клапанаў, як паказана вышэй.