
Встановіть головку циліндрів на підставку 1112100.
Зніміть центральний маслопровід.
Зніміть зубчастий шків розподільчого валу.
Встановіть коромисла впускних та випускних клапанів усіх циліндрів у положення, що відповідає найбільшому зазору між ексцентриком коромисла та торцем стрижня клапана.
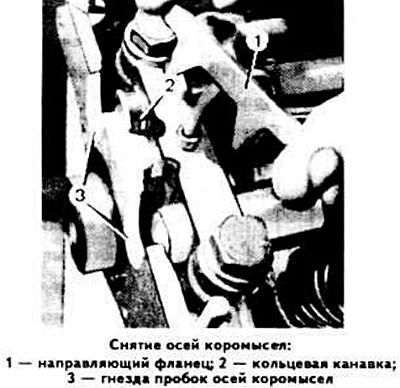
Зніміть пробки з кінців осей коромисел.
Зніміть напрямний фланець осей коромисел і вийміть пружинні тримачі коромисел.
Встановіть шайбу та муфту для повороту розподільного валу.
Переконайтеся у перекритті клапанів 6-го циліндра та посуньте коромисло клапанів 1-го циліндра від переднього торця головки циліндрів.
Поверніть розподільний вал у напрямку впуску до вивішування коромисел усіх впускних та випускних клапанів.
Зніміть вісь коромисел впускних клапанів.
Поверніть розподільний вал у напрямку випуску до вивішування коромисел усіх впускних та випускних клапанів.
Зніміть вісь коромисел випускних клапанів.
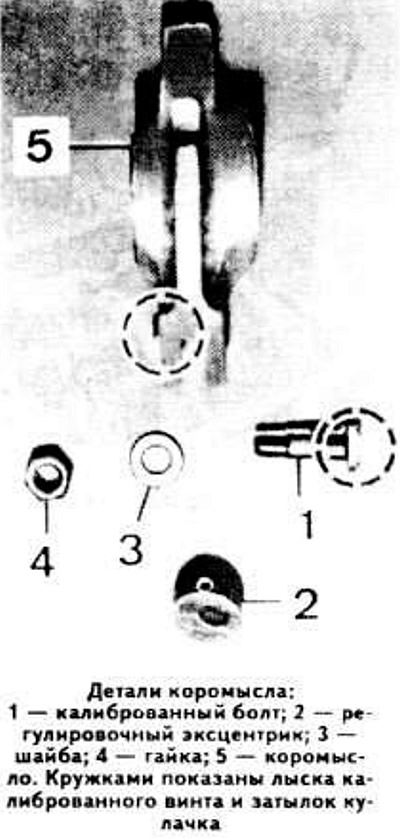
Перевірте стан коромисел, ступінь зносу деталей, що труться, і регулювальних ексцентриків коромисел. Замініть пошкоджені та несправні деталі.
Під час встановлення нового коромисла направте плоску поверхню болта регулювального ексцентрика у бік потилиці коромисла.
Поверніть свічки запалювання в гнізда головки циліндрів і переверніть головку циліндрів.
Заповніть паливом камери згоряння та перевірте герметичність клапанів.
Встановіть на пристрій 111060 для стиснення клапанних пружин опорну пластину 111066.
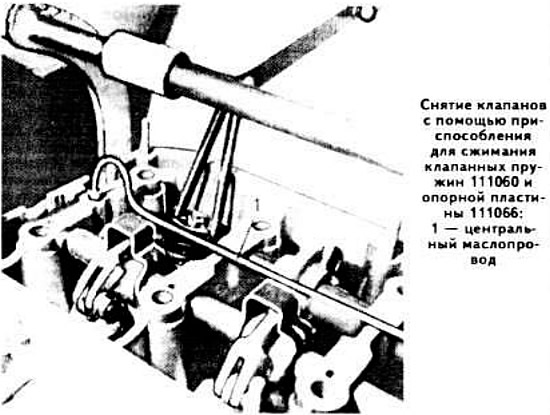
Звільніть клапани від сухарів, стискаючи пружини клапанів пристроєм 111060. Зніміть пружини з тарілками: вийміть клапани.
Зніміть олійні ковпачки з направляючих втулок клапанів.
Заміна напрямних втулок клапанів
Випресуйте спрямовуючу втулку клапана на холодному двигуні оправкою 111330, штовхаючи втулку від верхньої частини головки циліндрів до камери згоряння.
Перевірте розміри гнізда напрямної втулки клапана головки циліндрів. Якщо діаметр гнізда втулки клапана виявиться більшим за допустимий, розточіть гніздо до найближчого ремонтного розміру і запресуйте втулку клапана відповідного ремонтного розміру.
Поступово нагрійте головку циліндрів до температури 220—250°С.
Діючи зверху головки циліндрів, запресуйте втулку клапана в гніздо головки циліндрів за допомогою оправки 11 1320, отвір якої визначає глибину запресування втулки клапана.
Шліфування сідел клапанів та клапанів
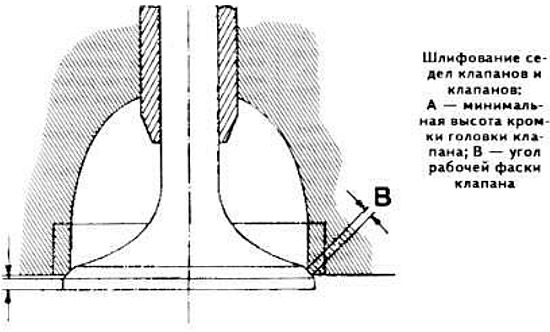
Прошліфуйте клапани, витримуючи висоту кромки головки клапана, яка повинна бути не менше 1,2 мм, і кут робочої фаски, який має бути в межах 44 30'-20 '.
Прошліфуйте сідла клапанів та притріть клапани.
Перевірте герметичність клапанів, як зазначено вище.