
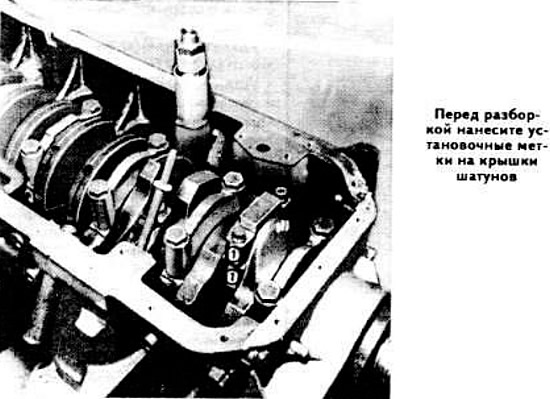
Place the cylinder head on support 11 12 100.
Remove the central oil line.
Remove the camshaft sprocket.
Set the rocker arms of the intake and exhaust valves of all cylinders to the position corresponding to the largest clearance between the rocker arm eccentric and the end of the valve stem.
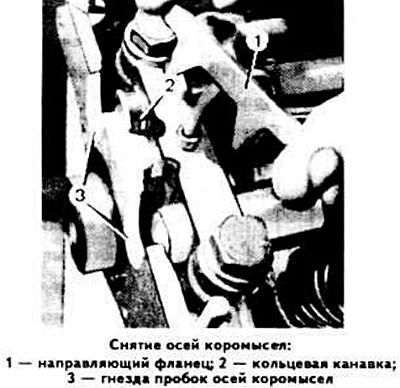
Remove the plugs from the ends of the rocker axles.
Remove the guide flange of the rocker axles and take out the spring holders of the rocker arms.
Install the washer and sleeve to rotate the camshaft.
Make sure that the valves of the 6th cylinder are closed and move the rocker of the valves of the 1st cylinder from the front end of the cylinder head.
Turn the camshaft in the direction of intake until the rocker arms of all intake and exhaust valves are hanging out.
Remove the intake rocker shaft.
Turn the camshaft in the direction of exhaust until the rocker arms of all intake and exhaust valves are hanging out.
Remove the exhaust valve rocker shaft.
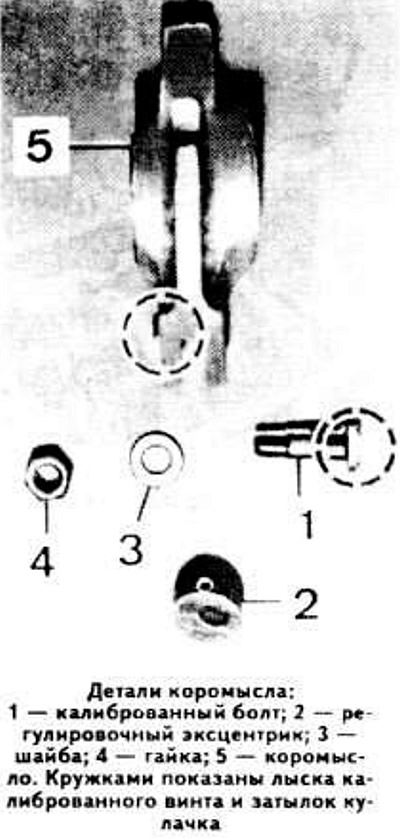
Check the condition of the rocker arms, the degree of wear of the rubbing parts and the adjusting eccentrics of the rocker arms. Replace damaged or defective parts.
When installing a new rocker arm, point the flat surface of the adjusting eccentric bolt toward the back of the rocker arm.
Screw the spark plugs into the cylinder head sockets and turn the cylinder head over.
Fill the combustion chambers with fuel and check the tightness of the valves.
Install support plate 111066 on valve spring compressor tool 111060.
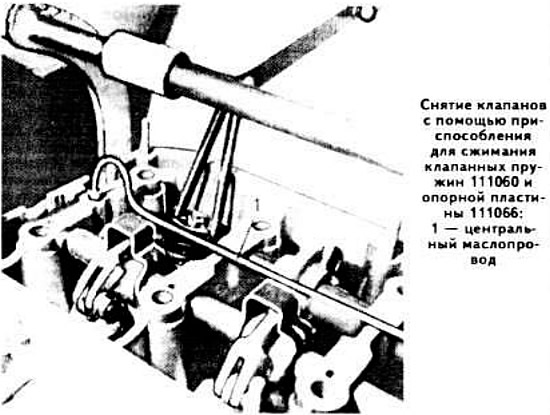
Free the valves from crackers by compressing the valve springs with tool 111060. Remove the springs with plates: remove the valves.
Remove the valve stem seals from the valve guides.
Replacing valve guides
Press out the valve guide on a cold engine with drift 111330, pushing the valve guide from the top of the cylinder head towards the combustion chamber.
Check the dimensions of the valve guide seat in the cylinder head. If the diameter of the valve sleeve seat is larger than the allowable size, bore the seat to the nearest oversize and press in the valve sleeve of the appropriate oversize.
Heat the cylinder head evenly to 220-250°C.
Working from above the cylinder head, press the valve sleeve into the cylinder head seat using drift 11 1 320, the hole of which determines the depth of the valve sleeve.
Grinding valve seats and valves
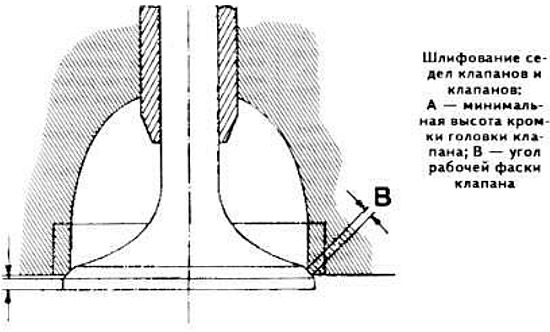
Grind the valves keeping the valve head edge height at least 1.2 mm and the bevel angle between 44°30'-20'.
Sand the valve seats and lap the valves.
Check the tightness of the valves as above.