
- Галоўная
- БМВ 5 серыя
- E12
- Сілавы агрэгат
- Рамонт рухавікоў
- Рамонт галоўкі цыліндраў
Рамонт галоўкі цыліндраў (BMW 5 Series E12)
Замена накіроўвалых утулак клапанаў
Пры моцным зносе адной з накіроўвалых утулак клапанаў (гл. гранічныя памеры пры зносе у падраздзеле "Дэталёвыя тэхнічныя характарыстыкі") заменіце яе.
На халодным рухавіку выпрасуйце накіравальную ўтулку апраўкай 609, перамяшчаючы ўтулку ад верхняй часткі галоўкі цыліндраў да камеры згарання.
Праверце памеры гнязда накіроўвалай утулкі ў галоўцы цыліндраў. Калі дыяметр гнязда больш зададзенага (гл. "Дэталёвыя тэхнічныя характарыстыкі"), змарнуеце гняздо да аднаго з вялікіх памераў і ўсталюеце ўтулку адпаведнага рамонтнага памеру.
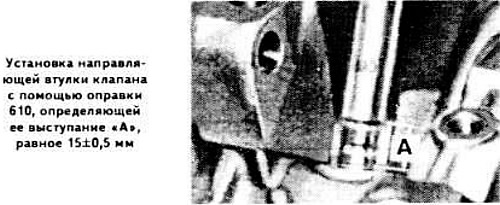
Паступова нагрэйце галоўку цыліндраў да тэмпературы каля 200°C (не больш за), вышмаруйце ўтулку клапана кансістэнтнай змазкай і запрасуйце яе апраўкай 610 па кірунку ад верхняй часткі галоўкі цыліндраў да камеры згарання да ўпора апраўкі ў галоўку цыліндраў. Выкарыстанне апраўкі 610 забяспечвае належны выступ "А" утулкі клапана адносна плоскасці галоўкі цыліндраў, якое павінна быць у межах 15±0,5 мм (гл. фота).
Пасля поўнага астуджэння галоўкі цыліндраў разгарніце адтуліну ў накіроўвалай утулцы, каб забяспечыць дакладную адпаведнасць памеру патрабаванаму.
Пераканайцеся ў поўнай сувосева новай накіроўвалай утулкі і сядла клапана. Пры неабходнасці прашліфуйце сядло клапана.
З 1978 мадэльнага года на BMW "525", "528" і "528i" замена накіроўвалых утулак клапанаў вырабляецца з улікам наступнага:
- выпрасоўвайце накіроўвалую ўтулку апраўкай 111100;
- даўжыня накіроўвалых утулак зменена. Даўжыня старых утулак 52 мм. Новыя ўтулкі могуць усталёўвацца на месцы старых.
- запрасуйце накіроўвалую ўтулку ў нагрэтую галоўку цыліндраў па кірунку ад размеркавальнага вала да камеры згарання;
- адтуліна ў апраўцы 111120 забяспечвае патрэбную глыбіню запрэсоўкі (выступ "А" утулкі);
- для ўтулкі клапана змененай даўжыні выступ "А" роўна 13,5±0,5 мм. Устаўце шайбу таўшчынёй 1,5 мм у адтуліну апраўкі.
Замена сёдлаў клапанаў
Замена сёдлаў клапанаў павінна праводзіцца на станцыі тэхнічнага абслугоўвання.
Рассвідруйце падлягае замене сядло клапана, зважаючы на дакладную цэнтроўку свердзела і пазбягаючы здыму металу з гнязда сядла клапана.
Марнуйце гняздо сядла клапана, вытрымоўваючы зададзеную велічыню нацягу сядла клапана ў гняздо галоўкі цыліндраў (гл. падраздзел "Дэталёвыя тэхнічныя характарыстыкі").
Паступова нагрэйце галоўку цыліндраў да тэмпературы 200°C і астудзіце сядло клапана да тэмпературы мінус 70°C, пагрузіўшы яго ў вадкі азот.
Запрасуйце сядло клапана да яго ўпора ў дно гнязда галоўкі цыліндраў.
Прашліфуйце працоўную фаску сядла клапана.
Шліфаванне сёдлаў клапанаў і клапанаў
Праверце стан працоўнай фаскі клапанаў. Пры дробных пашкоджаннях яе можна прашліфаваць, вытрымоўваючы належны кут фаскі.
Прашліфуйце працоўныя фаскі сёдлаў клапанаў уручную або з дапамогай шліфавальнай машынкі.
Прытрыце клапаны да сёдлаў і праверце герметычнасць прилегания клапанаў да сёдлаў.
Пасля шліфавання і прыціркі сёдлаў і клапанаў старанна прамыйце сядла, клапаны і каналы галоўкі цыліндраў, прадуйце іх сціснутым паветрам.
Праверце герметычнасць прилегания клапанаў да сёдлаў шляхам запаўнення камер згарання газай, папярэдне ўкруціўшы свечкі запальвання.
(Вывучыце першакрыніцу па спасылцы на сайце BMWMan)
Гэты артыкул даступны на рускай, англійскай, балгарскай, украінскай, сербскай, харвацкай, румынскай, польскай, славацкай, венгерскай
Артыкул правераны: Палікарпаў Савелій
Падзяліцеся інфармацыяй:
Папярэднія артыкулы
БМВ E12: Рамонт рухавікоў
Наступныя артыкулы
Падобныя артыкулы іншых тыпаў аўтамабіляў БМВ:
Рамонт галоўкі цыліндраў BMW 3 Series E21 (1975-1983)
Генератар — праверка і рамонт BMW 3 Series E46 (1998-2006, бензін)
Дробны рамонт бензінавых рухавікоў серыі М52. Агульнае апісанне BMW 7 Series E32 (1986-1994)
Капітальны рамонт каробкі перадач BMW 7 Series E38 (1994-2001)
Рамонт правадоў сістэмы НПБ BMW X3 E83 (2003-2010)
Рамонт галоўкі цыліндраў BMW 3 Series E21 (1975-1983)
Генератар — праверка і рамонт BMW 3 Series E46 (1998-2006, бензін)
Дробны рамонт бензінавых рухавікоў серыі М52. Агульнае апісанне BMW 7 Series E32 (1986-1994)
Капітальны рамонт каробкі перадач BMW 7 Series E38 (1994-2001)
Рамонт правадоў сістэмы НПБ BMW X3 E83 (2003-2010)
Спасылка ў розных фарматах на гэтую старонку
Каментары наведвальнікаў
Каментароў пакуль няма
- Агульная інфармацыя
- Органы кіравання
- Інструкцыя па эксплуатацыі
- Тэхнічнае абслугоўванне
- Сілавы агрэгат
- Рамонт рухавікоў
- Сістэма змазкі
- Сістэма ахладжэння
- Сістэма запальвання
- Сістэма харчавання
- Сістэма ўпырску (бензін)
- Сістэма ўпырску (дызель)
- Выхлапная сістэма
- Трансмісія
- Счапленне
- Скрынка перадач
- Пярэдні мост
- Задні мост
- Шасі
- Рулявое кіраванне
- Тармазная сістэма
- Колы і шыны
- Кузаў
- Інтэр'ер
- Экстэр'ер
- Сістэма ацяплення
- Электраабсталяванне
- Абсталяванне і прыборы
- Сілавыя прылады
- Шклоачышчальнікі
- Электрычныя схемы
- Агульная інфармацыя
- Інструкцыя па эксплуатацыі
- Тэхнічнае абслугоўванне
- Сілавы агрэгат
- Рамонт рухавікоў
- Сістэма запальвання
- Сістэма змазкі рухавіка
- Сістэма ахладжэння
- Сістэма харчавання (бензін)
- Сістэма харчавання (дызель)
- Выхлапная сістэма
- Трансмісія
- Счапленне
- Скрынка перадач
- Шасі
- Пярэдняя і задняя падвеска
- Рулявое кіраванне
- Тармазная сістэма
- Кузаў
- Экстэр'ер
- Інтэр'ер
- Электраабсталяванне
- Сістэма ацяплення
- Абсталяванне і прыборы
- Сілавыя прылады
- Электрычныя схемы
- Агульная інфармацыя
- Інструкцыя па эксплуатацыі
- Тэхнічнае абслугоўванне
- Сілавы агрэгат
- Рухавік у аўтамабілі
- Капрамонт рухавіка
- Сістэма ахладжэння
- Сістэма харчавання
- Сістэма запальвання
- Сістэма кіравання
- Трансмісія
- Счапленне
- Механічная каробка перадач
- Аўтаматычная трансмісія
- Трансмісійная лінія
- Шасі
- Рулявое кіраванне
- Пярэдняя падвеска
- Задняя падвеска
- Тармазная сістэма
- Кузаў
- Элементы кузава
- Сыход за аўтамабілем і афарбоўка
- Электраабсталяванне
- Ацяпляльнік і кандыцыянер
- Абсталяванне і прыборы
- Стартар і генератар
- Электрычныя схемы
- Агульная інфармацыя
- Эксплуатацыя і тэхабслугоўванне
- Тэхнічныя характарыстыкі
- Сілавы агрэгат
- Рамонт рухавікоў
- Сістэма ахладжэння і змазкі
- Сістэма харчавання
- Сістэма харчавання «Экатронік»
- Сістэма ўпырску паліва
- Сістэма запальвання
- Трансмісія
- Счапленне
- Скрынка перадач BMW 242/4
- Скрынка перадач Getrag 262/8
- Скрынка перадач Getrag 265/6
- Аўтаматычная скрынка
- Карданная перадача
- Задні мост
- Шасі
- Рулявое кіраванне
- Пярэдняя падвеска
- Задняя падвеска
- Тармазная сістэма
- Электраабсталяванне
- Абсталяванне і прыборы
- Электрычныя схемы