
- Główna
- BMW 5 Series
- E12
- Silnik i systemy
- Naprawa silnika
- Naprawa głowicy cylindra
Naprawa głowicy cylindra (BMW 5 Series E12)
Wymiana tulei prowadzących zawory
Jeżeli jedna z tulei prowadzących zawory jest mocno zużyta (patrz ograniczenia zużycia w podrozdziale "Szczegółowe dane techniczne") zamień ją.
Przy zimnym silniku wypchnij tuleję prowadzącą za pomocą narzędzia 609, przesuwając tuleję z górnej części głowicy cylindra do komory spalania.
Sprawdź wymiary gniazda tulei prowadzącej w głowicy cylindra. Jeżeli średnica gniazda jest większa od podanej (patrz "Szczegółowe dane techniczne"), rozwiercić gniazdo do jednego z większych rozmiarów i zamontować tuleję o odpowiednim rozmiarze naprawczym.
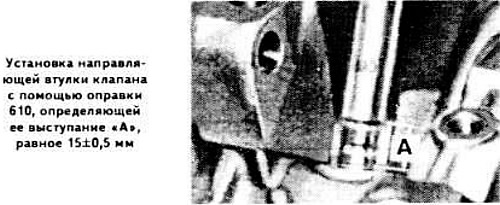
Rozgrzej głowicę cylindra równomiernie do temperatury około 200°C (nie więcej), nasmaruj tuleję zaworową smarem o jednolitym składzie i wciśnij ją trzpieniem 610 w kierunku od góry głowicy cylindra do komory spalania, aż trzpień zatrzyma się na głowicy cylindra. Zastosowanie trzpienia 610 zapewnia odpowiednie wystawanie "A" tulei zaworowej względem płaszczyzny głowicy cylindra, które powinno mieścić się w granicach 15±0,5 mm (patrz zdjęcie).
Po całkowitym ostygnięciu głowicy cylindra należy rozwiercić otwór w tulei prowadzącej, aby uzyskać odpowiedni rozmiar.
Upewnij się, że nowa tuleja prowadząca i gniazdo zaworu są dokładnie wyrównane. W razie konieczności należy przeszlifować gniazdo zaworu.
Od roku modelowego 1978 w BMW "525", "528" i "528i" wymiana tulei prowadzących zawory odbywa się z uwzględnieniem następujących czynników:
- wycisnąć tuleję prowadzącą za pomocą trzpienia 111100;
- zmieniono długość tulei prowadzących. Długość starych tulei wynosi 52 mm. Nowe tuleje można zamontować w miejsce starych.
- wciśnij tuleję prowadzącą do rozgrzanej głowicy cylindra w kierunku od wałka rozrządu do komory spalania;
- otwór w trzpieniu 111120 zapewnia wymaganą głębokość prasowania (występ "A" tulei);
- w przypadku tulei zaworowej o zmodyfikowanej długości występ "A" wynosi 13,5±0,5 mm. Włóż podkładkę o grubości 1,5 mm do otworu w trzpieniu.
Wymiana gniazd zaworowych
Wymianę gniazd zaworowych należy przeprowadzać w serwisie.
Wywierć otwór w gnieździe zaworu, który chcesz wymienić, zwracając uwagę na dokładne wycentrowanie wiertła i unikanie usuwania metalu z gniazda zaworu.
Rozwiercić gniazdo zaworu, zachowując określoną wartość interferencji gniazda zaworu z gniazdem głowicy cylindra (patrz podrozdział "Szczegółowe dane techniczne").
Podgrzej głowicę cylindra równomiernie do temperatury 200°C i schłodź gniazdo zaworu do minus 70°C, zanurzając je w ciekłym azocie.
Naciśnij gniazdo zaworu, aż oprze się o dolną część gniazda głowicy cylindra.
Zeszlifuj fazę roboczą gniazda zaworowego.
Szlifowanie gniazd zaworowych i zaworów
Sprawdź stan fazki roboczej zaworu. W przypadku niewielkich uszkodzeń można je przeszlifować, zachowując właściwy kąt fazowania.
Ręcznie lub przy użyciu szlifierki należy zeszlifować robocze fazy gniazd zaworowych.
Dotrzyj zawory do gniazd i sprawdź szczelność dokręcenia zaworów do gniazd.
Po przeszlifowaniu i docieraniu gniazd i zaworów należy dokładnie umyć gniazda, zawory i kanały głowicy cylindrów, a następnie przedmuchać je sprężonym powietrzem.
Sprawdź szczelność osadzenia zaworów w gniazdach poprzez napełnienie komór spalania naftą po wkręceniu świec zapłonowych.
Ten artykuł jest dostępny pod adresem rosyjski, angielski, bułgarski, białoruski, ukraiński, serbski, chorwacki, rumuński, słowacki, węgierski
Artykuł zweryfikowany: Polikarpow Saveliy
Dzielić informacje:
Poprzednie artykuły
БМВ E12: Naprawa silnika
Kolejne artykuły
Podobne artykuły na temat innych typów samochodów BMW:
Naprawa głowicy cylindra BMW 3 Series E21 (1975-1983)
Wyjmowanie i zakładanie głowicy cylindra BMW 3 Series E30 (1982-1994)
Ustawienie pierwszego cylindra w górnym martwym punkcie (GMP) BMW 7 Series E32 (1986-1994)
Wyjmowanie i instalacja głowicy cylindra, regulacja faz rozrządu BMW 7 Series E38 (1994-2001)
Głowica cylindra BMW X3 E83 (2003-2010)
Głowica cylindra — opis konstrukcji BMW X5 E53 (1999-2006)
Naprawa głowicy cylindra BMW 3 Series E21 (1975-1983)
Wyjmowanie i zakładanie głowicy cylindra BMW 3 Series E30 (1982-1994)
Ustawienie pierwszego cylindra w górnym martwym punkcie (GMP) BMW 7 Series E32 (1986-1994)
Wyjmowanie i instalacja głowicy cylindra, regulacja faz rozrządu BMW 7 Series E38 (1994-2001)
Głowica cylindra BMW X3 E83 (2003-2010)
Głowica cylindra — opis konstrukcji BMW X5 E53 (1999-2006)
Link w różnych formatach do tej strony
Komentarze gości
Brak komentarzy
- Informacje ogólne
- Organy zarządzające
- Instrukcja obsługi
- Konserwacja
- Silnik i systemy
- Naprawa silnika
- System smarowania
- Układ chłodzenia
- Sytem zapłonu
- Układ zasilania
- Układ wtryskowy (benzyna)
- Układ wtryskowy (diesel)
- Układ wydechowy
- Transmisja
- Sprzęgło
- Skrzynia biegów
- Oś przednia
- Tylna oś
- Podwozie
- Układ kierowniczy
- Układ hamulcowy
- Koła i opony
- Karoseria
- Wnętrze
- Zewnętrzny
- System grzewczy
- Sprzęt elektryczny
- Sprzęt i urządzenia
- Urządzenia zasilające
- Wycieraczki
- Obwody elektryczne
- Informacje ogólne
- Instrukcja obsługi
- Konserwacja
- Silnik i systemy
- Naprawa silnika
- Sytem zapłonu
- Układ smarowania silnika
- Układ chłodzenia
- System zasilania (benzyna)
- System zasilania (diesel)
- Układ wydechowy
- Transmisja
- Sprzęgło
- Skrzynia biegów
- Podwozie
- Zawieszenie przednie i tylne
- Układ kierowniczy
- Układ hamulcowy
- Karoseria
- Zewnętrzny
- Wnętrze
- Sprzęt elektryczny
- System grzewczy
- Sprzęt i urządzenia
- Urządzenia zasilające
- Obwody elektryczne
- Informacje ogólne
- Instrukcja obsługi
- Konserwacja
- Silnik i systemy
- Silnik w samochodzie
- Remont silnika
- Układ chłodzenia
- Układ zasilania
- Sytem zapłonu
- System sterowania
- Transmisja
- Sprzęgło
- Ręczna skrzynia biegów
- Automatyczna skrzynia
- Linia transmisyjna
- Podwozie
- Układ kierowniczy
- Przednie zawieszenie
- Tylne zawieszenie
- Układ hamulcowy
- Karoseria
- Elementy karoserii
- Pielęgnacja i malowanie auta
- Sprzęt elektryczny
- Grzejnik i klimatyzator
- Sprzęt i urządzenia
- Rozrusznik i generator
- Obwody elektryczne
- Informacje ogólne
- Obsługa i konserwacja
- Specyfikacje
- Silnik i systemy
- Naprawa silnika
- Układ chłodzenia i smarowania
- Układ zasilania
- System zasilania Ecotronic
- Układ wtrysku paliwa
- Sytem zapłonu
- Transmisja
- Sprzęgło
- Skrzynia biegów BMW 242/4
- Skrzynia biegów Getrag 262/8
- Skrzynia biegów Getrag 265/6
- Automatyczna skrzynia
- Przekładnia kardana
- Tylna oś
- Podwozie
- Układ kierowniczy
- Przednie zawieszenie
- Tylne zawieszenie
- Układ hamulcowy
- Sprzęt elektryczny
- Sprzęt i urządzenia
- Obwody elektryczne